1.本发明涉及一种按照控制程序对具备多个致动器的自动制造机械的动作进行控制的技术。
背景技术:
2.为了提高工厂等制造现场的生产率,利用自动制造机械的制造工序的自动化是不可或缺的。在此,在制造工序中,根据要加工或制造的对象物、加工的内容(例如切削加工、弯曲加工)等而存在各种工序。因此,根据要进行自动化的制造工序,开发出了各种类型的自动制造机械(例如专利文献1、专利文献2)。
3.另外,即使在相同的制造工序中,具体的内容在每个制造现场是不同的。因此,难以沿用在其它的制造现场所导入的自动制造机械,一般必须针对每个制造现场开发专用的自动制造机械。而且,当开发专用的自动制造机械时,也需要新开发用于控制该自动制造机械的控制程序。
4.然而,为了开发控制程序而需要大量的劳力。此外,为了提高制造现场的生产率,需要使自动制造机械进行复杂的动作、或组合多种自动制造机械而形成制造系统等,伴随于此,开发控制程序所需要的劳力进一步增加。因此,本技术的发明人开发出能够通过将自动制造机械的动作描述于特殊的动作图从而根据动作图自动生成控制程序的技术,并已完成申请(日本特愿2020-011386、日本特愿2020-075017)。此外,由于该特殊的动作图是本技术的发明人所开发出的动作图,是以往所不存在的,因此下面将该动作图称为“yogo图”。
5.该动作图(yogo图)具有若理解自动制造机械的动作则能够容易地制作的优点。因此,在搭载于自动制造机械的致动器的数量变多的情况下,也能够在短时间制作自动制造机械的yogo图。并且,在组合多种自动制造机械来形成制造系统的情况下,也能够在短时间制作这些自动制造机械的yogo图。而且,若事先制作出yogo图,则能够容易地生成控制程序。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2011-245602号公报
9.专利文献2:日本特开2018-192570号公报
技术实现要素:
10.发明要解决的问题
11.但是,在上述申请的技术中,存在如下问题:虽然能够容易地制作控制程序,但未必能够容易地执行制作出的控制程序。其理由是,当成为控制对象的致动器的数量变多时,为了控制这些致动器所需要的处理能力增加,因此若未准备具有高处理能力的控制装置,则无法以需要的速度执行控制程序。另外,在使用多种自动制造机械形成制造系统的情况下也同样,应控制的致动器的数量变多,因此若未准备具有高处理能力的控制装置,则无法
以需要的速度执行控制程序。
12.本发明是为了解决以往的技术所存在的上述问题而完成的,其目的在于提供一种能够容易地执行根据动作图(yogo图)生成的控制程序的技术。
13.用于解决问题的方案
14.为了解决上述问题,本发明的动作控制装置采用了下面的结构。即,
15.一种动作控制装置(120),其应用于搭载有多个致动器的自动制造机械(10、20、30),通过按照预先存储的控制程序使多个所述致动器进行动作,来控制所述自动制造机械的动作,所述动作控制装置的特征在于,具备:
16.控制程序存储部(121),其存储有动作描述数据来作为所述控制程序,在所述动作描述数据中,将从所述自动制造机械开始动作起至结束动作为止的动作期间分割为多个部分期间,并对各个所述部分期间分配进行动作的所述致动器和所述致动器的动作内容,由此描述有所述自动制造机械的动作;
17.控制对象期间选择部(123),其从多个所述部分期间中选择一个所述部分期间来作为控制对象期间;
18.控制内容提取部(124),其从所述控制程序中提取控制对象致动器和控制对象动作内容,所述控制对象致动器是成为所述控制对象期间的控制对象的所述致动器,所述控制对象动作内容是所述控制对象致动器的动作内容;以及
19.控制执行部(127),其对所述控制对象致动器的动作进行反馈控制,以使所述控制对象致动器以所述控制对象动作内容进行动作,
20.其中,当针对所述控制对象致动器的所述反馈控制结束时,所述控制对象期间选择部选择当前的所述控制对象期间的下一个所述部分期间来作为新的所述控制对象期间。
21.另外,与上述的动作控制装置对应的本发明的动作控制方法采用了下面的结构。即,
22.一种动作控制方法,应用于对搭载有多个致动器的自动制造机械(10、20、30)的动作进行控制的动作控制装置(120),通过按照预先存储的控制程序使多个所述致动器进行动作,来控制所述自动制造机械的动作,所述动作控制方法的特征在于,包括以下工序:
23.读取工序(步骤50),读取所述控制程序,在所述控制程序中,将从所述自动制造机械开始动作起至结束动作为止的动作期间分割为多个部分期间,并对各个所述部分期间分配进行动作的所述致动器和所述致动器的动作内容,由此描述有所述自动制造机械的动作;
24.选择工序(步骤51、步骤63),从多个所述部分期间中选择一个所述部分期间来作为控制对象期间;
25.提取工序(步骤52~步骤55),从所述控制程序中提取控制对象致动器和控制对象动作内容,所述控制对象致动器是成为所述控制对象期间的控制对象的所述致动器,所述控制对象动作内容是所述控制对象致动器的动作内容;以及
26.反馈控制工序(步骤59),对所述控制对象致动器的动作进行反馈控制,以使所述控制对象致动器以所述控制对象动作内容进行动作,
27.其中,在选择所述控制对象期间的工序中,当针对所述控制对象致动器的所述反馈控制结束时,选择当前的所述控制对象期间的下一个所述部分期间来作为新的所述控制
对象期间。
28.在所涉及的本发明的动作控制装置和动作控制方法中,在控制中使用如下的控制程序。首先,使用通过将自动制造机械的动作期间分割为多个部分期间,并对各个部分期间分配进行动作的致动器和致动器的动作内容,由此描述有自动制造机械的动作的控制程序。在控制自动制造机械的动作时,按顺序逐个地选择作为控制对象的部分期间,从控制程序中提取分配于该部分期间的致动器和致动器的动作内容。然后,对致动器的动作进行反馈控制以使所提取出的致动器以所提取出的动作内容进行动作。如此,即使在对搭载有大量的致动器的自动制造机械的动作进行控制的情况下,也能够抑制同时控制的致动器的数量。其结果是,无需准备具有高处理能力的动作控制装置,因此能够容易地执行控制程序。
29.另外,在上述的本发明的动作控制装置中,也可以事先存储有对于任一个部分期间均分配了规定的容许分配数以下的致动器的控制程序。
30.如此,由于能够将同时控制的致动器的数量抑制在规定的容许分配数以下,因此即使不使用具有高处理能力的动作控制装置,也能够执行控制程序。
31.另外,在上述的本发明的动作控制装置中,也可以事先存储有描述有致动器的动作目标值和用于生成直到达到动作目标值为止的过程的动作(即经过动作)的信息来作为分配于部分期间的致动器的动作内容的控制程序。而且,当选择控制对象期间时,通过提取分配于该控制对象期间的动作目标值和用于生成经过动作的信息来作为控制对象动作内容,从而生成关于控制对象致动器的经过动作。而且,也可以对控制对象致动器的动作进行反馈控制,以使控制对象致动器按照该经过动作达到动作目标值。
32.如此,由于能够进行控制以使致动器经由期望方式的经过动作而达到期望的动作目标值,因此能够更适当地控制自动制造机械。
33.另外,在上述的本发明的动作控制装置中,也可以通过如下的方法来对控制对象致动器的动作进行反馈控制。首先,事先计算直到控制对象致动器经由经过动作而达到动作目标值为止的每个规定的时间间隔的经过目标值。然后,可以以规定的时间间隔检测控制对象致动器的动作,并对控制对象致动器的动作进行反馈控制,以使检测值成为经过目标值。
34.如此,能够通过事先将规定的时间间隔设定为小的值,来精密地控制致动器的动作。
35.另外,上述的本发明的动作控制方法也能够理解为用于使用搭载于动作控制装置的计算机实现本发明的动作控制方法的程序。即,本发明的程序用于使用搭载于对搭载有多个致动器的自动制造机械(10、20、30)的动作进行控制的动作控制装置(120)的计算机实现动作控制方法,所述动作控制方法应用于所述动作控制装置,通过按照预先存储的控制程序使多个所述致动器进行动作,来控制所述自动制造机械的动作,所述程序的特征在于,使用计算机实现以下功能:
36.读取功能(步骤50),读取所述控制程序,在所述控制程序中,将从所述自动制造机械开始动作起至结束动作为止的动作期间分割为多个部分期间,并对各个所述部分期间分配进行动作的所述致动器和所述致动器的动作内容,由此描述有所述自动制造机械的动作;
37.选择功能(步骤51、步骤63),从多个所述部分期间中选择一个所述部分期间来作
为控制对象期间;
38.提取功能(步骤52~步骤55),从所述控制程序中提取控制对象致动器和控制对象动作内容,所述控制对象致动器是成为所述控制对象期间的控制对象的所述致动器,所述控制对象动作内容是所述控制对象致动器的动作内容;以及
39.反馈控制功能(步骤59),对所述控制对象致动器的动作进行反馈控制,以使所述控制对象致动器以所述控制对象动作内容进行动作,
40.并且,选择所述控制对象期间的功能是如下的功能:当针对所述控制对象致动器的所述反馈控制结束时,选择当前的所述控制对象期间的下一个所述部分期间来作为新的所述控制对象期间。
41.若使动作控制装置的计算机读取并执行这样的程序,即使未准备具有高胜利能力的动作控制装置,也能够以充分实用的速度执行控制程序。
附图说明
42.图1是例示由本实施例的动作控制装置120控制的制造系统1的说明图。
43.图2是示出制造系统1中使用的机械臂机器人20、30的大致结构的说明图。
44.图3是示出制造系统1使用的弯管机10的大致结构的说明图。
45.图4是示出搭载于弯管机10的多个致动器ac10~ac19经由驱动放大器da10~da19而与本实施例的动作控制装置120连接的情形的说明图。
46.图5是关于即使要控制的致动器的总数变多也能够避免控制程序的执行所需要的处理能力增大的基本原理的说明图。
47.图6是对关于能够避免控制程序的执行所需要的处理能力增大的基本原理进行补充说明的说明图。
48.图7是关于自动修正yogo图以使yogo图的分配于部分期间的基本动作的数量成为容许分配数以下的说明图。
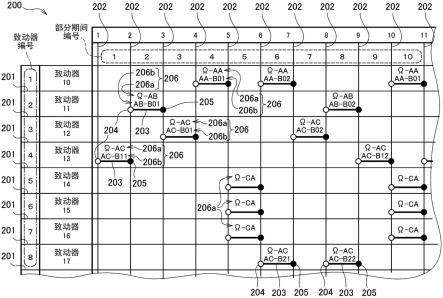
