1.本实用新型涉及工程建设技术领域,特别是涉及一种口字件精调系统。
背景技术:
2.为了提高人们的通行便利和效率,以及减少对已有建筑和交通的影响,地下空间的隧道建设作为一项基建工程,国家一直在大力发展城市内部的地铁隧道建设,隧道直径各有不同,众所周知一般地铁隧道是双向行驶的,在早期掘进设备以及施工工艺欠缺的情况下是分成两条线分别进行施工的,这样的普通隧道直径比较小,约为4米左右。随着掘进设备以及相关施工工艺水平的提高,制造出大直径的盾构掘进机(如大于10米)以及相应的配套构件和施工工法。相对于普通隧道,这种大断面盾构隧道多为单洞双线,需设计内部结构。
3.由于隧道贯通后内部结构施工对工程工期、成本及施工管理影响极大。因此近几年大断面盾构隧道内部结构施工采用预制口字件拼装台车及同步施工方法,以解决口字件拼装时盾构掘进与内部结构无法同步施工的问题。盾构机在推进的同时,后方通过拼装台车调整口字件的姿态实现每一节预制口字件的拼装。
4.为了保证预制口字件拼装的构筑物满足结构安全和使用功能的要求,必须保证预制口字件拼装精度。即保证预制口字件拼装完成后,其位置、姿态符合设计要求。因此,每一节预制口字件拼装完毕后,都要对其进行测量,检查其位置、姿态偏差是否符合要求。
5.目前主要是依靠工人肉眼判断口字件之间的轴线关系,误差大拼装效率低,口字件间轴线关系误差大会造成后续隧道安装方面的问题,严重的影响隧道后期运营使用。
技术实现要素:
6.本实用新型所要解决的技术问题是提供一种口字件精调系统,能够实时准确的测定待拼装口字件与已拼装口字件之间的轴线关系,指导工人将待拼装的口字件安装到正确的位置。
7.本实用新型解决其技术问题所采用的技术方案是:提供一种口字件精调系统,包括:
8.第一检测装置,设置在待拼装口字件的轴线位置,用于获取所述待拼装口字件与已拼装口字件之间在轴线位置处的第一图像信息、所述待拼装口字件的姿态信息、以及所述第一检测装置与所述已拼装口字件之间的距离;
9.第二检测装置,设置在所述待拼装口字件的一侧,用于获取所述待拼装口字件与已拼装口字件之间在所述第二检测装置所在位置附近的第二图像信息、以及所述第二检测装置与所述已拼装口字件之间的距离;
10.计算机,分别与所述第一检测装置和第二检测装置相连,用于根据所述第一检测装置和第二检测装置检测到的信息得到所述待拼装口字件的位置。
11.所述第一检测装置包括双轴角度传感器、第一工业相机和第一激光测距仪;所述
双轴角度传感器用于检测所述待拼装口字件的俯仰角和转动角;所述第一激光测距仪用于检测已拼装口字件到所述第一检测装置的距离;所述第一工业相机用于获取第一图像,所述第一图像中包括有所述待拼装口字件的轴线、所述已拼装口字件的轴线、所述待拼装口字件与已拼装口字件在轴线位置的缝隙、以及第一激光测距仪在所述已拼装口字件上形成的光斑。
12.所述计算机根据所述第一图像中的所述待拼装口字件的轴线和所述已拼装口字件的轴线得到所述待拼装口字件与所述已拼装口字件的轴线错开距离,根据所述待拼装口字件与已拼装口字件在轴线位置的缝隙得到所述待拼装口字件与已拼装口字件之间的第一缝隙距离。
13.所述第二检测装置包括第二工业相机和第二激光测距仪;所述第二激光测距仪用于检测已拼装口字件到所述第二检测装置的距离;所述第二工业相机用于获取第二图像,所述第二图像中包括所述待拼装口字件与已拼装口字件在所述第二检测装置所在位置附近的缝隙、以及第二激光测距仪在所述已拼装口字件上形成的光斑。
14.所述计算机根据所述第二图像中的所述待拼装口字件与已拼装口字件在所述第二检测装置所在位置附近的缝隙得到所述待拼装口字件与已拼装口字件之间的第二缝隙距离。
15.有益效果
16.由于采用了上述的技术方案,本实用新型与现有技术相比,具有以下的优点和积极效果:本实用新型能够实时测量已拼装口字件与待拼装口字件之间的横向偏差、纵向偏差以及高度偏差,再结合待拼装口字件的俯仰角和转动角即可得到待拼装口字件的当前位置与理论位置的差距,从而便于指导工人将待拼装口字件调整到理论位置,实现准确完成口字件的拼装。
附图说明
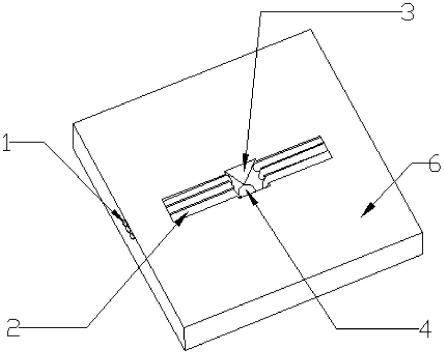
17.图1是本实用新型实施方式的使用示意图;
18.图2是本实用新型实施方式中第一检测装置中工业相机的拍摄范围示意图;
19.图3是本实用新型实施方式中第二检测装置中工业相机的拍摄范围示意图。
具体实施方式
20.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
