1.本发明涉及飞机应急救生系统机械调试测量领域,尤其涉及飞机零件开锁行程测量装置及方法。
背景技术:
2.飞机在空中飞行时,飞行员处于座舱中,飞机座舱为一个相对密闭环境,在出现特殊情况需要飞行员跳伞时,依靠飞机座舱救生系统工作来将飞行员弹出座舱,实现飞行员离机。故在飞机调试过程中,座舱救生系统的检查不可或缺。
3.在飞机救生系统检查过程中,涉及相关成品、功能附件的安装与性能指标精准调试与测量,其中在测量飞机零件开锁行程时,行程测量工具起到的作用是不可替代的。测量工具的拆装、使用及测量效果直接影响座舱救生系统检查工作的效率及产品质量。
4.目前在飞机零件开锁行程检查中,测量技术条件中给出的行程指标,用现有方法主要依靠零件本身的机械结构,然后使用相关测量设备,结合零件运动特性和尺寸数据参数,进行公式计算,最后才可得出所需行程数据。虽然本方法也能很好的完成本项工作,但由于需将所测数据进行转换才可得到结果,工作时间长,工作量多。
技术实现要素:
5.鉴于以上原因,发明了飞机零件开锁行程测量装置及方法,该飞机零件开锁行程测量装置主要用于高效完成座舱救生系统零件开锁行程的精准测量与检查工作,其与系统机械结构相适应,安装、拆卸容易,刻度读取更方便、直观,在简化测量方法的前提下,降低操作难度,提高工作效率,保证测量数据的准确性。本发明中的装置可直接反映零件运动的实时距离,不仅可以提高测量效率,而且可以保障产品质量。
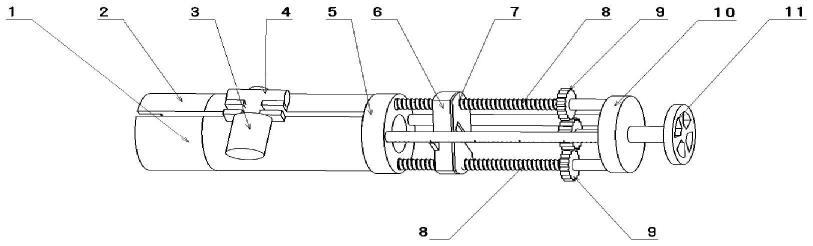
6.本发明的技术方案:一种飞机零件开锁行程测量装置,包括夹紧机构、固定底座机构和驱动机构;左固定架1和右固定架2均为半圆环状,二者通过转动销轴16连接组成夹紧机构,用于将飞机零件开锁行程测量工具夹持到零件外壳表面上,起到固定整体测量工具的作用,再通过快卸螺栓3和转动螺母4锁固;
7.固定底座机构包括下止动底座5、丝杠8、从动齿轮9、上止动底座10、刻度杆12和光杆13,起到连接移动组件和驱动机构的作用,并与左固定架1、右固定架2直接接触,保证了工作时的固定性;夹紧机构端部连接下止动底座5;下止动底座5和上止动底座10间安装有两丝杠8、刻度杆12和光杆13;移动托架6螺纹连接于两丝杠8上进行往复运动,进而带动零件实现开锁动作,且其上开有长条形开槽,可实现飞机零件无需拆装即可完成测量工具的安装,提升工作效率。每个丝杠8上均安装有从动齿轮9;移动托架6上设有刻度指针,与刻度杆12配合获取刻度。
8.驱动机构包括转动手柄11、转轴14和主齿轮15,三者依次连接;转轴14穿过上止动底座10的通孔,主齿轮15与各从动齿轮9啮合。
9.所述两丝杠8安装点分别位于两底座的一直径端点,丝杠8上下两端嵌套在下止动
底座5和上止动底座10的圆形开槽内,保证其不会发生偏心转动;刻度杆12和光杆13安装点分别位于两底座的另一直径端点,两直径相互垂直。
10.因移动托架6与零件直接接触并传递力矩,故在其接触表面粘贴毛毡垫7,保护零件表面,避免机械损伤。
11.所述快卸螺栓3为圆柱体,其头部设有一字槽口,并在侧圆柱面进行压纹处理,增加摩擦力,使操作者使用一字槽螺丝刀或手工完成紧固工作,快卸螺栓3和转动螺母4构成了快卸机构。
12.零件的行程通过刻度杆12上的刻度线与移动托架6上的刻度指针读取,如图3所示。
13.驱动机构工作原理为通过旋动转动手柄11,将旋转运动通过转轴14上的主齿轮15,配合从动齿轮9传递给丝杠8,而丝杠8与移动托架6间为螺纹连接,进而使得运动形式由绕轴转动转变为直线运动,移动托架6又与零件移动部分接触,实现零件开锁运动的模拟。
14.一种飞机零件开锁行程测量方法,包括步骤如下:
15.1)松动快卸螺栓3,转动左固定架1、右固定架2,打开零件开锁行程测量装置的夹持区域;先将右固定架2靠近所需安装的圆柱面,将其沿圆柱面转动,将左固定架1移动到所需位置;固定快卸螺栓3;
16.2)将带有移动托架6、毛毡垫7、丝杠8和转动手柄11的下止动底座5从一侧安装到飞机零件上,旋转转动手柄11调节移动托架6位置,使其处于零件的运动端下方,并与零件有一定间隙;
17.3)进行检查前预紧工作,先逆时针时针转动转动手柄11,使移动托架6缓慢接近零件的运动端,直至两者相接触时停止旋转转动手柄11;
