1.本实用新型涉及一种液压支架立柱的制作方法,尤其涉及一种立柱空心活柱的柱头毛坯锻件加工工装。
背景技术:
2.液压支架立柱是将支架顶梁和底座连接起来的主要部件,是用于液压支架承受顶板载荷和调节支护高度的。立柱长期处于高压受力状态,除应具有合理的工作阻力和可靠性的工作特性外,还必须有足够的抗压、抗弯强度、良好的密封性能。工作可靠,使用寿命长。
3.液压支架空心立柱的活柱,包括活塞头、柱管、柱头。柱头一般材质为30crmnsi、27simn等。柱头的头部为半球形,可减少偏载作用和适应立柱承载需要。
4.柱头形状较复杂,无法用标准规格圆钢加工,采用圆钢下料进行一次成型的锻造加工,通过不断锤炼,可使分子之间非常紧凑,排列非常整齐,且锻造强度韧性比铸造好。通过锻造加工改善其组织结构和力学性能,保证金属纤维组织的连续性。
5.现有技术中,采用圆钢直接加工,柱头多余部分需加工去除,后续机加工的加工量大,浪费原材料且经济性差;
6.采用铸钢铸造,有诸多缺陷,铸造的机械性能、整体抗疲劳性能、抗冲击性能都较差。铸件产品存在疏松、气孔、裂纹、缩松、夹杂等,在其承受较大荷载和拉应力时容易受损。
7.采用自由锻造,自由锻的锻件形状简单,表面粗糙,锻件尺寸精度低,加工余量大,劳动强度大且对工人技术水平要求较高,生产率低。
8.有鉴于此,特提出本实用新型。
技术实现要素:
9.本实用新型的目的是提供了一种立柱空心活柱的柱头毛坯锻件加工工装,以解决现有技术中存在的上述技术问题。
10.本实用新型的目的是通过以下技术方案实现的:
11.本实用新型的立柱空心活柱的柱头毛坯锻件加工工装,包括上模、下模、型腔,所述型腔的形状为柱头毛胚的外型。
12.与现有技术相比,本实用新型所提供的立柱空心活柱的柱头毛坯锻件加工工装,选用柱头锻件一次成型的方案,不仅节省原材料降低生产成本,且在保证质量的同时提高了生产效率,降低后续加工量及加工难度。
附图说明
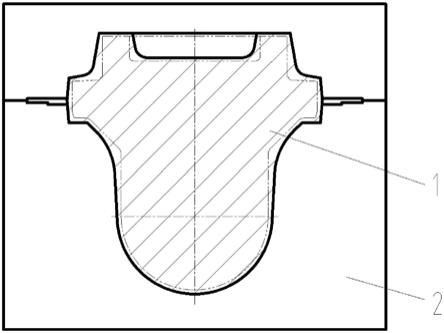
13.图1为本实用新型实施例的锻件加工工装的结构示意图。
14.图中:1、柱头毛坯,2、工装模具。
具体实施方式
15.下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,这并不构成对本实用新型的限制。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
16.本实用新型实施例中未作详细描述的内容属于本领域专业技术人员公知的现有技术。本实用新型实施例中未注明具体条件者,按照本领域常规条件或制造商建议的条件进行。本实用新型实施例中所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
17.本实用新型的立柱空心活柱的柱头毛坯锻件加工工装,包括上模、下模、型腔,所述型腔的形状为柱头毛胚的外型。
18.所述型腔的尺寸留有后续加工的余量,并设有公差带。
19.所述型腔的拔模斜度为3-5
°
。
20.首先,设计柱头的锻件工装模具;
21.然后,采用模锻锻造,用工装模具锻造柱头毛坯,使柱头毛胚外型一次锻成型;
22.之后,对柱头毛坯进行后续加工。
23.综上可见,本实用新型实施例的立柱空心活柱的柱头毛坯锻件加工工装,选用柱头锻件一次成型的方案,不仅节省原材料降低生产成本,且在保证质量的同时提高了生产效率,降低后续加工量及加工难度。
24.为了更加清晰地展现出本实用新型所提供的技术方案及所产生的技术效果,下面以具体实施例对本实用新型实施例所提供的进行详细描述。
25.实施例1
26.如图1所示,采用模锻锻造,设计柱头的锻件工装,用工装模具进行锻造,设计的工装尺寸保证后续的加工余量并合理设置公差,使柱头外型一次锻成型,减少后续加工量,节约原材料降低生产成本,提高生产效率。
27.具体技术要点为:
28.立柱空心活柱的柱头毛坯制造方法的选用。
29.工艺创新,产品外型一次锻造成型,新型锻件工装结构。
30.液压支架立柱空心活柱的柱头锻件工装尺寸及公差带。保证加工余量,合理设置公差带,满足后续加工要求。
31.锻件工装拔模位置。
32.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型披露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。本文背景技术部分公开的信息仅仅旨在加深对本实用新型的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术特征:
1.一种立柱空心活柱的柱头毛坯锻件加工工装,其特征在于,包括上模、下模、型腔,所述型腔的形状为柱头毛胚的外型。2.根据权利要求1所述的立柱空心活柱的柱头毛坯锻件加工工装,其特征在于,所述型腔的尺寸留有后续加工的余量,并设有公差带。3.根据权利要求2所述的立柱空心活柱的柱头毛坯锻件加工工装,其特征在于,所述型腔的拔模斜度为3-5
°
。
技术总结
本实用新型公开了一种立柱空心活柱的柱头毛坯锻件加工工装,包括上模、下模、型腔,型腔的形状为柱头毛胚的外型。型腔的尺寸留有后续加工的余量,并设有公差带。型腔的拔模斜度为3-5
技术研发人员:孙雪 姜德娟 赵蕾
受保护的技术使用者:中煤北京煤矿机械有限责任公司
技术研发日:2022.04.22
技术公布日:2022/9/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。