金属材料供给装置
1.相关申请的交叉引用
2.本技术主张于2020年3月9日申请的日本技术号2020-039789号的优先权,在此引用其记载内容。
技术领域
3.本发明涉及向金属熔化炉供给金属材料的金属材料供给装置。
背景技术:
4.在使熔融金属流入铸模来制造铸造品的铸造中,使用金属熔化炉来使金属材料熔化。在金属熔化炉中,通常采用使坩埚内的金属材料产生感应电流而对其进行加热的感应炉方式(例如,参照专利文献1)。
5.与金属熔化炉一并设置有金属材料供给装置,该金属材料供给装置对每次铸造所需的量的金属材料进行计量并将其供给至坩埚。通过一并设置金属材料供给装置,确立了由金属材料供给、金属材料加热、熔融金属的转移等构成的铸造循环(参照专利文献1)。
6.专利文献1:日本特开2003-164960号公报
7.即使向坩埚内投入金属材料,金属材料也并非瞬间熔化,熔化需要一定程度的时间。因此,金属材料从金属材料供给装置向坩埚的供给若不根据坩埚中的金属材料的熔化状况来进行,则无法在必要时供给必要的量的金属材料,从而产生感应炉的消耗功率的浪费等,成为导致成本增加的重要因素。
技术实现要素:
8.因此,本发明的目的在于提供能够及时且高效地将金属材料供给至金属熔化炉的金属材料供给装置。
9.为了解决上述课题,在第1发明中,提供一种金属材料供给装置,其与金属熔化炉一并设置,该金属材料供给装置具备:
10.材料输送部,其输送要被供给至上述金属熔化炉所具有的坩埚的上述金属材料;
11.材料排出口,其设置于上述材料输送部的端部,排出被上述材料输送部输送来的上述金属材料;
12.移动机构,其使上述材料输送部在上述材料排出口被配置于上述坩埚的上方并能够向上述坩埚供给上述金属材料的材料供给位置、与从该材料供给位置后退了的后退位置之间移动;
13.材料检测部,其针对被供给至上述坩埚并堆积在上述坩埚内的上述金属材料,检测其堆积的状况;以及
14.材料输送控制部,其基于上述材料检测部的检测值,对上述材料输送部的材料输送动作进行控制。
15.在第2发明中,上述材料检测部对堆积在上述坩埚内的金属材料的上端部的高度
进行检测。
16.在第3发明中,在持续规定时间检测出规定范围内的上述检测值的情况下,上述材料输送控制部判断为堆积在上述坩埚内的上述金属材料处于挂料状态,使上述材料输送部的材料输送动作停止。
17.在第4发明中,上述材料检测部具有:
18.检测主体,其发送微波,并且接收上述微波的反射波;以及
19.空心天线,其朝向铅垂方向的下方开口,从上述开口朝向下方照射从上述检测主体发送来的微波,并且向上述开口导入反射波,
20.上述检测主体设置于上述材料输送部的上方。
21.在第5发明中,具备气体供给部,该气体供给部向上述空心天线的内部供给气体,以便从上述空心天线的上述开口排出气体。
22.在第6发明中,金属材料供给装置具备:
23.开闭板,其对上述材料排出口进行开闭;以及
24.臂转动机构,其使对上述开闭板进行支承的支承臂转动,使其向关闭上述材料排出口的关闭位置与配置于上述材料排出口的上方并打开上述材料排出口的打开位置移动,
25.上述检测主体配置于比上述打开位置处的上述开闭板靠后方的位置。
26.在第7发明中,上述空心天线在上述材料排出口的前方上下延伸,在下端设置有上述开口,
27.上述开闭板在上述材料排出口与上述空心天线之间被吊挂支承为能够相对于在上述材料排出口的正面观察时沿左右方向延伸的吊挂轴部转动,
28.在上述开闭板的前方设置有卡止部,该卡止部在上述开闭板向前方转动并与上述空心天线碰撞之前对上述开闭板的转动进行卡止。