49.图8是例示本实施例的控制程序生成装置110读取的yogo图200的一部分的说明图。
50.图9是关于yogo图200中所记入的各种基本动作的动作描述206a的说明图。
51.图10是例示与“ω-aa”这一动作描述206a组合使用的数值表206b的说明图。
52.图11是例示与“ω-ab”这一动作描述206a组合使用的数值表206b的说明图。
53.图12是关于搭载于中央控制装置100的控制程序生成装置110的说明图。
54.图13是示出将致动器、动作描述206a以及程序组件编号相对应地进行存储的情形的说明图。
55.图14是控制程序生成装置110为了根据yogo图200生成控制程序而执行的控制程序生成处理的流程图。
56.图15是在控制程序生成处理中所执行的yogo图解析处理的流程图。
57.图16是例示通过yogo图解析处理生成的中间数据的说明图。
58.图17是例示通过变换中间数据所生成的控制程序的说明图。
59.图18是关于搭载于中央控制装置100的本实施例的动作控制装置120的说明图。
60.图19是本实施例的动作控制装置120按照控制程序控制自动制造机械的动作的动
作控制处理的前半部分的流程图。
61.图20是动作控制处理的后半部分的流程图。
62.图21是示出与各种程序组件编号p相对应地存储指令的情形的说明图。
63.图22是示出根据指令来生成经过目标值的数值列的情形的说明图。
64.图23是示出根据其它指令来生成经过目标值的数值列的情形的说明图。
65.图24是例示设定有用于视为基本动作已结束的条件的第一变形例的数值表206b的说明图。
66.图25是关于第二变形例的动作控制装置120的说明图。
具体实施方式
67.a.装置结构:
68.a-1.制造系统1的概要:
69.图1是例示通过对管状的素材a实施弯曲加工来制造规定形状的完成品b的制造系统1的说明图。图示的制造系统1具备抓取堆积于集中处的素材a并装载于弯管机10的机械臂机器人20、对装载的管状的素材a实施弯曲加工的弯管机10、以及抓取由弯管机10进行弯曲加工后的完成品b并堆积于集中处的机械臂机器人30。弯管机10、机械臂机器人20、30与中央控制装置100连接。
70.在中央控制装置100内置有控制程序生成装置110、动作控制装置120。控制程序生成装置110生成用于对弯管机10、机械臂机器人20、30的动作进行控制的控制程序并输出到动作控制装置120。动作控制装置120按照该控制程序来控制弯管机10、机械臂机器人20、30的动作。
71.此外,在本实施例中,机械臂机器人20、30、弯管机10与本发明中的“自动制造机械”对应,但自动制造机械并不限于机械臂机器人20、30、弯管机10。即,只要是能够搭载多个致动器并针对对象物自动执行把持、搬送、加工、加热等多个动作的制造机械,就与本发明中的“自动制造机械”对应。
72.a-2.机械臂机器人20、30的概要:
73.图2是示出制造系统1中所使用的机械臂机器人20和机械臂机器人30的大致结构的说明图。在图2中,也示出了搭载于机械臂机器人20及机械臂机器人30的多个致动器与动作控制装置120连接的情形。图2所示的机械臂机器人20和机械臂机器人30为在一般的六轴式机械臂机器人的前端连接有用于把持对象物的机构的结构。此外,由于本实施例的机械臂机器人20与机械臂机器人30为相同的结构,因此下面对机械臂机器人20进行说明,机械臂机器人30则由机械臂机器人20的说明替换。与该情形对应地,在图2中,针对机械臂机器人20赋予的标记以不带()的方式显示,而针对机械臂机器人30赋予的标记在与针对机械臂机器人20赋予的标记一并记载的状态下以带()的方式显示。
74.如图2所示,本实施例的机械臂机器人20(30)具备设置于地面的基台21(31)、安装于基台21(31)的主体部22(32)、安装于主体部22(32)的第一臂部23(33)、安装于第一臂部23(33)的第二臂部24(34)、安装于第二臂部24(34)的第三臂部25(35)、安装于第三臂部25(35)的第四臂部26(36)、以及安装于第四臂部26(36)的掌部27(37)。并且,在掌部27(37),以彼此相向的方式竖立设置有两个把持部28(38)。主体部22(32)安装为能够相对于基台21
(31)旋动,第一臂部23(33)安装为能够相对于主体部22(32)转动。此外,“旋动”表示使一个构件相对于另一个构件以扭转的方式进行旋转的动作,“转动”表示使一个构件相对于另一个构件以弯折的方式进行旋转的动作。另外,第二臂部24(34)安装为能够相对于第一臂部23(33)转动,第三臂部25(35)安装为能够相对于第二臂部24(34)旋动,第四臂部26(36)安装为能够相对于第三臂部25(35)转动。并且,掌部27(37)安装为能够相对于第四臂部26(36)旋动。
75.在基台21(31)内置有致动器ac21(ac31),当驱动致动器ac21(ac31)时,主体部22(32)相对于基台21(31)旋动。另外,在主体部22(32)与第一臂部23(33)的连接部分内置有致动器ac22(ac32),当驱动致动器ac22(ac32)时,第一臂部23(33)相对于主体部22(32)转动。并且,在第一臂部23(33)与第二臂部24(34)的连接部分内置有致动器ac23(ac3),当驱动致动器ac23(ac3)时,第二臂部24(34)相对于第一臂部23(33)转动。另外,在第二臂部24(34)内置有致动器ac24(ac34),当驱动致动器ac24(ac34)时,第三臂部25(35)相对于第二臂部24(34)旋动。
76.在第三臂部25(35)与第四臂部26(36)的连接部分内置有致动器ac25(ac35),当驱动致动器ac25(ac35)时,第四臂部26(36)相对于第三臂部25(35)转动。另外,在第四臂部26(36)内置有致动器ac26(ac36),当驱动致动器ac26(ac36)时,掌部27(37)相对于第四臂部26(36)旋动。并且,在掌部27(37)内置有致动器ac27(ac37),当驱动致动器ac27(ac37)时,自掌部27(37)竖立设置的两个把持部28(38)根据驱动方向而互相接近或远离。此外,在本实施例的机械臂机器人20(30)中,作为致动器ac21~ac27(ac31~ac37),采用了伺服马达。但是,不限于伺服马达,也可以为步进马达等以不同的方式动作的致动器。
77.在致动器ac21(ac31)连接有驱动致动器ac21(ac31)的驱动放大器da21(da31)。在此,“驱动放大器”是指具有如下功能的设备。为了驱动致动器,需要对致动器供给符合致动器的驱动方式及规格的电流。因而,即使在进行相同的动作的情况下,如果进行动作的致动器的种类及制造商等不同,则应向每个致动器分别供给的电流值及电流方式也可能不同。因此,一般针对致动器而准备有该致动器用的驱动放大器,当对驱动放大器输入驱动量时,驱动放大器生成符合致动器的驱动方式及规格的电流,从而驱动致动器。
78.关于致动器ac21(ac31)以外的致动器,也各自连接有驱动放大器。即,如图2所示,在致动器ac22(ac32)连接有驱动致动器ac22(ac32)的驱动放大器da22(da32),在致动器ac23~ac27(ac33~ac37)也连接有驱动致动器ac23~ac27(ac33~ac37)的驱动放大器da23~da27(da33~da37)。
79.另外,驱动放大器da21~da27(da31~da37)互相串联地连接,一端侧的驱动放大器(在图示的例子中为驱动放大器da27(da37))与中央控制装置100内的动作控制装置120连接。因此,除与动作控制装置120直接连接的一端侧的驱动放大器(在图示的例子中为驱动放大器da27(da37))以外的驱动放大器经由其它驱动放大器而与动作控制装置120连接。但是,并不限于这样的连接方式,例如也可以设为驱动放大器da23~da27(da33~da37)分别与动作控制装置120直接连接。
80.并且,动作控制装置120对驱动放大器da21~da27(da31~da37)的动作进行反馈控制,以使由致动器ac21~ac27(ac31~ac37)驱动的构件(例如主体部22(32)、第一臂部23(33)、第二臂部24(34)等)的位置成为目标位置,详细情况在后面记述。与该情形对应地,在
致动器ac21~ac27(ac31~ac37)内置有检测旋转位置的未图示的编码器,驱动放大器da21~da27(da31~da37)还具有将使用内置于致动器ac21~ac27的编码器检测出的旋转位置信息发送至动作控制装置120的功能。
81.a-3.弯管机10的概要:
82.图3是示出制造系统1中所使用的弯管机10的大致结构的说明图。如上所述,弯管机10具有通过对长尺寸的管状的素材a实施弯曲加工来制造规定形状的完成品b的功能。
83.如图3所示,本实施例的弯管机10大致具有横长的长方体形状,在长方体的顶面侧沿长边方向架设两条轨道11,在轨道11上的一端侧(在图3为左侧)搭载有把持未图示的管状的素材a并沿长边方向送出的送出单元12。另外,在与搭载有送出单元12的侧相反的一侧搭载有对管状的素材a实施弯曲加工的加工单元13。在送出单元12,突出设置有圆柱形状的把持轴12a,在把持轴12a的前端安装有把持未图示的素材a的夹头12b。因此,能够通过在由夹头12b把持素材a的状态下使送出单元12在轨道11上移动,从而将素材a供给至加工单元13,并由加工单元13对该素材a实施弯曲加工。
84.本实施例的弯管机10能够利用送出单元12的移动量来控制管状的素材a的送出量,因此能够自由地控制对素材a实施弯曲加工的位置。另外,也能够通过使安装有夹头12b的把持轴12a绕轴旋动(所谓的扭转动作),来将管状的素材a向期望的方向弯曲。为了实现此情况,在送出单元12的内部搭载有用于使夹头12b打开和关闭的致动器ac10、用于使把持轴12a旋动的致动器ac11、用于使把持轴12a沿轴向进退移动的致动器ac12、以及用于使送出单元12在轨道11上进退移动的致动器ac13等。在本实施例的弯管机10中,这些致动器ac10~ac13均使用通过交流电源而动作的伺服马达,但能够根据致动器所要求的性能而采用其它驱动方式的致动器(例如液压缸、螺线管、步进马达等)。此外,在送出单元12中,也搭载有用于检测把持轴12a的旋转位置或送出单元12的移动位置的编码器、限位开关等传感器类,但为了避免附图变得繁杂,在图3中省略了图示。
