1.本发明涉及工厂生产技术领域,具体而言,涉及一种基于智能制造的数字化工厂生产安全智能监测预警系统。
背景技术:
2.近年来科技的高速发展使工业生产也呈现出蓬勃发展的趋势,而今一方面由于人工成本的增高,另一方面由于工业生产中存在很多危险工作,工业机器人被越来越多运用到工业生产中,在众多工业生产中,焊接机器人的使用量较高,焊接机器人不仅具有提高劳动生产率、改善工人劳动强度和可以在有害环境下工作的优点,而且可以降低对工人操作技术的要求。因此,焊接机器人在各行各业已得到了广泛的应用,但是焊接机器人进行焊接工作时会出现焊接偏差以及对管理人员造成危害,为保证焊接机器人的焊接质量以及在焊接过程中现场焊接的安全,对焊接机器人的智能监测预警就尤为重要。
3.现有焊接机器人的焊接质量检测大多只是对焊接成品进行焊接质量检测,从而忽略了焊接过程中温度和焊接材料用量对焊接成品的质量造成的影响,进而影响焊接成品对应焊接质量检测的准确性。
4.现有焊接机器人的智能安全监测预警大多只是对焊接过程中产生的烟雾进行相应的分析预警,分析维度比较单一,一方面忽略了焊接机器人在焊接时产生的光污染、飞溅物、有害气体和烟雾对工业生产安全的影响,从而导致分析结果具有局限性;另一方面在进行焊接安全预警时大多只是通过烟雾浓度进行安全预警,没有考虑到飞溅物可能会溅到工作人员的身体上,进而对工作人员造成皮肤损害,再一方面也忽略了有害气体也会对工作人员的身体造成一定的伤害,进而导致预警不准确,从而导致工作人员无法根据相应的预警进行相应的调整,进而危害工作人员的身体健康。
技术实现要素:
5.为了克服背景技术中的缺点,本发明实施例提供了一种基于智能制造的数字化工厂生产安全智能监测预警系统,能够有效解决上述背景技术中涉及的问题。
6.本发明的目的可以通过以下技术方案来实现:
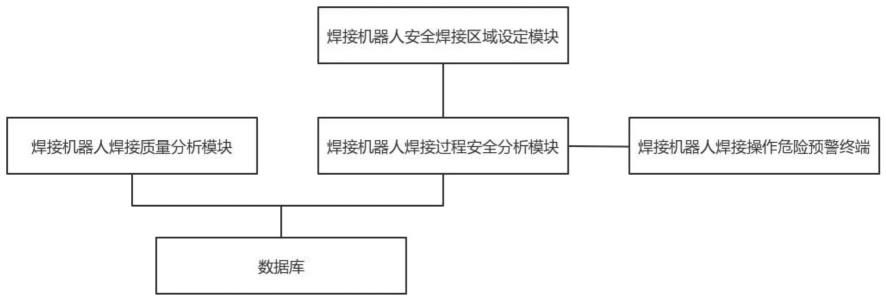
7.一种基于智能制造的数字化工厂生产安全智能监测预警系统,包括:焊接机器人安全焊接区域设定模块、焊接机器人焊接质量分析模块、焊接机器人焊接过程安全分析模块、焊接机器人焊接操作危险预警终端和数据库;
8.所述焊接机器人安全焊接区域设定模块用于以设定的距离为半径,并以焊接机器人的底座中心点为圆心作圆,由此设定圆内区域即为焊接机器人对应的安全焊接区域;
9.所述焊接机器人焊接质量分析模块用于对焊接机器人对应的焊接质量进行分析,进而得到焊接机器人对应的焊接质量系数,所述焊接机器人焊接质量分析模块包括焊接信息分析单元和焊接质量检测单元;
10.所述焊接机器人焊接过程安全分析模块用于对焊接机器人在设定的各焊接时间
点进行焊接安全分析,进而得到焊接机器人在各焊接时间点对应的焊接安全系数,所述焊接机器人焊接过程安全分析模块包括焊接过程安全检测单元和焊接过程安全分析单元;
11.所述焊接机器人焊接操作危险预警终端用于根据焊接机器人在各焊接时间点对应的焊接安全系数进行相应预警;
12.所述数据库用于存储各板件厚度对应的焊接标准温度,存储各焊接间隙距离对应的焊接材料允许用量,存储焊接过程对应的允许光照强度,存储焊接过程对应的允许有害气体的浓度,并存储焊接过程对应的允许烟雾浓度。
13.进一步地,所述焊接信息分析单元用于分析已经匹配好的板件对应的焊接信息,其具体分析方法为:
14.s1:通过机器人焊接时装载的耐高温摄像机对已经匹配好的板件进行外观图像采集;
15.s2:基于采集的板件外观图像识别板件的焊接参数,所述焊接参数包括板件厚度和焊接间隙距离;
16.s3:从焊接参数中提取板件厚度,并将其与数据库中存储的各板件厚度对应的焊接标准温度进行对比,进而从中匹配出板件厚度对应的焊接标准温度;
17.s4:从焊接参数中提取焊接间隙距离,并将其与数据库中存储的各焊接间隙距离对应的焊接材料允许用量进行对比,进而从中匹配出焊接间隙距离对应的焊接材料允许用量。
18.进一步地,所述焊接质量检测单元用于检测焊接机器人对应的焊接温度和焊接材料用量。