29.根据第1发明,通过确认被供给至坩埚并堆积在坩埚内的金属材料的状况,例如金属材料的堆积的高度、堆积的形状等,当在堆积的状况产生了不良情况时,暂时停止材料输送、供给动作,在状况被改善时,进行恢复材料输送、供给动作的控制等,能够自动地进行与坩埚内的金属材料的状况对应的材料供给。由此,能够将金属材料及时且高效地向坩埚供给,从而能够减少金属材料的熔化所需的成本。
30.根据第2发明,通过检测已堆积的金属材料的上端部的高度,能够检测堆积在坩埚内的金属材料的状况。若是堆积高度的检测,则能够使用距离传感器等容易地检测状况,另外,若是距离传感器等,则也能够后安装于现有的金属材料供给装置,因此也能够抑制金属材料供给装置的成本增加。
31.根据第3发明,对材料高度的位移进行监视,在判断为已堆积的金属材料处于挂料状态的情况下,停止金属材料的输送动作。由此,能够防止看漏挂料异常的产生,导致金属熔化炉的坩埚内的温度异常地上升,从而产生各种不良情况。
32.根据第4发明,在材料输送部被配置于材料供给位置的情况下,材料检测部的检测主体与金属熔化炉被隔离,并且在两者之间夹设有材料输送部,从而从金属熔化炉发出的辐射热被材料输送部遮挡。由此,能够保护检测主体免受辐射热的影响。
33.根据第5发明,在材料输送部被配置于材料供给位置,且材料检测部被配置于坩埚的上方的情况下,被供给至空心天线的内部的气体从该空心天线的开口朝向下方被排出。
由此,能够抑制从坩埚上升的烟尘、粉尘进入空心天线的开口,并堆积在空心天线内部对微波的发送、反射波的导入带来负面影响。
34.根据第6发明,设置有对材料排出口进行开闭的开闭板,因此只要在停止了材料输送动作的情况下通过开闭板关闭材料排出口,则能够防止金属材料意外落下而进行材料供给。另外,在比位于打开位置的开闭板靠后方配置有材料检测部的检测主体,因此在材料输送部被配置于材料供给位置的情况下,若使开闭板向打开位置移动,则从金属熔化炉发出的辐射热被开闭板遮挡。由此,开闭板也具有保护检测主体免受辐射热影响的功能。
35.根据第7发明,在开闭板通过支承臂的转动而在关闭位置与打开位置之间移动的情况下,若被吊挂支承为能够转动的开闭板欲向前方转动,则其转动被卡止部卡止。由此,能够防止在开闭板的转动时该开闭板与材料检测部的空心天线碰撞而破损空心天线。
附图说明
36.参照附图,通过下述的详细叙述,能够更加明确本发明的上述目的、其他目的、特征及优点。
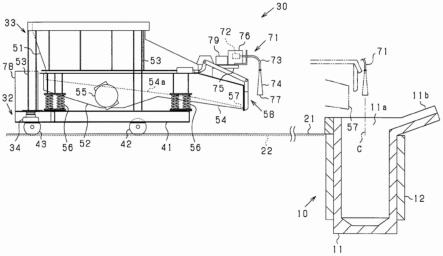
37.图1是表示金属材料供给装置的侧视图。
38.图2是放大表示排出口开闭机构的放大侧视图。
39.图3是表示排出口开闭机构的立体图。
40.图4是表示金属材料供给装置的电结构的框图。
41.图5是表示材料供给控制处理的流程图。
具体实施方式
42.以下,参照附图,对将本发明具体化了的一个实施方式进行说明。
43.如图1所示,金属材料供给装置30与金属熔化炉10一并设置。金属熔化炉10是感应加热式的熔化炉,具有坩埚11与感应线圈12。坩埚11是呈有底筒状的容器,在其上端部具有朝向上方开口的开口部11a。从开口部11a向内部供给金属材料。被供给的金属材料被加热由此在内部熔化,成为熔融金属。熔融金属存积在坩埚11的内部。感应线圈12设置为包围坩埚11的圆筒状部分的周围。使交流电流在感应线圈12流动,由此对被供给至坩埚11内的金属材料进行感应加热。
44.在坩埚11的上端部设置有注入口11b。注入口11b从开口部11a朝向侧方突出。坩埚11具有使该坩埚11倾斜的倾斜机构(省略图示),若通过倾斜机构使坩埚11倾斜,则存积在坩埚11的内部的熔融金属从注入口11b向浇铸容器(省略图示)转移。
