1.本发明属于阻燃领域,具体涉及一种高阻燃低烟绝热保温橡塑制品及其制备方法。
背景技术:
2.市场对柔性泡沫橡塑绝热制品的需求越来越大,同样对其性能要求及安全性也愈发重视。大多的火灾事故中被火灼伤带来的伤害远没有被烟窒息的危害大。
3.因此,对于柔性泡沫橡塑绝热制品既要阻燃效果好,又要降低产烟量。故基于此,提出本发明技术方案。
技术实现要素:
4.为了解决现有技术存在的问题,本发明提供了一种高阻燃低烟绝热保温橡塑制品。所述高阻燃低烟绝热保温橡塑制品由多种成分科学配比而得:经检测后,所述高阻燃低烟绝热保温橡塑制品的综合性能佳,在阻燃效果优异的同时烟尘产生量小,尤其是燃烧增长速度指数指标,最佳值为109w/s,经进一步测试产烟的时间大大延缓了120s。
5.本发明的方案是提供一种高阻燃低烟绝热保温橡塑制品,包括如下重量份的原料:丁腈橡胶8~10份、聚氯乙烯7~9份、氯化聚氯乙烯6~9份、氯化聚乙烯3~5份、填料20~25份、增塑剂22~27份、发泡剂12~15份、阻燃剂5~7份、硫化剂0.5~0.8份、活性剂3~5份和促进剂1~1.5份;所述活性剂由氧化锌、精炼石蜡、硬脂酸、聚乙二醇组成;所述氧化锌、精炼石蜡、硬脂酸、聚乙二醇的重量比为1~1.5:4~6:0.6~1:1.2~1.8。
6.优选地,所述高阻燃低烟绝热保温橡塑制品,包括如下重量份的原料:丁腈橡胶9份、聚氯乙烯8份、氯化聚氯乙烯7.5份、氯化聚乙烯4份、填料22.5份、增塑剂24.5份、发泡剂13.5份、阻燃剂6份、硫化剂0.65份、活性剂4份和促进剂1.25份。
7.优选地,所述填料由氢氧化铝、碳酸钙和炭黑组成;所述氢氧化铝、碳酸钙和炭黑的重量比为4~7:1~3:0.5~1。
8.优选地,所述阻燃剂由三氧化二锑、硼酸锌、十溴二笨乙烷组成;所述三氧化二锑、硼酸锌、十溴二笨乙烷的重量比为2~6:5~7:2~5。
9.优选地,所述促进剂由二乙基二硫代氨基甲酸锌和二次戊基秋兰姆六硫化物组成;所述二乙基二硫代氨基甲酸锌和二次戊基秋兰姆六硫化物的重量比为4~6:0.3~0.8。
10.优选地,所述增塑剂为氯化石蜡;所述发泡剂为偶氮二甲酰胺;所述硫化剂为硫磺。
11.经发明人反复验证,填料、阻燃剂、促进剂、增塑剂、发泡剂、硫化剂选择上述成分时,效果优异。
12.基于相同的技术构思,本发明再提供一种高阻燃低烟绝热保温橡塑制品的制备方法,包括如下步骤:
13.(1)将配比量80%的丁腈橡胶、聚氯乙烯、氯化聚氯乙烯、氯化聚乙烯、填料、配比
量90%增塑剂、发泡剂、阻燃剂以及除氧化锌以外的活性剂投入至密炼机中混炼,完成后再于开炼机中复炼,冷却后得到1号料;
14.(2)将所述1号料与余量的丁腈橡胶、增塑剂和氧化锌、硫化剂、促进剂投入至密炼机中混炼,完成后再于开炼机中复炼,并裁切、冷却得到胶条;
15.(3)将所述胶条喂入挤出机中,通过模压成型后进入到发泡炉内,发泡后经风循环冷却、裁切,即得到所述高阻燃低烟绝热保温橡塑制品。
16.优选地,步骤(3)中,所述挤出机的参数设置为:转速13~25r/min,温度25~45℃。
17.优选地,步骤(3)中,所述发泡炉的参数设置为:一区温度105~120℃、二区温度120~130℃、三区温度130~145℃、四区温度145~150℃、五区温度150~160℃、六区温度160~170℃、七区温度170~180℃,发泡时间为20~55min,传输速度为1~5m/min。