19.进一步地,所述焊接机器人对应的焊接质量系数的具体分析方法为:
20.a1:将焊接机器人对应的焊接温度与板件厚度对应的焊接标准温度进行对比,进而分析焊接机器人对应的焊接温度质量系数,其计算公式为:其中η表示焊接机器人对应的焊接温度质量系数,α
′
表示焊接机器人对应的焊接温度,α表示板件厚度对应的焊接标准温度;
21.a2:将焊接机器人对应的焊接材料用量与焊接间隙距离对应的焊接材料允许用量进行对比,进而分析焊接机器人对应的焊接材料用量质量系数,其计算公式为:其中μ表示焊接机器人对应的焊接材料用量质量系数,ε
′
表示焊接机器人对应的焊接材料用量,ε表示焊接间隙距离对应的焊接材料允许用量;
22.a3:基于焊接机器人对应的焊接温度质量系数和焊接材料用量质量系数分析焊接机器人对应的焊接质量系数,其计算公式为:φ=ln[(η μ)*e],其中φ表示焊接机器人对应的焊接质量系数。
[0023]
进一步地,所述焊接过程安全检测单元用于将焊接机器人的焊接过程按照设定的时间间隔划分为若干焊接时间点,并将若干焊接时间点分别编号为1,2,...,m,...,o,进而在各焊接时间点检测焊接机器人的焊接污染参数,其具体方法为:
[0024]
b1:使用有害气体检测仪对焊接机器人在各焊接时间点的有害气体进行检测,进而从中获取焊接机器人在各焊接时间点对应的有害气体的浓度;
[0025]
b2:使用烟雾浓度检测仪对焊接机器人在各焊接时间点的烟雾进行检测,进而获取焊接机器人在各焊接时间点对应的烟雾浓度;
[0026]
b3:使用光照强度测量仪对焊接机器人在各焊接时间点的光照强度进行检测,进而得到焊接机器人在各焊接时间点对应的光照强度;
[0027]
b4:使用摄像机对焊接机器人在各焊接时间点对应的目标区域进行外观图像采集,进而得到焊接机器人在各焊接时间点对应的目标区域外观图像;
[0028]
b5:基于采集的焊接机器人在各焊接时间点对应的目标区域外观图像识别焊接机器人在各焊接时间点对应的焊料飞溅参数,所述焊料飞溅参数包括焊料呈现类型、焊料落地面积和焊料飞溅距离。
[0029]
进一步地,所述目标区域为焊接机器人对应的安全焊接区域外设定的区域。
[0030]
进一步地,所述焊接过程安全分析单元的具体分析方法为:
[0031]
c1:将焊接机器人在各焊接时间点对应的光照强度与数据库中存储的焊接过程对应的允许光照强度进行对比,进而分析焊接机器人在各焊接时间点对应的光照污染系数,其计算公式为:其中ζm表示焊接机器人在第m个焊接时间点对应的光照污染系数,em表示焊接机器人在第m个焊接时间点对应的光照强度,e
′
表示焊接过程对应的允许光照强度;
[0032]
c2:将焊接机器人在各焊接时间点对应的有害气体的浓度与数据库中存储的焊接过程对应的允许有害气体的浓度进行对比,进而分析焊接机器人在各焊接时间点对应的有害气体污染系数,其计算公式为:其中κm表示焊接机器人在第m个焊接时间点对应的有害气体污染系数,qm表示焊接机器人在第m个焊接时间点对应的有害气体的浓度,q
′
表示焊接过程对应的允许有害气体的浓度;
[0033]
c3:将焊接机器人在各焊接时间点对应的烟雾浓度与数据库中存储的焊接过程对应的允许烟雾浓度进行对比,进而分析焊接机器人在各焊接时间点对应的烟雾污染系数,其计算公式为:其中表示焊接机器人在第m个焊接时间点对应的烟雾污染系数,ym表示焊接机器人在第m个焊接时间点对应的烟雾浓度,y
′
表示焊接过程对应的允许烟雾浓度;
[0034]
c4:从焊接机器人在各焊接时间点对应的焊料飞溅参数中提取焊料呈现类型,并将其与预设的各种焊料呈现类型对应的权重因子进行匹配,从中匹配出焊接机器人在各焊接时间点对应该焊料呈现类型的权重因子;
[0035]
c5:获取目标区域面积;
[0036]
c6:根据焊接机器人在各焊接时间点对应的焊料落地面积、焊料飞溅距离、焊料呈现类型的权重因子和目标区域面积分析焊接机器人在各焊接时间点对应的焊料飞溅危险系数,其计算公式为:其中ξm表示焊接机器人在第m个焊接时间点对应的焊料飞溅危险系数,sm、lm分别表示焊接机器人在第m个焊接时间点对应的焊料落地面积、