45.金属材料供给装置30被设置为用于向上述金属熔化炉10的坩埚11供给金属材料。如图1所示,金属材料供给装置30设置为在该金属材料供给装置30的移动工作台21的上表面能够向一个方向(图1中的左右方向)移动。金属材料供给装置30在接近金属熔化炉10的方向(图1的右方)与从金属熔化炉10后退并分离的方向(图1的左方)之间移动。在以下的说明中,将金属材料供给装置30的移动方向设为装置移动方向,将接近金属熔化炉10的方向设为前,将从金属熔化炉10分离的方向设为后。在图1中,用实线示出了向后方的移动端移动并配置于后退位置的金属材料供给装置30。另一方面,用虚拟线示出了向前方的移动端移动并配置于材料供给位置的金属材料供给装置30的前端部。
46.在移动工作台21的上表面,从金属材料供给装置30的装置移动方向观察,沿着装置移动方向左右各设置有1个对金属材料供给装置30的移动进行引导的引导槽22。移动工作台21的上表面的高度成为与金属熔化炉10的上端部相同程度的高度水平。由此,能够从金属材料供给装置30向坩埚11的开口部11a从该开口部11a的上方供给金属材料。
47.金属材料供给装置30大体上构成为具备装置基部32和材料供给部33。装置基部32支承材料供给部33,材料供给部33保持被计量好的分量的金属材料,并且将其朝向前方的材料排出口57输送。
48.装置基部32具有在俯视时呈矩形的基部框架41。基部框架41具有一对前车轮42及一对后车轮43的共计4个车轮42、43。车轮42、43从装置移动方向观察左右各设置1列。图1是侧视图,因此示出了1个前车轮42与1个后车轮43。此外,车轮42、43的数量是任意的。设置于左右各个列的车轮42、43与在移动工作台21的上表面设置的引导槽22啮合。装置基部32通过各车轮42、43能够沿着引导槽22在装置移动方向移动。此外,取代引导槽22,也可以在移动工作台21的上表面设置导轨并使车轮42、43载置于该导轨。
49.装置基部32具有移动用驱动装置34。移动用驱动装置34具有以电动马达为主体的驱动源,将在后侧设置的一对后车轮43作为驱动轮来驱动。通过该后车轮43驱动,金属材料供给装置30沿着装置移动方向移动。使金属材料供给装置30移动的移动机构由引导槽22、车轮42、43及移动用驱动装置34等构成。
50.材料供给部33设置于装置基部32之上。材料供给部33具有料斗51和材料送出部52。
51.料斗51是用于存积金属材料的容器,其上部被敞开。在金属材料供给装置30位于后退位置的情况下,预先设定好的量的金属材料被投入料斗51的上部敞开部分并收容于料斗51。被收容于料斗51的金属材料从在料斗51的下端设置的下端开口部落下。料斗51通过立设于基部框架41的支承框架53而设置于装置基部32之上。
52.材料送出部52设置于料斗51的下方。材料送出部52是振摆输送机(振动输送机),具有送出被供给至料斗51的金属材料的功能。材料送出部52具有:振动槽54、励振装置55、防振弹簧56、排出口开闭机构58、微波水平仪71及空检测传感器79。
53.振动槽54是从装置移动方向观察呈大致u字状的流槽(参照图3),设置为从料斗51的下端开口部的下方直至其前方。从料斗51的下端开口部落下来的金属材料载置在振动槽54的内底面54a之上。振动槽54的前端比装置基部32的前端向前方突出。振动槽54从后侧至前侧以前侧比后侧靠下的方式倾斜。励振装置55构成为以电动马达为主体,在料斗51的下方设置于振动槽54。通过励振装置55运转,振动槽54振动,由此载置在振动槽54的内底面54a上的金属材料朝向前方被输送。振动槽54相当于材料输送部。
54.防振弹簧56是相对于装置基部32的基部框架41将振动槽54支承为能够上下弹性位移的防振用的螺旋弹簧。防振弹簧56分别设置于基部框架41的前端部和后端部。