21.本实用新型的实施方式涉及一种口字件精调系统,该口字件精调系统可实时准确的测定待拼装口字件与已拼装口字件间的轴线关系,口字件间轴线关系可以以图形和/或数字的方式直观显示,指导工人将待拼装的口字件安装到正确的位置。
22.如图1所示,本实施方式中的口字件是预制钢筋混凝土件,预制时在口字件的轴线位置设置有凹槽,在进行拼接时,待拼装口字件1和已拼装口字件2之间留有缝隙。
23.本实施方式中的第一检测装置3设置在待拼装口字件1的轴线位置,用于获取所述
待拼装口字件1与已拼装口字件2之间在轴线位置处的第一图像信息、所述待拼装口字件1的姿态信息、以及所述第一检测装置3与所述已拼装口字件2之间的距离。
24.所述第一检测装置包括双轴角度传感器、第一工业相机和第一激光测距仪;所述双轴角度传感器用于检测所述待拼装口字件的俯仰角和转动角;所述第一激光测距仪用于检测已拼装口字件到所述第一检测装置的距离;所述第一工业相机用于获取第一图像,如图2所示,其中方框即为第一工业相机的拍摄范围,所述第一图像中包括有所述待拼装口字件的轴线、所述已拼装口字件的轴线、所述待拼装口字件与已拼装口字件在轴线位置的缝隙、以及第一激光测距仪在所述已拼装口字件上形成的光斑(即图2中的圆圈)。
25.本实施方式中的第二检测装置4设置在所述待拼装口字件1的一侧,用于获取所述待拼装口字件1与已拼装口字件2之间在所述第二检测装置所在位置附近的第二图像信息、以及所述第二检测装置4与所述已拼装口字件1之间的距离。
26.所述第二检测装置包括第二工业相机和第二激光测距仪;所述第二激光测距仪用于检测已拼装口字件到所述第二检测装置的距离;所述第二工业相机用于获取第二图像,如图3所示,其中方框即为第二工业相机的拍摄范围,所述第二图像中包括所述待拼装口字件与已拼装口字件在所述第二检测装置所在位置附近的缝隙、以及第二激光测距仪在所述已拼装口字件上形成的光斑(即图3中的圆圈)。
27.本实施方式中的计算机分别与所述第一检测装置和第二检测装置相连,用于根据所述第一检测装置和第二检测装置检测到的信息得到所述待拼装口字件的位置。其中,计算机根据所述第一图像中的所述待拼装口字件的轴线和所述已拼装口字件的轴线得到所述待拼装口字件与所述已拼装口字件的轴线错开距离(即横向偏差),根据所述待拼装口字件与已拼装口字件在轴线位置的缝隙得到所述待拼装口字件与已拼装口字件之间的第一缝隙距离(即第一纵向偏差)。由于第一检测装置到待拼装口字件的高度已知,通过第一激光测距仪可以得到已拼装口字件到第一检测装置的距离,计算机通过两者之差可以得到待拼装口字件和已拼装口字件的第一高差。计算机根据所述第二图像中的所述待拼装口字件与已拼装口字件在所述第二检测装置所在位置附近的缝隙得到所述待拼装口字件与已拼装口字件之间的第二缝隙距离(即第二纵向偏差)。由于第二检测装置到待拼装口字件的高度已知,通过第二激光测距仪可以得到已拼装口字件到第二检测装置的距离,计算机通过两者之差可以得到待拼装口字件和已拼装口字件的第二高差。
28.在进行拼装时,通过本实施方式的口字件精调系统中第一检测装置中的双轴角度传感器用于检测所述待拼装口字件的俯仰角和转动角,安装工在拼装时,需要先将待拼装口字件的俯仰角和转动角都调整到0度的状态,此时可以确保待拼装口字件是平整的。然后通过第一检测装置中的第一激光测距仪得到已拼装口字件到所述第一检测装置的距离,通过第二检测装置中的第二激光测距仪得到已拼装口字件到所述第二检测装置的距离,再通过计算机可以计算得到待拼装口字件和已拼装口字件在轴线位置的高差和待拼装口字件和已拼装口字件在第二检测装置所在位置的高差,安装工可以根据这两个高差进行调整,使这两个高差都为0,此时待拼装口字件和已拼装口字件的高度在一个水平线上。最后通过第一工业相机获取第一图像,通过第二工业相机获取第二图像,由于第一图像中包括有所述待拼装口字件的轴线、所述已拼装口字件的轴线、所述待拼装口字件与已拼装口字件在轴线位置的缝隙,第二图像中包括所述待拼装口字件与已拼装口字件在所述第二检测装置
所在位置附近的缝隙,因此通过计算机可以得到所述待拼装口字件与所述已拼装口字件的轴线错开距离,即横向偏差,通过计算机可以得到所述待拼装口字件与已拼装口字件之间的第一缝隙距离(即第一纵向偏差),以及所述待拼装口字件与已拼装口字件之间的第二缝隙距离(即第二纵向偏差),安装工在拼装时可以令横向偏差为0,令第一纵向偏差和第二纵向偏差相等且为设置值时,此时准确完成口字件的拼装。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。