85.在加工单元13的内部搭载有用于将管状的素材a弯曲的致动器ac16、用于在将素材a弯曲时使对素材a施加力的位置移动的致动器ac17、用于使加工单元13整体在上下方向上移动的致动器ac18、以及用于针对管状的素材a形成称为凸缘的平坦的端面或形成称为凸起的环状的凸部的致动器ac19等。此外,在加工单元13也搭载有编码器、或触点开关等开关/传感器类,但为了避免附图变得繁杂,省略了关于它们的图示。另外,在加工单元13的内部搭载有用于驱动上述的各种致动器ac10~ac13、ac16~ac19的多个驱动放大器,但图3中也省略了驱动放大器的图示。
86.并且,如图3所示,在两条轨道11的下方的空间也搭载有各种机械部件,该空间为布线有用于从搭载于加工单元13内的多个驱动放大器(省略图示)向送出单元12内的各种致动器ac10~ac13供给驱动电流的电力线缆(省略图示)、用于将来自搭载于送出单元12的各种开关/传感器类的信号传递至加工单元13的信号线缆(省略图示)等的空间。当随着送出单元12在轨道11上进退移动的动作而这些电力线缆、信号线缆在空间内移动时,担心互相缠绕或卡在某物上。因此,为了避免此种情况的发生,在轨道11的下方的空间也搭载有致动器ac14、ac15,致动器ac14、ac15用于在电力线缆、信号线缆存在无用的余裕的情况下通过拉回线缆来消除无用的余裕,并在电力线缆或信号线缆被强力拉紧的情况下、通过将拉回的线缆送出来使线缆具有适度的余裕。在本实施例的弯管机10中,采用气缸作为致动器
ac14、ac15,这些气缸的动作也由动作控制装置120通过未图示的驱动放大器来控制。
87.图4是示出搭载于弯管机10的多个致动器ac10~ac19经由驱动放大器da10~da19而与动作控制装置120连接的情形的说明图。在致动器ac10连接有用于驱动致动器ac10的驱动放大器da10,在驱动器ac11连接有用于驱动致动器ac11的驱动放大器da11。同样地,在致动器ac12~ac19连接有用于驱动致动器ac12~ac19的驱动放大器da12~da19。另外,驱动放大器da10~da19互相串联地连接,一端侧的驱动放大器(在图示的例子中为驱动放大器da10)与中央控制装置100内的动作控制装置120连接。因此,除与动作控制装置120直接连接的一端侧的驱动放大器(在图示的例子中为驱动放大器da10)以外的驱动放大器经由其它驱动放大器而与动作控制装置120连接。但是,不限于这样的连接方式,例如也可以设为驱动放大器da10~da19分别与动作控制装置120直接连接。
88.如以上说明的那样,在中央控制装置100内的动作控制装置120连接有机械臂机器人20的da21~da27、弯管机10的da10~da19、机械臂机器人30的da31~da37(参照图2和图4)。而且,动作控制装置120经由这些驱动放大器da10~da19、da21~da27、da31~da37来控制致动器ac10~ac19、ac21~ac27、ac31~ac37的动作。
89.在此,为了控制致动器ac10~ac19、ac21~ac27、ac31~ac37的动作,需要制作在动作控制装置120上动作的控制程序。此种控制程序的制作与制作机械臂机器人20、30、弯管机10等硬件相比需要更多的劳力。特别是,在如本实施例的制造系统1那样大量存在应控制的致动器的情况下,制作控制程序所需要的劳力进一步增加。
90.但是,本技术的发明人开发出自动生成控制程序的技术并已完成专利申请。在完成专利申请的该技术中,将具备多个致动器的自动制造机械(在此为机械臂机器人20、30、弯管机10)的动作分解为多个致动器(在此为致动器ac10~ac19、ac21~ac27、ac31~ac37)的基本的动作,并将这些基本的动作记入于命名为“yogo图”的特殊的动作图上,由此描述自动制造机械的动作。如此,能够通过后述的机制,根据yogo图自动生成控制程序。因而,即使在如本实施例的制造系统1那样存在大量的应控制的致动器的情况下,也能够容易地制作控制程序。
91.然而,为了控制大量的致动器的动作,需要具有高处理能力的动作控制装置120。因此,在如本实施例的制造系统1那样存在大量的应控制的致动器的情况下,可能因动作控制装置120的处理能力的不足而发生无法以需要的速度执行控制程序的情况。如此,即使能够容易地制作控制程序,也很难说能够容易地控制制造系统1或自动制造机械。因此,设为本实施例的动作控制装置120利用下面说明的方法执行根据yogo图自动生成的控制程序。若利用此种方法执行,则能够抑制为了执行控制程序所需要的处理能力。因此,即使应控制的致动器的数量变多,也能够无需特别准备具有高处理能力的动作控制装置120而控制制造系统1或自动制造机械。下面,说明本实施例的动作控制装置120执行控制程序的方法,但从方便理解的角度出发,首先说明根据yogo图自动生成控制程序的原理,并根据该说明,说明本实施例的动作控制装置120能够抑制用于执行控制程序的处理能力的原理。之后,具体地说明实际的处理内容。
92.b.制作yogo图并控制自动制造机械动作的方法的概要:
93.b-1.根据yogo图自动生成控制程序的原理:
94.图5是关于基于命名为yogo图的特殊的动作图来自动生成自动制造机械(在此为
弯管机10、机械臂机器人20、30)的控制程序的原理的说明图。在图5的(a)中示出了实施各种改进之前的原始的yogo图。后述的本实施例的yogo图为对图5的(a)所示的原始的yogo图进行发展并改进而成的,但自动生成控制程序的原理与原始的yogo图相同。因此,为了容易理解,使用图5的(a)所示的原始的yogo图来说明根据yogo图自动生成控制程序的原理。
95.一般而言,在自动制造机械中搭载有多个致动器,自动制造机械通过这些致动器进行动作而进行动作。在yogo图中,通过组合搭载于自动制造机械的多个致动器的基本的动作,来描述自动制造机械的动作。在此,致动器的基本的动作是指向致动器所具有的自由度方向的动作(下面称为基本动作)。例如,若为如马达那样进行旋转的致动器,则旋转动作为基本动作,若为缸那样进退移动的致动器,则进退移动的动作为基本动作。另外,在如通过马达使滚珠丝杠旋转来使与滚珠丝杠啮合的构件进退移动那样的致动器的情况下,马达的旋转动作及构件进退移动的动作中的任一者为基本动作。如此,致动器的基本动作为致动器仅以所指定的动作量在致动器的自由度方向上进行动作的简单的动作。
96.另外,在yogo图中,将从自动制造机械开始动作起至结束动作为止的动作期间分割为多个部分期间,并将各个致动器的基本动作分配于从这些多个部分期间中针对每个基本动作选择出的任一个部分期间。在图5的(a)所示的例子中,在自动制造机械开始动作的最初的部分期间(部分期间1)分配有某个致动器的基本动作act1,在下一个部分期间(部分期间2)分配有(与该致动器相同的致动器或其它致动器的)基本动作act2、基本动作act3以及基本动作act4。在再下一个部分期间(部分期间3)分配有基本动作act5和基本动作act6,在再下一个部分期间(部分期间4)分配有基本动作act7,在更下一个部分期间(部分期间5)分配有基本动作act8和基本动作act9。
97.通过这样,能够描述多个致动器的一系列的动作。即,能够描述如下的一系列的动作:首先,开始某个致动器的基本动作act1,当该基本动作act1结束时,由对应的致动器开始基本动作act2、基本动作act3以及基本动作act4。当这些基本动作结束时,接着开始基本动作act5和基本动作act6。当这些基本动作结束时,接着开始基本动作act7,当基本动作act7结束时,开始基本动作act8和基本动作act9。如此能够描述如上那样的一系列的动作。如此地,在yogo图中,将自动制造机械的动作分解为搭载于该自动制造机械的多个致动器的基本动作,并将这些基本动作分配于任一个部分期间,由此描述自动制造机械的动作。
98.此外,由以上的说明可清楚得知,部分期间表示被分配的致动器进行动作的期间,而非表示时间的长度。例如,部分期间1的时间的长度为执行基本动作act1所需要的时间,部分期间2的时间的长度为执行基本动作act2、act3、act4所需要的时间中的较长一方的时间。因而,各个部分期间的时间的长度通常互不相同。
99.另外,分配于部分期间的致动器的基本动作是例如使马达旋转一定量、或使缸进退移动一定量等简单的动作。因而,能够预先制作用于使致动器进行基本动作的小程序(下面称为程序组件)。例如,能够预先制作用于使某个致动器进行基本动作act1的程序组件prog1。同样地,关于基本动作act2~act9,也能够预先制作用于进行这些基本动作的程序组件prog2~prog9。
100.因此,若将这些程序组件按照图5的(a)所示的原始的yogo图中所描述的那样进行连结,则能够自动生成用于使自动制造机械动作的控制程序。即,如图5的(b)所示,首先使程序组件prog1启动,当程序组件prog1结束时,使程序组件prog2~prog4启动。当这些程序
组件prog2~prog4结束时,使程序组件prog5和程序组件prog6启动,当这些程序组件prog5、prog6结束时,使程序组件prog7启动。然后,当程序组件prog7结束时,接着使程序组件prog8和程序组件prog9启动。如此地,预先制作使致动器进行基本动作的程序组件,并以使这些程序组件以yogo图中所描述的顺序逐个地启动的方式将多个程序组件进行组合。如此,能够根据yogo图自动生成用于使自动制造机械动作的控制程序。
101.b-2.能够抑制用于执行控制程序的处理能力的原理:
102.如上所述,yogo图是通过将致动器的基本动作分配于部分期间来进行描述的(参照图5的(a)),根据yogo图生成的控制程序是以分配有基本动作的部分期间的顺序执行与基本动作对应的程序组件的程序(参照图5的(b))。因此,在搭载于自动制造机械的致动器的数量多的情况下,只要控制基本动作被分配于当前正在执行的部分期间的致动器即可。因而,能够抑制同时控制的致动器的数量。