55.振动槽54的前端部朝向前方开口,其开口部成为材料排出口57。通过振动槽54的振动向前方被输送的金属材料从材料排出口57排出。被排出的金属材料从材料排出口57向其下方落下。若金属材料供给装置30向材料供给位置移动,则材料排出口57配置于坩埚11的开口部11a的上方,从而能够进行金属材料的供给。在该位置,若金属材料从材料排出口57排出而落下,则被供给至坩埚11的内部。
56.图2表示省略了微波水平仪71的放大图,如该图所示,排出口开闭机构58为了开闭材料排出口57而设置于该材料排出口57附近。排出口开闭机构58具有开闭板61、一对支承臂62和臂转动机构64。
57.如图2以及图3所示,开闭板61与材料排出口57的周缘抵接来关闭该材料排出口57。该状态是关闭状态,将开闭板61的配置位置设为关闭位置。在开闭板61的前表面设置有一对肋条61a,进行加强。若开闭板61被配置于关闭位置而使材料排出口57成为关闭状态,则能够防止金属材料从材料排出口57被排出。此外,在开闭板61处于关闭状态的情况下,振动槽54的振动也停止。
58.一对支承臂62在从装置移动方向观察时左右分别各设置有1个。图1及图2是侧视图,因此在两图中仅示出了一方的支承臂62。如图2及图3所示,一对支承臂62从后侧至前侧以前侧比后侧靠下的方式倾斜并延伸。在两支承臂62的前端部,在两支承臂62彼此之间设置有吊挂开闭板61的吊挂轴部63。吊挂轴部63沿与装置移动方向正交的方向(与图2的纸面正交的方向),即正面观察材料排出口57时的左右方向延伸。在吊挂轴部63以能够以轴线方向为中心转动的方式吊挂支承有开闭板61。在该情况下,开闭板61被配置于关闭位置。
59.如图2所示,臂转动机构64设置于各支承臂62的后端侧。臂转动机构64具有沿与装置移动方向正交的方向延伸的臂转动轴65和臂转动轴65的转动驱动源66。臂转动轴65以能够转动的方式设置于在振动槽54设置的转动支承部67,各支承臂62与臂转动轴65以无法转动的方式连结。转动驱动源66是缸,设置有通过缸的杆66a的出没使臂转动轴65转动的连杆机构68。
60.通过转动驱动源66的驱动,如图2所示,一对支承臂62以臂转动轴65为中心两者同步地转动。在开闭板61位于关闭位置的情况下,如上所述,一对支承臂62从后侧至前侧朝下倾斜。若使一对支承臂62从该状态起转动至成为水平状态,则吊挂轴部63以画弧的方式向上方移动。如果以图2为基准,则此时一对支承臂62向左旋转。通过支承臂62的转动,被吊挂轴部63吊挂为能够转动的开闭板61边通过其自重维持被吊挂轴部63吊挂的状态边进行追随,从而配置于材料排出口57的斜上方。材料排出口57被敞开的该状态是打开状态,将其配置位置设为打开位置。若开闭板61被配置于打开位置而使材料排出口57成为打开状态,则能够从材料排出口57排出金属材料。
61.在各支承臂62的比设置有吊挂轴部63的部位靠前端一体地设置有从该前端稍微延长而成的延长部62a。各延长部62a设置为由该延长部62a与支承臂62形成v字状。如图2以及图3所示,在两延长部62a彼此之间且在开闭板61的前方架设有沿水平方向延伸的卡止杆69。在开闭板61通过两支承臂62的转动而在关闭位置与打开位置之间移动的情况下,若开闭板61欲向前方转动,则其转动被该卡止杆69卡止,从而防止了进一步向前方转动。由此,能够维持开闭板61从吊挂轴部63沿铅垂方向垂下的状态。卡止杆69相当于卡止部。
62.返回图1,微波水平仪71对被投入坩埚11的开口部11a并堆积在其上的金属材料的高度进行检测。微波水平仪71相当于材料检测部。微波与激光、超声波不同,透过从坩埚11的开口部11a上升的烟尘、粉尘,而不被它们反射,因此能够得到稳定的测量值。微波水平仪71具有水平仪主体72、波导管73及空心天线74。