焊料飞溅距离,s
′
、l
′
分别表示焊接机器人对应的目标区域面积、安全焊接区域的半径,λm表示焊接机器人在第m个焊接时间点对应的焊料呈现类型的权重因子。
[0037]
进一步地,所述焊接机器人在各焊接时间点对应的焊接安全系数的具体计算公式为:其中ψm表示焊接机器人在第m个焊接时间点对应的焊接安全系数。
[0038]
进一步地,所述根据焊接机器人在各焊接时间点对应的焊接安全系数进行相应预警的具体方法为将焊接机器人在各焊接时间点对应的焊接安全系数与预设的预警安全系数进行对比,当焊接机器人在某焊接时间点对应的焊接安全系数小于预设的预警安全系数时,则在该焊接时间点进行预警。
[0039]
相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
[0040]
本发明通过对焊接机器人焊接过程中的温度和焊接材料用量进行检测,进而考虑了焊接过程中温度和焊接材料用量对焊接成品的质量造成的影响,从而保证了焊接成品对应焊接质量检测的准确性。
[0041]
本发明通过分析焊接机器人在焊接时产生的光照、有害气体、烟雾和焊料飞溅物,进而得到焊接机器人在各焊接时间点对应的光照污染系数、有害气体污染系数、烟雾污染系数和焊料飞溅危险系数,并据此分析焊接机器人在各焊接时间点对应的焊接安全系数,从多个维度分析焊接机器人在焊接时的安全,解决了分析结果具有局限性的问题。
[0042]
本发明在进行焊接安全预警时,考虑到飞溅物可能会溅到工作人员的身体上和有害气体也会对工作人员的身体造成一定的伤害这两种情况的发生,进而规避了工作人员身体受到损害的风险,进而解决了预警不准确的问题,从而工作人员可以根据相应的预警进行相应的调整,进而保护工作人员的身体健康。
附图说明
[0043]
利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
[0044]
图1为本发明一种基于智能制造的数字化工厂生产安全智能监测预警系统示意图。
[0045]
图2为本发明焊接机器人焊接质量分析模块结构连接示意图。
[0046]
图3为本发明焊接机器人焊接过程安全分析模块结构连接示意图。
具体实施方式
[0047]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0048]
参照图1所示,本发明提供一种基于智能制造的数字化工厂生产安全智能监测预警系统,包括:焊接机器人安全焊接区域设定模块、焊接机器人焊接质量分析模块、焊接机
器人焊接过程安全分析模块、焊接机器人焊接操作危险预警终端和数据库。
[0049]
所诉焊接机器人安全焊接区域设定模块与焊接机器人焊接过程安全分析模块连接,焊接机器人焊接过程安全分析模块与焊接机器人焊接操作危险预警终端连接,焊接机器人焊接质量分析模块和焊接机器人焊接过程安全分析模块均与数据库连接。
[0050]
所述焊接机器人安全焊接区域设定模块用于以设定的距离为半径,并以焊接机器人的底座中心点为圆心作圆,由此设定圆内区域即为焊接机器人对应的安全焊接区域。
[0051]
所述焊接机器人焊接质量分析模块用于对焊接机器人对应的焊接质量进行分析,进而得到焊接机器人对应的焊接质量系数,所述焊接机器人焊接质量分析模块包括焊接信息分析单元和焊接质量检测单元;
[0052]
在上述实施例中,所述焊接信息分析单元用于分析已经匹配好的板件对应的焊接信息,其具体分析方法为:
[0053]
s1:通过机器人焊接时装载的耐高温摄像机对已经匹配好的板件进行外观图像采集;
[0054]
s2:基于采集的板件外观图像识别板件的焊接参数,所述焊接参数包括板件厚度和焊接间隙距离;
[0055]
s3:从焊接参数中提取板件厚度,并将其与数据库中存储的各板件厚度对应的焊接标准温度进行对比,进而从中匹配出板件厚度对应的焊接标准温度;