103.当然,可能发生yogo图中的分配于某个部分期间的基本动作的数量相对于其它部分期间大幅增加的情况。例如,在图6的(a)所示的例子中,对部分期间6分配了高达九个的基本动作act10~act18。当产生此种情况时,在分配有多个基本动作的部分期间(例如图6的(a)中的部分期间6),与其它部分期间相比,应控制动作的致动器的数量大幅增加。
104.但是,对于图6的(a)中的分配于部分期间6的基本动作act10~act18,未必需要同时执行它们。即,在yogo图所记载的内容中,这九个基本动作act10~act18需要在分配于部分期间5的基本动作结束后执行、以及需要在分配于部分期间7的基本动作开始前执行。因而,并非记载需要同时执行这九个基本动作act10~act18这样的内容。
105.根据该情形,能够将分配有这九个基本动作act10~act18的部分期间分割为多个部分期间。在图6的(b)所例示的yogo图中,将图6的(a)中的部分期间6分割为部分期间6和部分期间7这两个部分期间。而且,在图6的(b)中将图6的(a)中的分配于部分期间6的九个基本动作act10~act18适当地分开至部分期间6和部分期间7中的任一者。
106.若如此地使用yogo图,则能够预先使进行动作的致动器的数量分散在各个部分期间。而且,由于根据yogo图生成的控制程序在各个部分期间执行用于对致动器的动作进行控制的程序组件,因此能够抑制同时执行的程序组件的数量。此外,程序组件用于实现作为致动器的基本的动作的基本动作,因此为了执行各个程序组件所需要的处理能力可以是小的。根据这样的理由,在动作控制装置120不具有那么高的处理能力的情况下,也能够以充分实用的速度执行搭载有大量的致动器的自动制造机械的控制程序。
107.此外,在以上的说明中,以在yogo图的部分期间中存在所分配的基本动作的数量为大量的部分期间的情况下yogo图的制作者将该部分期间分割为多个部分期间的方式进行了说明。但是,也可以预先设定对一个部分期间所能够分配的基本动作的数量(容许分配数),在yogo图的制作者所制作的yogo图中存在分配有超过容许分配数的基本动作的部分期间的情况下,自动地对部分期间进行分割。
108.例如,在图7的(a)所示的例子中,容许分配数设定为“4”,分配于部分期间6的基本动作的数量超过了容许分配数。因此,将部分期间6分割为部分期间6-1和部分期间6-2这两个部分期间。而且,将分配于部分期间6的从开头到容许分配数为止的基本动作act10~act13分配于部分期间6-1,将这些以外的基本动作act14~act18分配于部分期间6-2。
109.在图7的(b)中示出了通过这样将部分期间6分割为部分期间6-1和部分期间6-2的
状态。如图7的(b)所示,虽然分配于部分期间6-1的基本动作控制在容许分配数以下,但分配于部分期间6-2的基本动作超过了容许分配数。因此,将部分期间6-2分割为两个部分期间(部分期间6-2和部分期间6-3)。因而,图7的(a)的部分期间6分割为三个部分期间。然后,将分配于部分期间6-2的从开头到容许分配数为止的基本动作act14~act17分配于分割后的部分期间6-2,将这些以外的基本动作act18分配于部分期间6-3。其结果是,如图7的(c)所示,能够针对分割部分期间6所得到的三个部分期间6-1~6-3中的任一个部分期间,使所分配的基本动作的数量均控制在容许分配数以下。
110.若使用以上那样的方法,则也能够通过计算机对人所制作的yogo图自动施加修正,来生成分配于部分期间的基本动作的数量控制在容许分配数以下的yogo图。其结果是,在动作控制装置120不具有那么高的处理能力的情况下,也能够迅速地执行根据yogo图生成的控制程序。
111.c.根据yogo图自动生成控制程序的方法:
112.下面,说明根据yogo图自动生成控制程序的详细方法,作为该说明的准备,事先具体地说明yogo图。下面说明的yogo图是对使用图5的(a)在前面记述了的原始的yogo图施加各种改进所得到的。
113.c-1.yogo图的概要:
114.图8是用于说明本实施例的yogo图200的概要的说明图。图8所示的yogo图200为描述图3所示的弯管机10的动作的图,但也能够对图2所示的机械臂机器人20、机械臂机器人30制作同样的图。此外,若为了显示yogo图200的整体而缩小尺寸,则导致破坏显示而无法辨认,因此在图8中显示了yogo图200的一部分(左上角部分)。如图8所示,yogo图200是多条横线与多条竖线交叉而成的大的表格那样的形状。下面,将相交叉的多条线中的横线称为“分隔线”201,将竖线称为“触发线”202。
115.对触发线202赋予了从1号开始的连续编号。在图8所示的例子中,在yogo图200的上端的栏内记载有其下方的触发线202的连续编号。另外,彼此相邻的触发线202之间的区域为使用图5在前面记述了的部分期间,对部分期间也赋予了从1号开始的连续编号(下面称为部分期间编号)。此外,在图8所例示的yogo图200中,触发线202纵向地引出,因而,夹在触发线202与触发线202之间的部分期间横向并排。但是,触发线202也可以横向地引出,在该情况下,多个部分期间纵向并排。
116.另外,本实施例的yogo图200被多个分隔线201分割为多个横长的区域,对这些横长的区域赋予了从1号开始的连续编号(下面称为致动器编号)。将搭载于弯管机10的致动器分配于多个横长的区域中的任一个区域。在图8所示的例子中,在致动器编号为1号的区域分配有致动器ac10(参照图3),在致动器编号为2号的区域分配有致动器ac11(参照图3),在致动器编号为3号的区域分配有致动器ac12(参照图3)。在本实施例的弯管机10中搭载有致动器ac10~ac19这10个致动器,因此像这样针对这些全部的致动器逐个地分配了横长的区域。
117.然后,将致动器ac10~ac19的基本动作记载于分配有该致动器ac10~ac19的横长的区域上的适当的位置。例如,若使致动器ac10在部分期间4进行基本动作,则在yogo图200上,在致动器编号为1号的横长的区域上,在以部分期间编号为4号所确定的方格状的坐标位置记载希望使致动器ac10进行的基本动作206。另外,若在部分期间4和部分期间8使致动
器ac10进行基本动作,则在致动器编号为1号的横长的区域上的部分期间编号为4号的方格状的坐标位置以及相同的横长的区域上的部分期间编号为8号的坐标位置记载希望使致动器ac10进行的基本动作206。像这样,如将致动器ac10的基本动作记载于yogo图200上致动器编号为1号的横长的区域上、将致动器ac11的基本动作记载于致动器编号为2号的横长的区域上那样地,将致动器ac10~ac19的基本动作记载于yogo图200上分配有该致动器ac10~ac19的横长的区域上。
118.因此,只要以目视观察与致动器ac10~ac19对应的横长的区域,就能够在视觉上容易地掌握各个致动器ac10~ac19在哪个部分期间动作,并能够容易地识别各致动器的动作次数。因此,例如即使在存在未返回到原来位置的致动器、或者存在忘记描述动作的致动器的情况下,也能够容易地识别该情况,因此能够防止yogo图200的记载错误。
119.另外,在本实施例的yogo图200中,如下面那样描述基本动作。作为一例,说明图8的yogo图200中最初进行动作的致动器ac13的基本动作206。由于进行动作的致动器为致动器ac13,因此对应的致动器编号为4号,并且由于是最初进行动作,因此对应的部分期间编号为1号。因而,yogo图200上记载基本动作的位置为致动器编号为4号且部分期间编号为1号的方格状的坐标位置。与部分期间编号为1号的坐标位置对应的方格是夹在左侧存在的1号的触发线202与右侧存在的2号的触发线202之间的方格,因此从1号的触发线202朝向2号的触发线202记入表示致动器的动作的动作线203。而且,在动作线203的左端(因而为1号的触发线202上)记入表示动作的开始的起点204,在动作线203的右端(因而为2号的触发线202上)记入表示动作的结束的终点205。在图8所示的例子中,动作线203用粗实线表示,起点204用空心的圆形记号表示,终点205用黑色的圆形记号表示。
120.并且,在动作线203的上方记入要使致动器进行的基本动作206。在此,在本实施例的yogo图200中,使用“动作描述”和“数值表”这两个要素记入基本动作206。在图8所示的例子中,在致动器编号为4号且部分期间编号为1号的动作线203的上方记入了“ω-ac”和“ac-b11”这两个标示,“ω-ac”这一标示为动作描述206a,“ac-b11”这一标示为数值表206b。关于动作描述206a和数值表206b的详细内容在后面记述,但大致而言,动作描述206a是描述基本动作206的定性的内容(例如前进、后退、旋转等)的标示。另外,数值表206b是设定有表示基本动作206的定量的内容(例如移动量、速度、扭矩等)的数值的表。
121.因而,在图8的yogo图200上致动器编号为4号且部分期间编号为1号的坐标位置所记入的“ω-ac”、“ac-b01”这些标示表示如下的内容、即使致动器编号为4号的致动器(在图8的例子中为致动器ac13)在部分期间编号为1号的定时按照“ω-ac”这一动作描述206a进行基本动作、并且在进行基本动作时使用的具体的数值使用“ac-b01”这一数值表206b中所设定的数值。
122.另外,如图8的yogo图200所示,针对致动器ac10记入了“ω-aa”这一动作描述206a,但针对致动器ac11记入了“ω-ab”这一动作描述206a,动作描述206a不同。其理由是,如使用图3在前面记述的那样,致动器ac10为用于使夹头12b打开和关闭的致动器,致动器ac11为用于使把持轴12a绕轴旋动(即,扭转动作)的致动器。即,由于致动器ac10的基本动作的动作描述206a为“开闭动作”、致动器ac11的基本动作的动作描述206a为“旋转动作”,因此对于致动器ac10和致动器ac11使用不同的动作描述206a。根据同样的理由,致动器ac11和致动器ac12也使用不同的动作描述206a。