63.水平仪主体72生成微波,并且接收反射波,来对金属材料的水平(高度)进行测定。水平仪主体72相当于检测主体。在振动槽54的前端侧,在比材料排出口57靠后侧且在振动
槽54的上方设置有水平的设置板75。水平仪主体72设置于该设置板75之上。在对材料排出口57进行开闭的开闭板61被配置于打开位置的情况下,开闭板61配置于设置板75的斜下方。水平仪主体72收容于由耐热性材料构成的箱体76。
64.波导管73将从水平仪主体72发送的微波输送至空心天线74,并且将被导入空心天线74的反射波输送至水平仪主体72。波导管73从水平仪主体72的前表面向前方突出,并且在比设置有材料排出口57的振动槽54的前端靠前方弯曲90度,使前端部朝向铅垂方向的下方。
65.空心天线74是呈圆锥台形状的喇叭天线,小径部分被安装于波导管73的前端。空心天线74在比对材料排出口57进行开闭的开闭板61及卡止杆69靠前方,从该开闭板61及该卡止杆69分离,沿铅垂方向延伸。空心天线74的下端的扩径部分成为铅垂方向的朝下的波导开口77。空心天线74在从装置移动方向观察材料排出口57的情况下,配置于呈矩形的材料排出口57的左右中央部。另外,若金属材料供给装置30被配置于材料供给位置,则空心天线74的包含波导开口77的开口中心在内的中心轴线c与坩埚11的开口部11a的中心轴线c一致。此外,空心天线74也可以为棱锥台形状等。
66.从水平仪主体72发送来的微波在通过了波导管73之后,从波导开口77朝向下方被照射。另外,被照射的微波被下方的测定对象反射而产生的反射波被导入波导开口77,通过波导管73被输送至水平仪主体72。微波水平仪71对已堆积的金属材料的顶部(上端部)与波导开口77之间的距离进行测量。
67.经由波导管73向空心天线74导入吹扫空气。在装置基部32的后端部搭载有空气压缩机78。由空气压缩机78生成的压缩空气从空气供给配管(省略图示)通过波导管73被送至空心天线74的内部。被输送来的压缩空气作为吹扫空气从波导开口77朝向下方被排出。由空气压缩机78、空气供给配管及波导管73构成气体供给部。
68.空检测传感器79是激光式的距离传感器,在设置有微波水平仪71的设置板75之上设置于微波水平仪71的后方。空检测传感器79对与比材料排出口57稍微靠后侧的部位之间的距离进行测量。该测量结果用于判断金属材料是否全部从振动槽54被供给至坩埚11而振动槽54变空。
69.接下来,对金属材料供给装置30的电结构进行说明。如图4所示,金属材料供给装置30具有控制装置81。控制装置81具有:装置控制部82、存储部83、键盘等信息输入部84及液晶监视器等显示部85。装置控制部82是由cpu等构成的微型计算机,相当于材料输送控制部。装置控制部82与存储部83、信息输入部84和显示部85分别连接。
70.装置控制部82还与移动用驱动装置34、励振装置55、排出口开闭机构58中的臂转动轴65的转动驱动源66、空气压缩机78、微波水平仪71以及空检测传感器79连接。装置控制部82通过控制上述各装置的驱动,来分别控制金属材料供给装置30的移动、金属材料在振动槽54中的输送、材料排出口57的开闭。在将金属材料向坩埚11的开口部11a供给的情况下,由微波水平仪71检测出的材料高度值与来自空检测传感器79的距离测量值被依次输入装置控制部82。
71.在存储部83存储有供装置控制部82进行的控制处理的实施程序、材料高度值的上限值及下限值、挂料异常监视时间、挂料异常判定值等。材料高度值的上限值及下限值、挂料异常监视时间、挂料异常判定值分别通过使用信息输入部84与在显示部85显示的设定画
面来任意地设定。从微波水平仪71依次输入的材料高度值也被存储于该存储部83。