18.工艺参数的选择对于产品的质量有明显的影响,经发明人反复验证,当挤出机和发泡炉选用上述参数时,产品质量稳定、统一。
19.本发明的有益效果为:
20.本发明所述的高阻燃低烟绝热保温橡塑制品,由多种成分科学配比而得:经检测后,所述高阻燃低烟绝热保温橡塑制品的综合性能佳,在阻燃效果优异的同时烟尘产生量小,尤其是燃烧增长速度指数指标,最佳值为109w/s,经进一步测试产烟的时间大大延缓了120s。
具体实施方式
21.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
22.实施例1
23.本实施例提供一种高阻燃低烟绝热保温橡塑制品的制备方法,包括如下步骤:
24.(1)将8kg丁腈橡胶n41分为两份,得到6.4kg丁腈橡胶n41和1.6kg丁腈橡胶n41;将22kg氯化石蜡增塑剂分为两份,得到19.8kg氯化石蜡增塑剂和2.2kg氯化石蜡增塑剂;
25.(2)将6.4kg丁腈橡胶n41、7kg聚氯乙烯、6kg氯化聚氯乙烯、3kg氯化聚乙烯、20kg填料(由重量比为4:1:0.5的氢氧化铝、碳酸钙和炭黑组成)、19.8kg氯化石蜡增塑剂、12kg偶氮二甲酰胺发泡剂、5kg阻燃剂(由重量比为2:5:2的三氧化二锑、硼酸锌、十溴二笨乙烷组成)以及除氧化锌以外的活性剂(由重量比1:4:0.6:1.2的氧化锌、精炼石蜡、硬脂酸、聚乙二醇组成,活性剂总量为3kg)投入至密炼机中混炼12min,完成后再于开炼机中复炼4min,冷却24h后得到1号料;
26.(3)将所述1号料与1.6kg丁腈橡胶n41、2.2kg氯化石蜡增塑剂、氧化锌、0.5kg硫磺、1kg促进剂(由重量比为4:0.3的二乙基二硫代氨基甲酸锌和二次戊基秋兰姆六硫化物组成)投入至密炼机中混炼5min,完成后再于开炼机中复炼2min,并裁切、冷却至常温后得到宽度为12cm的胶条;
27.(4)将所述胶条喂入挤出机中,通过模压成型后进入到发泡炉内,发泡后经风循环冷却、裁切,即得到所述高阻燃低烟绝热保温橡塑制品。其中,所述挤出机的参数设置为:转
速13r/min,温度25℃;所述发泡炉的参数设置为:一区温度105℃、二区温度120℃、三区温度130℃、四区温度145℃、五区温度150℃、六区温度160℃、七区温度170℃,发泡时间为20min,传输速度为1m/min。
28.实施例2
29.本实施例提供一种高阻燃低烟绝热保温橡塑制品的制备方法,包括如下步骤:
30.(1)将10kg丁腈橡胶n41分为两份,得到8kg丁腈橡胶n41和2kg丁腈橡胶n41;将27kg氯化石蜡增塑剂分为两份,得到24.3kg氯化石蜡增塑剂和2.7kg氯化石蜡增塑剂;
31.(2)将8kg丁腈橡胶n41、9kg聚氯乙烯、9kg氯化聚氯乙烯、5kg氯化聚乙烯、25kg填料(由重量比为7:3:1的氢氧化铝、碳酸钙和炭黑组成)、24.3kg氯化石蜡增塑剂、15kg偶氮二甲酰胺发泡剂、7kg阻燃剂(由重量比为6:7:5的三氧化二锑、硼酸锌、十溴二笨乙烷组成)以及除氧化锌以外的活性剂(由重量比1.5:6:1:1.8的氧化锌、精炼石蜡、硬脂酸、聚乙二醇组成,活性剂总量为5kg)投入至密炼机中混炼15min,完成后再于开炼机中复炼5min,冷却24h后得到1号料;