b01”这一数值表206b。在此,“aa-b01”这一名称表示了与“ω-aa”这一动作描述206a组合使用的“b01”这一数值表206b。同样地,“aa-b02”这一名称表示了与“ω-aa”这一动作描述206a组合使用的“b02”这一数值表206b。
129.图10是例示了与“ω-aa”这一动作描述206a组合使用的数值表206b的说明图。在图10的(a)中示出了“aa-b01”这一数值表206b,在图10的(b)中示出了“aa-b02”这一数值表206b。此外,在图10中,例示了两个数值表206b,但是能够根据需要设定更多的数值表206b。在图10所例示的数值表206b中设定有“数值表编号”、“开闭速度”、“开闭负荷”这三个项目。其中的“数值表编号”为数值表206b的连续编号。例如,当将数值表编号指定为5号时,确定出图10的(a)的“aa-b01”这一数值表206b,当将数值表编号指定为6号时,确定出图10的(b)的“aa-b02”这一数值表206b。
130.另外,在图10所例示的数值表206b中设定了三个项目,用于与动作描述206a组合来描述基本动作206的是“开闭速度”和“开闭负荷”这两个项目。在此,设定了“开闭速度”和“开闭负荷”这两个项目的理由是该数值表206b要与表示开闭动作的“ω-aa”这一动作描述206a组合使用。即,如果只有“ω-aa”这一动作描述206a,则只知道进行开闭动作这一定性的内容,不知道进行开闭动作的速度、开闭时的负荷这样的定量的内容。因此,在数值表206b中设置“开闭速度”和“开闭负荷”这些项目,并事先设定它们的数值。此外,在数值表206b的“开闭速度”中设定正的数值表示进行关闭动作(参照图10的(a)),设定负的数值表示进行打开动作(参照图10的(b))。
131.另外,在使用图8在前面记述了的yogo图200中,针对致动器编号为2号的致动器ac11使用“ω-ab”这一个动作描述206a,但在部分期间编号为2号的定时组合使用“ab-b01”这一数值表206b,在部分期间编号为8号的定时组合使用“ab-b02”这一数值表206b。“ab-b01”和“ab-b02”这样的名称分别表示了与“ω-ab”这一动作描述206a组合使用的“b01”和“b02”这些数值表206b。
132.图11是例示与“ω-ab”这一动作描述206a组合使用的数值表206b的说明图。在图11的(a)中示出了“ab-b01”这一数值表206b,在图11的(b)中示出了“ab-b02”这一数值表206b。此外,在图11中例示了两个数值表206b,但能够根据需要设定更多的数值表206b。在图11所例示的数值表206b中,除了“数值表编号”之外,还设定有“旋转角度”、“旋转速度”、“旋转扭矩”,全部为四个项目。其中的“旋转角度”、“旋转速度”、“旋转扭矩”的项目是用于与动作描述206a组合来描述基本动作的项目。另外,在图11的数值表206b中设定有“旋转角度”、“旋转速度”、“旋转扭矩”的项目的理由是该数值表206b要与表示旋转动作的“ω-ab”这一动作描述206a组合使用。即,如果只有“ω-ab”这一动作描述206a则只知道进行旋转动作,因此关于要旋转的角度、要旋转的速度、要旋转的扭矩,事先通过“旋转角度”、“旋转速度”、“旋转扭矩”的项目来在数值表206b中设定数值。此外,在数值表206b的“旋转角度”中存在设定正的数值的情况和设定负的数值的情况表示旋转方向是相反的。
133.并且,在图8的yogo图200中,针对致动器编号为3号的致动器ac12、致动器编号为4号的致动器ac13以及致动器编号为7号的致动器ac16,均使用了“ω-ac”这一动作描述206a。另一方面,关于数值表206b,致动器编号为3号的致动器ac12、致动器编号为4号的致动器ac13以及致动器编号为7号的致动器ac16使用了不同的数值表206b。即,针对致动器编号为3号的致动器ac12,组合使用“ac-b01”或“ac-b02”这样的数值表206b,针对致动器编号
为4号的致动器ac13,组合使用“ac-b11”或“ac-b12”这样的数值表206b,针对致动器编号为7号的致动器ac16,组合使用“ac-b21”或“ac-b22”这样的数值表206b。在此,“ac-b01”、“ac-b02”、“ac-b11”、“ac-b12”、“ac-b21”、“ac-b22”这样的名称分别表示了与“ω-ac”这一动作描述206a组合使用的“b01”、“b02”、“b11”、“b12”、“b21”、“b22”这些数值表206b。关于这些数值表206b,与使用图10或图11所说明的数值表206b同样地,也预先设定了设定有与动作描述206a相应的项目的数值表206b。
134.另外,针对致动器编号为8号的致动器ac17,使用了“ω-ad”这一动作描述206a,关于数值表206b使用了“ad-b01”或“ad-b02”这一数值表206b。关于这些数值表206b,也预先设定了设定有与动作描述206a相应的项目的数值表206b。
135.并且,在图8的yogo图200中,针对致动器编号为5号的致动器ac14和致动器编号为6号的致动器15,均使用了“ω-ca”这一动作描述206a。这对应于致动器ac14、ac15均为气缸且基本动作的内容为“进退动作”这一情况。另外,针对“ω-ca”这一动作描述206a,未组合数值表206b。其理由是,致动器ac14、ac15为气缸,该气缸通过在两个动作端口中切换要施加空气压力的动作端口来进行动作,因此不需要使用定量的数值来描述动作的内容。
136.如上面详细说明的那样,在本实施例的yogo图200中,通过在由部分期间编号与致动器编号的组合规定的坐标位置记入基本动作206,来确定进行基本动作的致动器和进行基本动作的定时。并且,设为原则上通过动作描述206a与数值表206b的组合来表现基本动作206。通过这样,能够在制作yogo图200时集中于记入动作描述206a,而数值表206b能够预先记入。在yogo图200中记入动作描述206a的作业实质上与直接地表现人所想的内容的作业相同,因此能够大幅地减少在yogo图200中记入错误的内容的可能性。
137.c-2.控制程序生成装置110的概要:
138.如果事先制作出上面所说明的yogo图200,则能够使用搭载于中央控制装置100的控制程序生成装置110(参照图1)来根据yogo图200自动生成控制程序。
139.图12是关于搭载于中央控制装置100的控制程序生成装置110的说明图。如图12所示,本实施例的控制程序生成装置110具备yogo图制作部111、基本动作存储部112、yogo图解析部113、控制程序生成部114等。此外,这些“部”是表示控制程序生成装置110为了制作yogo图200并生成控制程序所具备的多个功能的抽象概念。因而,并非表示控制程序生成装置110是通过将相当于这些“部”的部件进行组合而形成的。实际上,这些“部”也能够以由cpu执行的程序的方式来实现,也能够以将ic芯片及lsi等组合得到的电子电路的方式来实现,还能够以这些方式混合存在的方式等各种方式来实现。
140.yogo图制作部111与监视器画面100m、操作输入按钮100s等连接,具有关于自动制造机械(弯管机10、机械臂机器人20、30等)的知识的机械技术人员等通过一边观看监视器画面100m一边对操作输入按钮100s进行操作,来制作如图8所例示的yogo图200。若是具有关于自动制造机械的动作的知识的技术人员则能够简单地制作yogo图200。
141.另外,在本实施例中,在yogo图200中记入基本动作时,原则上使用动作描述206a和数值表206b来记入基本动作,根据致动器来决定能够使用的动作描述206a(参照图9)。因此,在基本动作存储部112中预先将致动器的名称与该致动器能够使用的动作描述206a相对应地存储。
142.图13是示出将致动器的名称与能够使用的动作描述206a相对应的情形的说明图。
这样的对应关系存储于基本动作存储部112。如图示的那样,在基本动作存储部112中,以与致动器对应的状态存储有该致动器能够使用的动作描述206a,并且,与各个动作描述206a相对应地存储有程序组件编号。如上所述,程序组件编号是指确定用于使用致动器来实现动作描述206a的动作的程序组件的编号。例如,在致动器ac17、致动器ac18中能够选择动作方式不同的两个动作描述206a,对各个动作描述206a存储有程序组件编号。另外,以与各个致动器相对应的状态还同时存储有致动器的结构、致动器的基本动作的内容。并且,图10、图11所例示的数值表206b也存储于基本动作存储部112。
143.上述的基本动作存储部112与yogo图制作部111连接。因此,机械技术人员能够在制作yogo图200时参照基本动作存储部112。而且,若是对弯管机10具有足够知识的机械技术人员,则了解使何种致动器如何动作,因此能够根据致动器而从能够使用的动作描述206a中选择适当的动作描述206a。另外,关于数值表206b,事先设定临时的数值表206b即可。即,如使用图10或图11在前面记述的那样,数值表206b的名称是将组合使用的动作描述206a的名称中的规定部分与连续编号组合而成的,因此预先决定数值表206b的名称并记入到yogo图200中,而且,以后能够对数值表206b的数值进行修正、或者对数值表206b进行变更。另外,当制作新名称的数值表206b时,对该数值表206b自动地赋予新的数值表编号(参照图10、图11)。
144.yogo图解析部113通过读取并解析由yogo图制作部111制作出的yogo图200来生成中间数据,之后将中间数据输出到控制程序生成部114。关于根据yogo图生成中间数据的处理,在后面详细地说明。此外,也可以代替由控制程序生成装置110内的yogo图制作部111制作yogo图200,而由与中央控制装置100分开设置的计算机50来事先制作出yogo图200,由yogo图解析部113读取并解析该yogo图。
145.控制程序生成部114当接收到中间数据时,通过参照基本动作存储部112中所存储的对应关系,来根据中间数据生成控制程序。关于根据中间数据生成控制程序的方法,在后面详细地说明。然后,将所得到的控制程序输出到后述的动作控制装置120。