72.这里,挂料状态是作为在使材料在炉内熔化的情况下可能产生的问题而通常被公知的状态,是指陷于在金属材料在坩埚11内熔化时金属材料挂在炉内的壁面不落下并保持该状态滞留而形成盖那样的状态。设定为在材料高度的位移在挂料异常判定值(例如5mm)的范围内超过挂料异常监视时间(例如60秒)且持续存在的情况下,判定为处于挂料状态。
73.信息输入部84及显示部85能够使用具备上述功能的公知的装置。例如,可以是按钮式的输入装置与显示器,也可以是兼具两者功能的触摸面板式显示器。
74.接下来,基于图5的流程图,对控制装置81的装置控制部82执行的材料供给控制处理进行说明。此外,在开始该控制处理时,金属材料供给装置30位于后退位置,向料斗51已经供给了金属材料。
75.如图5所示,在步骤s101中,驱动移动用驱动装置34使金属材料供给装置30从后退位置向前方移动,停止在材料供给位置。在材料供给位置,微波水平仪71所具有的空心天线74的波导开口77配置在坩埚11的中心轴线上。另外,材料排出口57在比空心天线74靠后方配置于坩埚11的开口部11a的上方。此时,一并驱动空气压缩机78向微波水平仪71的波导管73导入吹扫空气,成为从波导开口77朝向下方排出吹扫空气的状态。
76.在接下来的步骤s102中,进行金属材料的供给开始处理。在供给开始处理中,驱动排出口开闭机构58中的臂转动轴65的转动驱动源66,使支承臂62转动而使开闭板61配置于打开位置,将材料排出口57敞开。若开闭板61伴随着支承臂62的转动而欲向前方转动,则其转动被卡止杆69卡止,从而能够防止与空心天线74的碰撞。一并驱动励振装置55,使振动槽54振动而使金属材料向前方输送。由此,金属材料从材料排出口57落下,开始向坩埚11内供给。
77.在接下来的步骤s103中,基于堆积在坩埚11内的金属材料的材料高度的检测结果,判定材料高度是否超过了上限值。在未超过上限值的情况下,判定为否定,进入步骤s104。
78.在步骤s104中,基于金属材料的材料高度的检测结果,判定是否产生了挂料异常。在该情况下,在材料高度的位移在挂料异常判定值的范围内超过挂料异常监视时间且持续存在时,判断为处于挂料状态。在判断为未产生挂料异常的情况下,判定为否定,进入接下来的步骤s105。
79.在步骤s105中,基于与材料排出口57的近前部分的距离测量结果,判定金属材料是否全部被供给至坩埚11且振动槽54变空。当在材料排出口57的近前部分存在金属材料的情况下,由于金属材料的供给尚未完成,所以判定为否定,返回之前的步骤s103。另一方面,在判断为没有来自振动槽54的金属材料且振动槽54变空的情况下,判定为肯定,进入步骤s106。
80.在步骤s106中,进行金属材料的供给停止处理。在金属材料的供给停止处理中,驱动排出口开闭机构58的转动驱动源66使支承臂62向反向转动,而使开闭板61配置于关闭位置,来关闭材料排出口57。若开闭板61伴随着支承臂62的转动而欲向前方转动,则其转动被卡止杆69卡止,从而能够防止与空心天线74的碰撞。之后,维持开闭板61对材料排出口57的关闭状态。一并使励振装置55的驱动停止,而使材料输送动作停止。在使材料输送动作停止且关闭了材料排出口57之后,驱动移动用驱动装置34使金属材料供给装置30从材料供给位
置向后退位置移动。之后,结束本处理。
81.通过以上的处理,在材料高度未超过上限值且振动槽54非空而残留有金属材料的期间,维持开闭板61位于打开位置的状态,并且继续进行励振装置55的驱动,而继续向坩埚11供给金属材料。然后,若金属材料全部被供给至坩埚11且振动槽54变空,则结束本处理。
82.另一方面,在之前的步骤s103中,在材料高度超过上限值的情况下,判定为肯定,进入步骤s107。在步骤s107中,进行金属材料的供给暂时停止处理。在供给暂时停止处理中,执行与上述步骤s106中的供给停止处理相同的处理。