[0056]
s4:从焊接参数中提取焊接间隙距离,并将其与数据库中存储的各焊接间隙距离对应的焊接材料允许用量进行对比,进而从中匹配出焊接间隙距离对应的焊接材料允许用量。
[0057]
在上述实施例中,所述焊接质量检测单元用于检测焊接机器人对应的焊接温度和焊接材料用量。
[0058]
在上述实施例中,所述焊接机器人对应的焊接质量系数的具体分析方法为:
[0059]
a1:将焊接机器人对应的焊接温度与板件厚度对应的焊接标准温度进行对比,进而分析焊接机器人对应的焊接温度质量系数,其计算公式为:其中η表示焊接机器人对应的焊接温度质量系数,α
′
表示焊接机器人对应的焊接温度,α表示板件厚度对应的焊接标准温度;
[0060]
a2:将焊接机器人对应的焊接材料用量与焊接间隙距离对应的焊接材料允许用量进行对比,进而分析焊接机器人对应的焊接材料用量质量系数,其计算公式为:其中μ表示焊接机器人对应的焊接材料用量质量系数,ε
′
表示焊接机器人对应的焊接材料用量,ε表示焊接间隙距离对应的焊接材料允许用量;
[0061]
a3:基于焊接机器人对应的焊接温度质量系数和焊接材料用量质量系数分析焊接机器人对应的焊接质量系数,其计算公式为:φ=ln[(η μ)*e],其中φ表示焊接机器人对应的焊接质量系数。
[0062]
本发明通过对焊接机器人焊接过程中的温度和焊接材料用量进行检测,进而考虑了焊接过程中温度和焊接材料用量对焊接成品的质量造成的影响,从而保证了焊接成品对应焊接质量检测的准确性。
[0063]
所述焊接机器人焊接过程安全分析模块用于对焊接机器人在设定的各焊接时间点进行焊接安全分析,进而得到焊接机器人在各焊接时间点对应的焊接安全系数,所述焊接机器人焊接过程安全分析模块包括焊接过程安全检测单元和焊接过程安全分析单元;
[0064]
在上述实施例中,所述焊接过程安全检测单元用于将焊接机器人的焊接过程按照设定的时间间隔划分为若干焊接时间点,并将若干焊接时间点分别编号为1,2,...,m,...,o,进而在各焊接时间点检测焊接机器人的焊接污染参数,其具体方法为:
[0065]
b1:使用有害气体检测仪对焊接机器人在各焊接时间点的有害气体进行检测,进而从中获取焊接机器人在各焊接时间点对应的有害气体的浓度;
[0066]
b2:使用烟雾浓度检测仪对焊接机器人在各焊接时间点的烟雾进行检测,进而获取焊接机器人在各焊接时间点对应的烟雾浓度;
[0067]
b3:使用光照强度测量仪对焊接机器人在各焊接时间点的光照强度进行检测,进而得到焊接机器人在各焊接时间点对应的光照强度;
[0068]
b4:使用摄像机对焊接机器人在各焊接时间点对应的目标区域进行外观图像采集,进而得到焊接机器人在各焊接时间点对应的目标区域外观图像;
[0069]
b5:基于采集的焊接机器人在各焊接时间点对应的目标区域外观图像识别焊接机器人在各焊接时间点对应的焊料飞溅参数,所述焊料飞溅参数包括焊料呈现类型、焊料落地面积和焊料飞溅距离;
[0070]
在一个具体实施例中,所述识别焊料呈现类型的具体方法为:根据采集的焊接机器人在各焊接时间点对应的目标区域外观图像获取焊料的轮廓特征,将焊料的轮廓特征与预设的焊料各呈现类型对应的轮廓特征进行匹配,进而从中匹配出焊料对应的呈现类型,并将其记为焊料呈现类型;
[0071]
在一个具体实施例中,所述识别焊料落地面积的具体方法为:从焊接机器人在各焊接时间点对应的目标区域外观图像中提取焊料的轮廓,并计算焊料的图像轮廓面积,进而根据焊料的图像轮廓面积和拍摄比例计算焊料的实际落地面积,并将其记为焊料落地面积;
[0072]
在一个具体实施例中,所述识别焊料飞溅距离的具体方法为:基于采集的指定焊接区域的外观图像,所述指定焊接区域包括焊接机器人对应的安全焊接区域和目标区域,将焊料的落地点与圆心进行连线,进而得到焊料的落地点到圆心的图像距离,从而根据焊料的落地点到圆心的图像距离和拍摄比例计算焊料的落地点到圆心的实际距离,并将其记为焊料飞溅距离。
[0073]