146.图14是示出上述控制程序生成装置110执行的控制程序生成处理的概要的流程图。如图所示,在控制程序生成处理中,首先,读取yogo图(步骤1)。接着,解析所读取的yogo图并生成中间数据(步骤2)。
147.图15是控制程序生成装置110内的yogo图解析部113解析yogo图并生成中间数据的处理(yogo图解析处理)的流程图。如图所示,当开始yogo图解析处理时,首先,将部分期间编号n和致动器编号m初始化为“1”(步骤10)。接着,判断在yogo图上的坐标(n,m)的位置是否记入有基本动作(步骤11)。在此,yogo图上的坐标(n,m)表示在yogo图上由部分期间编号n与致动器编号m的组合确定的方格状的坐标位置。紧接着步骤10中将部分期间编号n和致动器编号m初始化之后,n和m均为“1”,因此判断在yogo图上的坐标(1,1)的位置是否记入有基本动作。
148.在图8所例示的yogo图的情况下,在坐标(1,1)处没有记入基本动作,因此在步骤11中判断为“否(no)”,并判断致动器编号m是否达到了最终值(步骤14)。在本实施例的弯管机10中搭载有10个致动器ac10~ac19,因此致动器编号m的最终值为10。因而,在确认出坐标(1,1)的基本动作的有无之后的步骤14的判断中,判断为“否”,因此使致动器编号m增加1(步骤15)。然后,使用增加后的致动器编号m,再次判断在坐标位置(n,m)是否记入有基本动
作(步骤11)。
149.像这样,在部分期间编号n维持为“1”的状态下,一边使致动器编号m每次增加1一边判断在坐标(1,m)处是否记入有基本动作。然后,当到达记入有基本动作的坐标(1,m)时,在步骤11中判断为“是(yes)”。
150.然后,在步骤11中判断为“是”的情况下,读取在该坐标处记入的基本动作的动作描述206a,并且,在还记入了基本动作的数值表206b的情况下,读取数值表206b(步骤12)。在图8所例示的yogo图200中,当到达坐标(1,4)时,在步骤11中判断为“是”,读取“ω-ac”这一动作描述206a和“ac-b11”这一数值表206b来作为基本动作。
151.接着,将包含读取了基本动作的坐标(n,m)、以及所读取的基本动作的动作描述206a及数值表206b的数据(下面称为中间数据(n,m,动作描述,数值表))存储到存储器中(步骤13)。如果是图8所例示的yogo图的坐标(1,4)的情况,则将(1,4,ω-ac,ac-b11)这一中间数据存储到存储器中。因而,该中间数据表示:在yogo图上,在部分期间编号为1号且致动器编号m为4号的位置记入有由“ω-ac”这一动作描述206a和“ac-b11”这一数值表206b规定的基本动作206。
152.通过这样,在将从yogo图200读取的中间数据存储到存储器中(步骤13)之后,判断致动器编号m是否达到了最终值(在此为10)(步骤14)。其结果是,在未达到最终值的情况下(步骤14:否),使致动器编号m增加1(步骤15),之后返回到步骤11,再次判断在yogo图200上的坐标(n,m)处是否记入有基本动作。
153.与此相对,在致动器编号m达到了最终值的情况下(步骤14:是),本次判断部分期间编号n是否达到了最终值(步骤16)。例如,在yogo图上,如果使用100个部分期间来描述弯管机10的动作,则部分期间编号n的最终值为100。
154.其结果是,在部分期间编号n未达到最终值的情况下(步骤16:否),使部分期间编号n增加1(步骤17),并且将致动器编号m初始化为“1”(步骤18),之后返回到步骤11,再次判断在yogo图200上的坐标(n,m)处是否记入有基本动作。即,在yogo图200上(参照图8),对部分期间编号n为1号的部分期间自上而下按顺序确认,确认到最下方后,本次对部分期间编号n为2号的部分期间自上而下按顺序确认,对2号的部分期间确认结束后是部分期间编号n为3号的部分期间,像这样从部分期间编号n较小的部分期间向较大的部分期间按顺序读取yogo图200中所记入的基本动作,并将中间数据存储到存储器中。
155.然后,重复进行这样的操作,当最终判断为部分期间编号n达到了最终值(步骤16:是)时,则读取了记入在yogo图200中的全部的基本动作。因此,读出存储器中已存储的中间数据并输出到控制程序生成部114(步骤19)。
156.在图16中例示了在解析图8所例示的yogo图200的情况下所得到的中间数据。如图所示,中间数据是将部分期间编号n、致动器编号m、动作描述206a以及数值表206b按该顺序排列所得的一组数据(下面称为“数据记录”)集合而成的。另外,各数据记录的部分期间编号n取1~部分期间编号n的最终值的任一值,致动器编号m取yogo图200所记载的致动器编号m中的任一值。另外,yogo图200上的全部的部分期间编号n必定记载于某一个数据记录,yogo图200所记载的全部的致动器编号m必定记载于某一个数据记录。当输出这样的中间数据时,则结束图16的yogo图解析处理,并返回到图15的控制程序生成处理。
157.在图15所示的控制程序生成处理中,基于如此得到的中间数据,来生成控制程序
(步骤3)。在图17中示出了根据图16所例示的中间数据生成的控制程序。如图所示,控制程序是将部分期间编号n、致动器编号m、程序组件编号p以及数值表编号t按该顺序排列所得的一组数据(即,数据记录)集合而成的。若将图16所示的中间数据的数据记录与图17所示的控制程序的数据记录进行比较则可清楚得知,控制程序的数据记录是将中间数据的数据记录中的动作描述206a置换为与该动作描述206a对应的程序组件编号p(参照图13)且将中间数据的数据记录中的数值表206b置换为与该数值表206b对应的数值表编号t所得到的(参照图10、图11)。
158.将中间数据中的动作描述206a和数值表206b分别置换为程序组件编号和数值表编号的操作是通过图12中的控制程序生成部114参照基本动作存储部112来执行的。即,在基本动作存储部112中,动作描述206a与程序组件编号相对应地进行存储(参照图13)。并且,在基本动作存储部112中,存储有图10、图11所例示的数值表206b,在各个数值表206b中设定有数值表编号。因此,控制程序生成部114通过参照基本动作存储部112所存储的图13的对应关系、图10及图11所例示的数值表206b,来将中间数据中的动作描述206a及数值表206b置换为程序组件编号及数值表编号。
159.如上面那样,根据中间数据生成控制程序(图15的步骤3)后,将所生成的控制程序输出至搭载于中央控制装置100的动作控制装置120(步骤4),结束图15的控制程序生成处理。然后,本实施例的动作控制装置120按照这样的控制程序,来控制自动制造机械(弯管机10、机械臂机器人20、30等)的动作。
160.d.动作控制装置120控制自动制造机械的动作的方法:
161.d-1.动作控制装置120的内部结构:
162.图18是关于本实施例的动作控制装置120的说明图。如图所示,动作控制装置120具备控制程序存储部121、启动探测部122、控制对象期间选择部123、控制内容提取部124、指令生成部125、指令存储部126、控制执行部127等。此外,这些“部”是表示动作控制装置120为了按照控制程序控制多个致动器的动作所具备的多个功能的抽象概念。因而,并非表示动作控制装置120是通过将相当于这些“部”的部件进行组合而形成的。实际上,这些“部”也能够以由cpu执行的程序的方式来实现,也能够以将ic芯片及lsi等组合得到的电子电路的方式来实现,还能够以这些方式混合存在的方式等各种方式来实现。
163.控制程序存储部121预先存储有由控制程序生成装置110生成的控制程序。另外,启动探测部122与设置于中央控制装置100的启动开关120a连接,当探测到启动开关120a被按下时,将被按下这一内容输出至控制对象期间选择部123。
164.控制对象期间选择部123当接收到启动开关120a被按下这一内容的信息时,选择yogo图中所记载的开头的部分期间来作为成为控制对象的部分期间(下面称为控制对象期间),并将该部分期间的部分期间编号输出至控制内容提取部124。
165.控制内容提取部124与控制程序存储部121连接,当接收到控制对象期间的部分期间编号时,从存储于控制程序存储部121的控制程序中提取具有控制对象期间的部分期间编号的数据记录。如上所述,在数据记录中存储有部分期间编号n,并且存储有致动器编号m、程序组件编号p、数值表编号t。致动器编号m表示成为控制对象的致动器。另外,程序组件编号p表示在对致动器的控制中使用的程序组件,数值表编号t表示设定有在对致动器的控制中使用的数值的数值表。而且,程序组件与数值表的组合表示具体的控制内容(即,要控
制的动作内容)。因而,从控制程序中提取具有控制对象期间的部分期间编号的数据记录是提取作为控制对象的致动器以及针对该致动器的控制内容。控制内容提取部124将如此提取出的致动器和控制内容输出至指令生成部125。另外,在提取出多个数据记录的情况下,将与各个数据记录对应的致动器及控制内容输出至指令生成部125。
166.指令生成部125当接收到在控制对象期间进行控制的致动器和致动器的控制内容时,生成与该内容相应的指令,并在致动器指定了的状态下将指令输出至控制执行部127。关于生成指令的方法,在指令存储部126中相对应地存储有程序组件编号p和指令,指令生成部125当接收到控制内容时,使用该控制内容中所包含的程序组件编号p来参照指令存储部126,从而生成指令,详细内容在后面说明。此外,在控制对象期间存在多个进行控制的致动器的情况下,对各个致动器生成指令并输出至控制执行部127。
167.控制执行部127与驱动放大器da10~da19、驱动放大器da21~da27、驱动放大器da31~da37连接。而且,驱动放大器da10~da19连接有弯管机10的致动器ac10~ac19,驱动放大器da21~da27连接有机械臂机器人20的致动器ac21~ac27,驱动放大器da31~da37连接有机械臂机器人30的致动器ac31~ac37。控制执行部127当在致动器指定了的状态下接收到指令时,通过驱动与所指定的致动器对应的驱动放大器,来执行反馈控制以使致动器进行与指令对应的基本动作。关于这一点也在后面详细说明。另外,在存在多个作为控制对象的致动器的情况下,针对各个致动器执行反馈控制。