83.接着,进入步骤s108,基于堆积在坩埚11内的金属材料的材料高度的检测结果,判定材料高度是否超过了下限值。在未超过下限值的情况下,判定为否定,反复进行判定直至材料高度超过下限值。在此期间,使金属材料的供给被暂时停止的状态继续。另一方面,在超过了下限值的情况下,判定为肯定,进入接下来的步骤s109。
84.在步骤s109中,进行金属材料的供给恢复处理。在供给恢复处理中,执行与步骤s102的供给开始处理相同的处理。由此,金属材料从材料排出口57落下,恢复向坩埚11内的供给。之后,进入判定是否产生了挂料异常的上述步骤s104。之后的处理如上所述。
85.另外,在之前的步骤s104中,在判断为产生了挂料异常的情况下,判定为肯定,进入步骤s110。在步骤s110中,进行金属材料的供给暂时停止处理。在供给暂时停止处理中,执行与上述步骤s106中的供给停止处理相同的处理。
86.在接下来的步骤s111中,判定是否消除了挂料异常。用于消除挂料异常的作业由作业人员进行,因此完成了异常消除作业的作业人员使用信息输入部84及显示部85实施异常完成操作。在未进行该异常完成操作的情况下,由于尚未进行异常消除作业,所以判定为否定,反复进行判定直至进行异常完成操作。在此期间,使金属材料的供给被暂时停止的状态继续。然后,在由作业人员进行了异常完成操作的情况下,判定为肯定,返回之前的步骤s105。之后的处理如上所述。
87.如以上详述的那样,根据本实施方式的金属材料供给装置30,能够起到以下的作用效果。
88.(1)在作业人员通过目视确认被供给至坩埚11的金属材料的堆积的状况的情况下,由于作业人员也不得不从事除材料投入以外的其他作业,所以恢复材料供给的时机常常延迟。在该情况下,金属材料向坩埚11的供给作业的效率恶化,相应地,由感应线圈12进行的加热所需的电量也增加,成为成本增加的重要因素。关于这一点,在本实施方式的金属材料供给装置30中,被供给至坩埚11的金属材料的材料高度由微波水平仪71检测,在其检测值超过上限值的情况下,材料供给动作被暂时停止,在超过了下限值的情况下,材料供给动作被自动地恢复。由此,能够将金属材料及时且高效地向坩埚11供给,从而能够降低成本。
89.(2)利用微波水平仪71检测已堆积在坩埚11内的金属材料的上端部的高度,由此能够检测堆积的状况。使用作为距离传感器的微波水平仪71,由此能够容易检测堆积的状况。另外,只要是微波水平仪71,则也能够后安装于现有的金属材料供给装置,因此也能够抑制金属材料供给装置30的成本增加。
90.(3)对材料高度的位移进行监视,由此能够检测挂料异常的产生。在检测到挂料异常的情况下,使金属材料的供给暂时停止,由此能够防止看漏挂料异常的产生,导致金属熔
化炉10的坩埚11内的温度异常地上升,从而产生各种不良情况。
91.(4)微波水平仪71的水平仪主体72设置于比材料排出口57靠后侧且设置于振动槽54的上方。不仅水平仪主体72与金属熔化炉10被隔离,在两者之间还夹设有振动槽54,从而从金属熔化炉10发出的辐射热被振动槽54遮挡。由此,能够保护水平仪主体72免受辐射热的影响。此外,由于水平仪主体72收容于由耐热性材料构成的箱体76,所以进行更进一步地保护,以免受辐射热影响。
92.(5)在金属材料供给装置30被配置于材料供给位置,且微波水平仪71被配置于坩埚11的开口部11a的上方时,向微波水平仪71的波导管73导入吹扫空气,从波导开口77朝向下方排出吹扫空气。由此,能够抑制从坩埚11的开口部11a上升的烟尘、粉尘进入波导开口77,并堆积在空心天线74内部对微波的发送、反射波的导入带来负面影响。