在上述实施例中,所述目标区域为焊接机器人对应的安全焊接区域外设定的区域。
[0074]
在上述实施例中,所述焊接过程安全分析单元的具体分析方法为:
[0075]
c1:将焊接机器人在各焊接时间点对应的光照强度与数据库中存储的焊接过程对应的允许光照强度进行对比,进而分析焊接机器人在各焊接时间点对应的光照污染系数,其计算公式为:其中ζm表示焊接机器人在第m个焊接时间点对应的光照污染系数,em表示焊接机器人在第m个焊接时间点对应的光照强度,e
′
表示焊接过程对应的允许光照强度;
[0076]
c2:将焊接机器人在各焊接时间点对应的有害气体的浓度与数据库中存储的焊接过程对应的允许有害气体的浓度进行对比,进而分析焊接机器人在各焊接时间点对应的有害气体污染系数,其计算公式为:其中κm表示焊接机器人在第m个焊接时间点对应的有害气体污染系数,qm表示焊接机器人在第m个焊接时间点对应的有害气体的浓度,q
′
表示焊接过程对应的允许有害气体的浓度;
[0077]
c3:将焊接机器人在各焊接时间点对应的烟雾浓度与数据库中存储的焊接过程对应的允许烟雾浓度进行对比,进而分析焊接机器人在各焊接时间点对应的烟雾污染系数,其计算公式为:其中表示焊接机器人在第m个焊接时间点对应的烟雾污染系数,ym表示焊接机器人在第m个焊接时间点对应的烟雾浓度,y
′
表示焊接过程对应的允许烟雾浓度;
[0078]
c4:从焊接机器人在各焊接时间点对应的焊料飞溅参数中提取焊料呈现类型,并将其与预设的各种焊料呈现类型对应的权重因子进行匹配,从中匹配出焊接机器人在各焊接时间点对应该焊料呈现类型的权重因子;
[0079]
c5:获取目标区域面积;
[0080]
c6:根据焊接机器人在各焊接时间点对应的焊料落地面积、焊料飞溅距离、焊料呈现类型的权重因子和目标区域面积分析焊接机器人在各焊接时间点对应的焊料飞溅危险系数,其计算公式为:其中ξm表示焊接机器人在第m个焊接时间点对应的焊料飞溅危险系数,sm、lm分别表示焊接机器人在第m个焊接时间点对应的焊料落地面积、焊料飞溅距离,s
′
、l
′
分别表示焊接机器人对应的目标区域面积、安全焊接区域的半径,λm表示焊接机器人在第m个焊接时间点对应的焊料呈现类型的权重因子。
[0081]
在上述实施例中,所述焊接机器人在各焊接时间点对应的焊接安全系数的具体计算公式为:其中ψm表示焊接机器人在第m个焊接时间点对应的焊接安全系数。
[0082]
本发明通过分析焊接机器人在焊接时产生的光照、有害气体、烟雾和焊料飞溅物,进而得到焊接机器人在各焊接时间点对应的光照污染系数、有害气体污染系数、烟雾污染系数和焊料飞溅危险系数,并据此分析焊接机器人在各焊接时间点对应的焊接安全系数,从多个维度分析焊接机器人在焊接时的安全,解决了分析结果具有局限性的问题。
[0083]
所述焊接机器人焊接操作危险预警终端用于根据焊接机器人在各焊接时间点对应的焊接安全系数进行相应预警;
[0084]
在上述实施例中,所述根据焊接机器人在各焊接时间点对应的焊接安全系数进行相应预警的具体方法为将焊接机器人在各焊接时间点对应的焊接安全系数与预设的预警安全系数进行对比,当焊接机器人在某焊接时间点对应的焊接安全系数小于预设的预警安全系数时,则在该焊接时间点进行预警。
[0085]
本发明在进行焊接安全预警时,考虑到飞溅物可能会溅到工作人员的身体上和烟
雾中可能存在的有害气体也会对工作人员的身体造成一定的伤害这两种情况的发生,进而规避了工作人员身体受到损害的风险,进而解决了预警不准确的问题,从而工作人员可以根据相应的预警进行相应的调整,进而保护工作人员的身体健康。
[0086]
所述数据库用于存储各板件厚度对应的焊接标准温度,存储各焊接间隙距离对应的焊接材料允许用量,存储焊接过程对应的允许光照强度,存储焊接过程对应的允许有害气体的浓度,并存储焊接过程对应的允许烟雾浓度。
[0087]
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。