168.其结果是,当探测到全部的致动器的基本动作完成时,控制执行部127将在控制对象期间的控制结束这一内容输出至控制对象期间选择部123。如此,控制对象期间选择部123将前一次作为控制对象期间选择出的部分期间的下一个部分期间选择作为新的控制对象期间,并将该新的控制对象期间的部分期间编号n输出至控制内容提取部124。对于新的控制对象期间,控制内容提取部124如上述那样提取控制内容,并将其结果输出至指令生成部125,指令生成部125接收该结果并生成指令,将该指令输出至控制执行部127。然后,控制执行部127按照该指令,开始在新的控制对象期间的致动器的控制。另外,即使在像这样执行控制的过程中,也能够通过按下设置于中央控制装置100的停止开关120b,来使控制执行部127停止控制。如上述那样,本实施例的动作控制装置120通过从开头的部分期间到最终的部分期间为止按顺序逐个地选择部分期间,来对搭载于自动制造机械的各致动器的动作进行控制。
169.d-2.动作控制装置120执行的动作控制处理:
170.图19是本实施例的动作控制装置120为了对搭载于自动制造机械的各致动器的动作进行控制而执行的动作控制处理的流程图。如图19所示,当开始动作控制处理时,首先,读取存储于控制程序存储部121的控制程序(步骤50)。接着,将部分期间编号n设定为“1”(步骤51),并从控制程序中提取具有所设定的部分期间编号n的数据记录(步骤52)。此外,在控制程序中存在多个所设定的部分期间编号n的数据记录的情况下,提取全部的数据记录。如果是在紧接着开始动作控制处理之后,则由于部分期间编号n设定为“1”,因此从图17所例示的控制程序中提取(1,4,4,19)这一数据记录。
171.接着,基于所提取出的数据记录中的致动器编号m,来确定成为控制对象的致动器(步骤53)。如果将在步骤52中读取的数据记录设为(1,4,4,19),数据记录中第二个记载的“4”为致动器编号m,则致动器编号m为“4”的致动器成为作为控制对象的致动器。另外,在步
骤52中读取了多个数据记录的情况下,基于各个数据记录中存储的致动器编号m来确定成为控制对象的各个致动器。
172.并且,读取所读取出的数据记录中的程序组件编号p,获取与该程序组件编号p对应的指令(步骤54)。在图18所示的动作控制装置120的指令存储部126中预先存储有程序组件编号p与指令的对应关系,通过参照该对应关系来获取指令。
173.图21是例示动作控制装置120的指令存储部126中所存储的程序组件编号p与指令的对应关系的说明图。例如,程序组件编号1号与“acmtr_oc_wt”这一指令名称相对应,该指令为用于使用ac伺服马达来进行开闭动作的指令。另外,程序组件编号3号与“acmtr_oc_wot”这一指令名称相对应,该指令也为用于使用ac伺服马达来进行开闭动作的指令。“acmtr_oc_wt”这一指令与“acmtr_oc_wot”这一指令的差异为是否指定了用于进行开闭动作的所需时间的差异。即,“acmtr_oc_wt”这一指令为用于以所需时间进行开闭动作的指令,相对于此,“acmtr_oc_wot”这一指令为用于不限定所需时间地进行开闭动作的指令。另外,程序组件编号2号与“arcyl_oc”这一指令名称相对应,该指令为用于使用气缸来进行开闭动作的指令。在图19所示的动作控制处理的步骤54中,通过参照如图21所示的对应关系来获取与程序组件编号p对应的指令。
174.另外,如图21所示,对指令设定与指令名称相应的自变量。例如,与程序组件编号1号对应的“acmtr_oc_wt”这一指令需要设定三个自变量,对第一自变量设定“0”和“1”中的某一个值。在此,“0”表示进行打开动作,“1”表示进行关闭动作。另外,对第二自变量设定进行开闭动作时的开闭量,对第三自变量设定进行开闭动作时的所需时间。反过来说,如果只是获取指令名称则无法生成指令,在生成指令时需要设定与指令相应的自变量。
175.因此,在图19的动作控制处理中,获取数据记录中所存储的数值表编号t,并读取与该数值表编号t对应的数值表206b(步骤55)。数值表206b也预先存储于动作控制装置120的指令存储部126。另外,如使用图10或图11在前面记述的那样,在数值表206b中预先设定有各种值。然后,通过将所读取的数值表206b中所设定的值设定给先前获取到的指令的自变量,从而生成指令(步骤56)。
176.此外,在指令中也存在不需要自变量的指令。例如,如图21所示,与程序组件编号2号对应的“arcyl_oc”这一指令不需要自变量。与该情形对应地,在数据记录中也存在未设定数值表编号t的数据记录。例如,在程序组件编号p设定为“2”的数据记录中未设定数值表编号t。在图19的步骤52中提取出的数据记录为这样的数据记录的情况下,不需要在步骤55中读取数值表206b、在步骤56中对指令设定自变量等操作。
177.接着,生成与所生成的指令对应的经过目标值的数值列(步骤57)。图22是例示生成与指令对应的经过目标值的数值列的情形的说明图。在图22所示的例子中,示出了在指令名称为“acmtr_fr_wot”的指令(即,使致动器以所指定的移动量进行进退动作但未规定移动所需要的所需时间的指令(参照图21))中指定有移动量dt的情况。由于未指定所需时间,因此图22的(a)所示的标准的驱动模式、即花费规定的加速时间tac使致动器从停止的状态加速至规定的标准速度ss并在之后以一定的标准速度ss移动(前进或后退)。然后,当移动量接近自变量所指定的移动量dt时,花费规定的减速时间tdc而从标准速度ss减速至速度0。此时的致动器的驱动时间为根据自变量所指定的移动量dt而决定的时间tt。
178.在图22的(b)中示出了在以图22的(a)所示的驱动模式驱动时致动器随着时间的
经过进行移动的情形。如图22的(b)所示,当从开始驱动致动器起经过时间tt时,致动器的移动量达到自变量所指定的移动量dt。因而,在接收到指令名称为“acmtr_fr_wot”且移动量dt指定了的指令(未指定所需时间)的情况下,只要如图22的(b)所示那样控制致动器的位置即可。
179.因此,以规定的时间间隔dt预先计算致动器的位置的变化。即,如计算在从开始驱动起经过了时间dt的时间点的移动量d1、计算在再经过时间dt的时间点的移动量d2、计算在再经过时间dt的时间点的移动量d3那样地,计算每个规定时间dt的致动器的位置。通过这样,能够得到如图22的(c)所示那样的数值列。该数值列为与指令对应的经过目标值的数值列,表示随时间的经过而使致动器移动到的目标的位置。
180.上述的经过目标的数值列是根据在图19的步骤56中所生成的指令生成的。例如,在图22中说明了在指令名称为“acmtr_fr_wot”的指令的情况下生成的数列值。但是,在指令名称为“acmtr_fr_wt”的指令(即,使致动器以所指定的移动量、所指定的所需时间进行进退动作的指令(参照图21))的情况下,生成图23所示的数值列。
181.例如,设为作为指令的自变量的所指定的所需时间为比图22中移动所需要的时间tt短的时间tc。此外,自变量所指定的移动量设为与图22相同的移动量dt。在该情况下,若以图22的(a)所示的标准速度ss移动,则移动所需要的所需时间不能控制在时间tc内。因此,如图23的(a)所示,使致动器加速至比标准速度ss大的移动速度sc。此时的加速度能够设为与图22的(a)所示的标准的驱动模式相同的加速度。之后,使致动器以一定的移动速度sc移动(前进或后退),然后,当移动量接近所指定的移动量dt时,使移动速度sc减速至速度0。此时的减速度也能够设为与图22的(a)的标准的驱动模式相同的减速度。
182.在图23的(b)中示出了在以图23的(a)所示的驱动模式驱动时致动器随时间的经过进行移动的情形。通过以规定的时间间隔dt计算这样的致动器的位置变化,能够求出如图23的(c)所示的经过目标值的数值列。此外,上述的移动量dt对应本发明中的“动作目标值”,经过目标值的数值列对应本发明中的“经过动作”。而且,经过目标值的数值列是基于移动量dt和指令生成的,该指令是根据yogo图200中所记载的动作描述206a而决定的。因而,在本实施例中,动作描述206a对应本发明中的“用于生成经过动作的信息”。
183.在图19的步骤57中,如以上那样生成与指令对应的经过目标值的数值列。此外,生成经过目标值的数值列的处理通过图18所示的动作控制装置120内的控制执行部127来执行。
184.接着,动作控制装置120内的控制执行部127检测作为控制对象的致动器的状态量(图20的步骤58)。致动器的状态量是根据使致动器进行的动作而决定的物理量,例如,在使致动器进行的动作为进退动作的情况下为移动量,在使致动器进行的动作为旋转动作的情况下为旋转量。并且,在使致动器进行的动作为开闭动作的情况下为开闭量。致动器的状态量也能够设为移动速度、旋转速度等。另外,如使用图2或图4在前面记述的那样,在致动器ac10~ac19、ac21~ac27、ac31~ac37中内置有编码器等传感器类,动作控制装置120的控制执行部127能够通过da10~da19、da21~da27、da31~da37获取传感器类的输出来检测致动器的状态量。
185.然后,对向致动器的驱动放大器da输出的驱动量进行反馈控制,以使检测出的致动器的状态量按照经过目标值的数值列变化(步骤59)。即,在开始驱动致动器之后,当经过
规定的时间dt时,读取数值列中的开头的经过目标值,并与致动器的状态量进行比较,变更向驱动放大器da输出的驱动量以使经过目标值与致动器的状态量的偏差变小。
186.之后,判断是否对数值列中包含的全部的经过目标值结束了反馈控制(步骤60)。如果只是读取数值列中的开头的经过目标值来进行了反馈控制,则尚未对全部的经过目标值结束反馈控制,因此在步骤60中判断为“否”,并返回到步骤58,检测经过规定的时间dt后的致动器的状态量。然后,读取数列值中的从开头起的第二个经过目标值并与致动器的状态量进行比较,变更向驱动放大器da输出的驱动量以使经过目标值与致动器的状态量的偏差变小(步骤59),之后判断是否对数值列中的全部的经过目标值结束了反馈控制(步骤60)。另外,在存在多个作为控制对象的致动器的情况下,对全部的致动器并行地实施上述的操作(步骤58~步骤60)。