93.(6)在材料排出口57附近设置有排出口开闭机构58,通过开闭板61对材料排出口57进行开闭。由此,在由于金属材料的材料高度超过了上限值而暂时停止了材料供给的情况下,若通过开闭板61关闭材料排出口57,则能够防止金属材料意外落下而进行材料供给。另外,在比开闭板61靠后方配置有微波水平仪71的水平仪主体72,因此从金属熔化炉10发出的辐射热被开闭板61遮挡。由此,开闭板61还具有保护水平仪主体72免受辐射热影响的功能。
94.(7)在排出口开闭机构58中,开闭板61被吊挂轴部63吊挂支承为能够转动,并且在开闭板61的前方设置有卡止杆69。在开闭板61通过两支承臂62的转动而在关闭位置与打开位置之间移动的情况下,若开闭板61欲向前方转动,则其转动被卡止杆69卡止,从而能够防止与空心天线74碰撞而破损空心天线74。
95.此外,本发明不限于上述实施方式的金属材料供给装置30,例如也可以采用以下那样的结构。
96.(a)在上述实施方式中,使用了微波水平仪71作为材料检测部。取而代之,也可以使用利用了毫米波等电波的水平仪。另外,堆积在坩埚11内的金属材料的状况检测也可以通过检测材料高度以外的方法来进行。例如,能够考虑利用图像捕捉金属材料堆积的样子,由此检测金属材料的状况等。
97.(b)在上述实施方式中,以设置于装置基部32的后车轮43为驱动轮来使金属材料供给装置30移动。取而代之,作为金属材料供给装置30的移动机构,例如能够构成为使将装置基部32与液压缸的杆连结并使该杆出没的结构等使带车轮的台车移动的结构任意地组合于公知的构造。
98.(c)在上述实施方式中,在臂转动机构64中,将使支承臂62转动的转动驱动源66设为缸。作为转动驱动源66,例如也可以使用电动马达等。
99.(d)在上述实施方式中,材料送出部52具备振动槽54,利用励振装置55使振动槽54振动,由此将金属材料向材料排出口57输送。材料送出的机构也可以使用传送带。另外,在使用振动槽54的情况和使用传送带的情况下,也可以不如上述实施方式那样使输送面倾斜,而使输送面形成水平。
100.(e)在上述实施方式中,作为装置控制部82,也可以使用plc(programmable logic controller:可编程逻辑控制器)。
101.(f)在上述实施方式中,在与装置控制部82分开设置的存储部83存储有各种信息,
但例如在如上述plc那样使用了具有内部存储器的微型计算机作为装置控制部82的情况下,也可以省略存储部83。另外,也可以不将从微波水平仪71逐次输入的材料高度值每次都存储于存储部83。
102.(g)在上述实施方式中,压缩空气首先被导入波导管73,之后通过波导管73被供给至空心天线74的内部。取而代之,也可以向空心天线74直接供给压缩空气。在该情况下,由空气压缩机78及空气供给配管构成气体供给部。
103.虽然根据实施方式叙述了本发明,但应当理解为本发明不限定于该实施方式、构造。本发明也包括各种变形例、等同范围内的变形。此外,各种组合、形态,甚至在它们中仅包括一个要素、包括一个以上或一个以下的要素的其他组合、形态也属于本发明的范畴、思想范围。
104.附图标记说明
105.10
…
金属熔化炉;11
…
坩埚;30
…
金属材料供给装置;54
…
振动槽(材料输送部);57
…
材料排出口;61
…
开闭板;62
…
支承臂;63
…
吊挂轴部;64
…
臂转动机构;68
…
卡止杆(卡止部);71
…
微波水平仪(材料检测部);72
…
水平仪主体(检测主体);73
…
波导管(气体供给部);74
…
空心天线;77
…
波导开口(开口);78
…
空气压缩机(气体供给部);82
…
装置控制部(材料输送控制部)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。