32.(3)将所述1号料与2kg丁腈橡胶n41、2.7kg氯化石蜡增塑剂、氧化锌、0.8kg硫磺、1.5kg促进剂(由重量比为6:0.8的二乙基二硫代氨基甲酸锌和二次戊基秋兰姆六硫化物组成)投入至密炼机中混炼5min,完成后再于开炼机中复炼3min,并裁切、冷却至常温后得到宽度为12cm的胶条;
33.(4)将所述胶条喂入挤出机中,通过模压成型后进入到发泡炉内,发泡后经风循环冷却、裁切,即得到所述高阻燃低烟绝热保温橡塑制品。其中,所述挤出机的参数设置为:转速25r/min,温度45℃;所述发泡炉的参数设置为:一区温度120℃、二区温度130℃、三区温度145℃、四区温度150℃、五区温度160℃、六区温度170℃、七区温度180℃,发泡时间为55min,传输速度为5m/min。
34.实施例3
35.本实施例提供一种高阻燃低烟绝热保温橡塑制品的制备方法,包括如下步骤:
36.(1)将9kg丁腈橡胶n41分为两份,得到7.2kg丁腈橡胶n41和1.8kg丁腈橡胶n41;将24.5kg氯化石蜡增塑剂分为两份,得到22.05kg氯化石蜡增塑剂和2.45kg氯化石蜡增塑剂;
37.(2)将7.2kg丁腈橡胶n41、8kg聚氯乙烯、7.5kg氯化聚氯乙烯、4kg氯化聚乙烯、22.5kg填料(由重量比为5.5:2:0.75的氢氧化铝、碳酸钙和炭黑组成)、22.05kg氯化石蜡增塑剂、13.5kg偶氮二甲酰胺发泡剂、6kg阻燃剂(由重量比为4:6:3.5的三氧化二锑、硼酸锌、十溴二笨乙烷组成)以及除氧化锌以外的活性剂(由重量比1.5:6:1:1.8的氧化锌、精炼石蜡、硬脂酸、聚乙二醇组成,活性剂总量为4kg)投入至密炼机中混炼13min,完成后再于开炼机中复炼5min,冷却24h后得到1号料;
38.(3)将所述1号料与1.8kg丁腈橡胶n41、2.45kg氯化石蜡增塑剂、氧化锌、0.65kg硫磺、1.25kg促进剂(由重量比为5:0.55的二乙基二硫代氨基甲酸锌和二次戊基秋兰姆六硫化物组成)投入至密炼机中混炼5min,完成后再于开炼机中复炼3min,并裁切、冷却至常温后得到宽度为12cm的胶条;
39.(4)将所述胶条喂入挤出机中,通过模压成型后进入到发泡炉内,发泡后经风循环冷却、裁切,即得到所述高阻燃低烟绝热保温橡塑制品。其中,所述挤出机的参数设置为:转速19r/min,温度35℃;所述发泡炉的参数设置为:一区温度112℃、二区温度125℃、三区温
度137℃、四区温度147℃、五区温度155℃、六区温度165℃、七区温度175℃,发泡时间为37min,传输速度为3m/min。
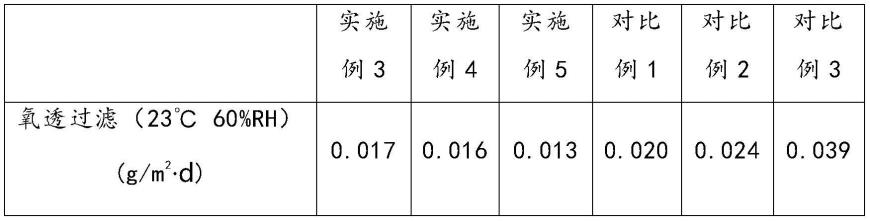
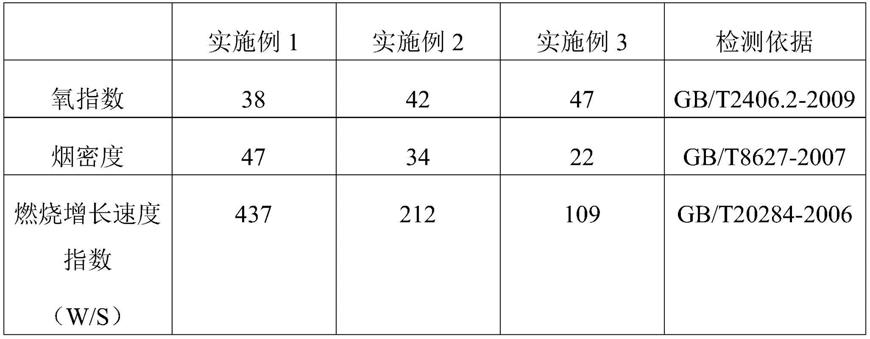
40.为表明本发明所述高阻燃低烟绝热保温橡塑制品的性能,进行氧指数、烟密度及燃烧性能测试,测试结果如表1所示。
41.表1测试结果
[0042][0043]
由表1数据可知,本发明所述高阻燃低烟绝热保温橡塑制品的综合性能佳,在阻燃效果优异的同时烟尘产生量小,尤其是燃烧增长速度指数指标,最佳值为109w/s,经进一步测试产烟的时间大大延缓了120s。
[0044]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。