187.在重复这样的操作的过程中对数列值中的最后的经过目标值结束了反馈控制(步骤59),之后,在步骤60中判断为“是”。接着,判断是否对全部的致动器结束了上述的反馈控制(步骤61),在残留尚未结束的致动器的情况下(步骤61:否),返回到步骤58,对控制尚未结束的致动器重复进行上述一系列的操作(步骤58~步骤60)。
188.其结果是,在判断为对全部的致动器结束了上述控制的情况下(步骤61:是),接着判断部分期间编号n是否达到最终值(步骤62)。在此,部分期间编号n是对yogo图200的部分期间赋予的连续编号,在yogo图200中存在100个部分期间的情况下,部分期间编号n的最终值为“100”。然后,在判断为部分期间编号未达到最终值的情况下(步骤62:否),在控制程序中残留尚未处理的数据记录,因此使部分期间编号n增加1(步骤63)。此后,返回到图19的步骤52,在从控制程序中提取出新的部分期间编号n的数据记录之后,重复进行接下来的上述一系列的操作(步骤53~步骤62)。在重复这样的操作的过程中,部分期间编号n最后达到最终值。于是,在步骤62中判断为“是”,结束图19和图20所示的动作控制处理。
189.如以上详细说明的那样,本实施例的动作控制装置120当读取以具有部分期间编号n的多个数据记录的形式所描述的控制程序时,提取相同的部分期间编号n的数据记录(参照图19的步骤52),并生成与所提取出的数据记录的内容相应的指令(参照步骤56)。然后,生成与指令相应的经过目标值的数列值(参照步骤57),并对致动器的动作进行反馈控制(参照图20的步骤58~步骤60)。其结果是,使控制程序的数据记录以解释器(interpreter)形式(即,针对相同的部分期间编号n的每个数据记录解释内容)来执行控制。因此,即使在自动制造机械搭载有大量的致动器的情况下、或控制多个自动制造机械的情况下,也能够抑制同时控制的致动器的数量。其结果是,即使未准备高处理能力的动作控制装置120,也能够以充分实用的速度执行控制程序。
190.另外,即使在产生进行动作的致动器的数量多的部分期间的情况下,也能够如使用图6或图7在前面记述的那样简单地修正yogo图200以使进行动作的致动器的数量少于一定数量。然后,在根据像这样修正后的yogo图200生成的控制程序中,部分期间编号n相同的数据记录的数量也少于一定数量,因此能够使同时控制的致动器的数量也为一定数量以下。其结果是,即使使用一般处理速度的动作控制装置120,也能够以充分实用的速度执行控制程序。
191.e.变形例:
192.在上述的本实施例的动作控制装置120中存在多个变形例。下面,对这些变形例进
行说明。此外,下面说明的变形例存在许多的与上述的本实施例共通的部分。因此,对于本实施例与变形例中所共通的结构,在变形例中标注相同的附图标记而省略说明,在变形例中,以与本实施例的不同点为中心进行说明。
193.e-1.第一变形例:
194.在上述的本实施例的动作控制装置120中,以如下方式进行了说明:从多个部分期间中选择一个部分期间来作为控制对象期间,当分配于控制对象期间的全部的致动器的基本动作206结束时(图20的步骤61:是),选择下一个部分期间来作为新的控制对象期间。但是,在制造系统1(或自动制造机械)的控制中,有时会要求尽可能地提高制造效率(每单位时间的制造数)。在这样的情况下,也可以事先设定用于视为致动器的基本动作206已结束的条件,当满足该条件时视为基本动作206已结束(图20的步骤61:是),并选择下一个部分期间来作为新的控制对象期间。
195.例如,在图8所例示的yogo图200中,在部分期间编号为2号的部分期间仅分配有致动器ac11的基本动作206,当致动器ac11的基本动作206结束时,开始分配于部分期间编号为3号的部分期间的致动器ac12的基本动作206。在此,致动器ac11的基本动作206的动作描述206a为“ω-ab”,数值表206b为“ab-b01”。“ω-ab”这一动作描述206a表示旋转动作(参照图9)。另外,在图11的(a)所示的例子中,在“ab-b01”这一数值表206b中,作为进行旋转动作的目标的旋转角度设定了“90”度。因而,当致动器ac11的旋转角度达到90度时,致动器ac11的基本动作206结束,并开始下一个致动器ac12的基本动作206。
196.相对于此,在图24所例示的第一变形例的数值表206b中,对图11的(a)的数值表206b追加了“下一动作允许位置”这一项目。该项目表示在相对于数值表206b的“旋转角度”这一项目中所设定的数值而靠前“下一动作允许位置”这一项目中所设定的数值的位置视为基本动作206已结束。在图24所示的例子中,在“旋转角度”这一项目中设定了“90”度,在“下一动作允许位置”这一项目中设定了
“‑
5”度,因此当致动器ac11的旋转角度达到85度(=90-5)时,视为致动器ac11的基本动作206已结束,从而能够开始下一个致动器ac12的基本动作206。
197.以上说明了在选择为控制对象期间的部分期间仅分配有一个致动器的基本动作206的情况。但是,也可能产生在选择为控制对象期间的部分期间分配有多个致动器的基本动作206的情况。例如,在图8所例示的yogo图200中,在部分期间编号为6号的部分期间分配有致动器ac10、致动器ac16以及致动器ac17的三个基本动作206。在这样的情况下,能够在这三个基本动作206的数值表206b中追加表示用于视为基本动作已结束的条件的项目(即,下一动作允许位置)。而且,对于全部的基本动作206,当基本动作206结束、或视为已结束时,开始分配于下一个部分期间(在此为部分期间编号为7号的部分期间)的基本动作206(在此为致动器ac12的基本动作206)。
198.如此,能够使分配于下一个部分期间的基本动作206的开始时期提前,因此能够缩短直到结束全部的部分期间所需要的时间。其结果是,能够提高制造系统1的制造效率。
199.e-2.第二变形例:
200.在上述的本实施例的动作控制装置120中,以动作控制装置120内的控制执行部127生成与指令对应的经过目标值的数值列并对致动器的驱动放大器输出驱动量的方式进行了说明。在此,用于驱动致动器的驱动放大器一般是在购入致动器时与致动器一同由致
动器的制造商供给的。但是,不仅驱动放大器,接收指令而生成与上述的经过目标值对应的数值列并输出至驱动放大器的控制器(有时称为动作控制器)有时也是由致动器的制造商供给的。并且,对于机械臂机器人20、30,有时也供给用于驱动所搭载的致动器的专用控制器。在供给此种控制器的情况下,也能够设为如下的动作控制装置120。
201.图25是关于第二变形例的动作控制装置120的说明图。图25所示的第二变形例的动作控制装置120相对于使用图18在前面记述的本实施例的动作控制装置120的不同点在于,代替控制执行部127而具备控制器mc10~mc19、控制器cn20、cn30。第二变形例的指令生成部125当生成指令时,将该指令输出至控制器mc10~mc19,控制器mc10~mc19经由驱动放大器da10~da19来控制致动器ac10~ac19的动作。另外,对于搭载于机械臂机器人20、30的致动器ac21~ac27、ac31~ac37,指令生成部125当生成指令时,将该指令输出到控制器cn20、cn30。于是,控制器cn20、cn30经由驱动放大器da21~da27、da31~da37来控制致动器ac21~ac27、ac31~ac37的动作。
202.另外,当对致动器ac10~ac19的控制结束时,指令生成部125经由控制器mc10~mc19探测到这一内容,当对致动器ac21~ac27、ac31~ac37的控制结束时,经由控制器cn20、cn30探测到这一内容。然后,指令生成部125当探测到对动作中的全部的致动器的控制结束时,将这一内容输出至控制对象期间选择部123,控制对象期间选择部123接收这一内容并选择新的控制对象期间。并且,在图25所示的第二变形例中,当停止开关120b被按下时,指令生成部125探测到这一情况,对控制器mc10~mc19、cn20、cn30输出用于中止控制的指令。
203.图25所示的第二变形例的动作控制装置120在上面的方面与使用图18在前面记述了的本实施例的动作控制装置120不同,其它方面与本实施例的动作控制装置120相同。在这样的第二变形例的动作控制装置120中,也能够获得与本实施例的动作控制装置120的效果同样的效果。
204.上面说明了本实施例和各种变形例的动作控制装置120,但是本发明并不限于上述的实施例和各种变形例,能够在不脱离其宗旨的范围内以各种方式实施。
205.附图标记说明
206.1:制造系统;10:弯管机;11:轨道;12:送出单元;12a:把持轴;12b:夹头;13:加工单元;15:致动器;20:机械臂机器人;21:基台;22:主体部;23:第一臂部;24:第二臂部;25:第三臂部;26:第四臂部;27:掌部;28:把持部;30:机械臂机器人;31:基台;32:主体部;33:第一臂部;34:第二臂部;35:第三臂部;36:第四臂部;37:掌部;38:把持部;50:计算机;100:中央控制装置;100m:监视器画面;100s:操作输入按钮;110:控制程序生成装置;112:基本动作存储部;114:控制程序生成部;120:动作控制装置;120a:启动开关;120b:停止开关;121:控制程序存储部;122:启动探测部;123:控制对象期间选择部;124:控制内容提取部;125:指令生成部;126:指令存储部;127:控制执行部;201:分隔线;202:触发线;203:动作线;204:起点;205:终点;206:基本动作;206a:动作描述;206b:数值表;ac10~ac19:致动器;ac21~ac27:致动器;ac31~ac37:致动器;cn20、cn30:控制器;da10~da19:驱动放大器;da21~da27:驱动放大器;da31~da37:驱动放大器;mc10~mc19:控制器。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。