18.4)进行零件开锁行程检查工作,先通过刻在刻度杆12上的刻度线与移动托架6上的刻度指针读取当前位置数据amm,然后再逆时针转动转动手柄11,移动托架6带动零件的运动端运动,直至开锁瞬间停止旋动转动手柄11,此时读取刻度数据bmm,此时,零件的开锁行程c=b-amm。
19.本发明的有益效果:
20.(1)本发明结构新颖,安装方便。将行程测量工具拆分成上下2个部分,即夹持固定部分和运动测量部分,每一个部分都可轻松安装到零件测量区域,降低安装难度,提高工作效率。又因其整体尺寸设计偏小,结构外形与所测零件结构相适应,所以它可以保证在测量过程中与周围运动机构的间隙,避免损伤周边结构,造成不必要的损失。
21.(2)本发明的刻度杆12上的刻度线配合移动托架6上的刻度指针结构可实现快速、直观的读数操作。因刻度采用印刻式方法绘制,使用激光机等设备在结构上雕刻出刻度线与基准值,刻度清晰,与刻度线背景颜色对比明显,更易读数。较传统印刷式刻度线相比,可有效防止长时间使用过程中磨损导致的标线模糊、缺少等现象。
22.(3)本发明采用快卸式装夹,减少安装、拆卸角度尺的时间,提升开锁行程检查工作的效率。夹紧机构由快卸螺栓3、转动螺母4配合左固定架1、右固定架2上相应的开槽结构组成,拧松快卸螺栓3即可拆下前轮角度尺。对比紧固螺钉的方式,可防止快卸螺栓3、转动螺母4反复拆装造成的丢失现象,减少工具返修次数,延长使用时间,并降低在飞机工作区域产生多余物的风险。
23.(4)该飞机零件开锁行程测量装置的移动托架6与飞机零件直接接触的上表面增加带有缓冲特性的毛毡垫7,可起到防护作用,加强对飞机零件的保护作用,防止在安装和使用过程中,测量工具的金属部分直接接触飞机零组件而产生刮蹭现象,造成表面质量缺陷,产生不必要的损失。
附图说明
24.图1为飞机零件开锁行程测量装置整体示意图;
25.图2为夹紧机构示意图;
26.图3为飞机零件开锁行程测量装置应用读数示意图。
27.其中:1-左固定架、2-右固定架、3-快卸螺栓、4-转动螺母、5-下止动底座、6-移动托架、7-毛毡垫、8-丝杠、9-从动齿轮、10-上止动底座、11-转动手柄、12-刻度杆、13-光杆、14-转轴、15-主齿轮、16-转动销轴。
具体实施方式
28.本发明具体实施方式及步骤如下:
29.1)在进行飞机零件开锁行程测量前,需先对零件测量周边区域内的运动机构及测量工具夹持区域进行检查,确保工作区无多余物及机械损伤。
30.2)松动快卸螺栓3,转动左固定架1、右固定架2,打开零件开锁行程测量工具的夹持区域。
31.3)先将右固定架2靠近所需安装的圆柱面,将其沿圆柱面转动,将左固定架1移动到所需位置。
32.4)保持测量工具位置不动,将快卸螺栓3放入左固定架1上的螺栓固定槽内,用一字刀口螺丝刀或手紧固快卸螺栓3,完成零件开锁行程测量工具夹持工作。拧紧过程中注意转动螺母4应处于右固定架2上的螺母槽内。
33.5)将测量工具的带有移动托架6、毛毡垫7、丝杠8、转动手柄11的下止动底座5从一侧安装到飞机零件上,在安装时通过旋转转动手柄11调节移动托架6位置,使其处于零件的运动端下方,并与零件有一定间隙。
34.6)完成零件开锁行程测量工具夹持工作后,对行程测量工具固定的牢固性、与周围机构的间隙进行检查,确保飞机零件开锁过程中行程测量工具不应与飞机运动机构发生磕碰。
35.7)进行检查前预紧工作,检查时先逆时针时针转动转动手柄11,使移动托架6缓慢接近零件的运动端,直至两者相接触时停止旋转转动手柄11。
36.8)进行零件开锁行程检查工作,先通过刻在刻度杆12上的刻度线与移动托架6上的刻度指针读取当前位置数据a mm,然后再逆时针转动转动手柄11,移动托架6带动零件的运动端运动,直至开锁瞬间停止旋动转动手柄11,此时读取刻度数据b mm,此时,零件的开锁行程c=b-a mm。
37.9)完成零件开锁行程检查后,先将下止动底座5脱离飞机零件,然后保持开锁行程测量工具位置不动,使用一字螺丝刀或手拧松快卸螺栓3,当快卸螺栓3松动后,将其从右固定架2上的螺栓槽中拿出,此时将开锁行程测量工具从测量区域上拆下。
38.10)拆下后清点开锁行程测量工具零件数量,检查其完整性,合格后装箱保存。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。