1.本发明涉及机械设备技术领域,尤其是涉及一种用于生产镜片湿巾的自动加工设备。
背景技术:
2.湿巾是近年代从一概念性产品成功转变为常规日用品的典型产品,通常使用湿强纸或无纺布作为原料,添加功能性液体使其浸透,并封装密封袋内而形成最终使用形态。由于其具有添加了功能性液体的特点,因此在普通润肤或消毒领域具有广泛的应用,如民航、酒店、餐馆、展会、商务接待、器具消毒、屏幕洁净等等。
3.镜片湿巾是用于擦拭眼镜片的消毒湿巾,镜片湿巾大部分是独立包装,为了让降低外包装用量,因此采用对湿巾进行对折一次的方式包装到由铝箔纸材料制成的袋子内。然而现有生产镜片湿巾的加工设备均需要人工进行辅助转移等操作,这样导致加工效率不理想,而且占地面积较大。
技术实现要素:
4.本发明要解决的技术问题是:为了解决现有生产镜片湿巾的加工设备均需要人工进行辅助转移等操作,从而导致加工效率不理想,而且占地面积较大的问题,本发明提供了一种用于生产镜片湿巾的自动加工设备,通过无纺布原料输送机、对折机构、灌液机构、湿巾裁切机构、铝箔纸供料机构和包装成型机构相互之间的配合能够实现镜片湿巾的自动加工。
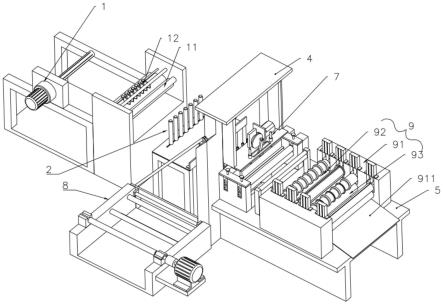
5.本发明提供一种用于生产镜片湿巾的自动加工设备,包括:无纺布原料输送机、对折机构、龙门架、机架、灌液机构、湿巾裁切机构、铝箔纸供料机构和包装成型机构,所述无纺布原料输送机上设有紧绷辊轴组以及若干个用于将无纺布进行分条切割的分条刀片,所述对折机构用于将无纺布布条进行对折,输送灌液机构用于对无纺布布条进行定量灌液,所述湿巾裁切机构用于将对折后的无纺布布条进行连续裁切形成镜片湿巾,所述铝箔纸供料机构用于输送用于包装镜片湿巾的铝箔纸,所述包装成型机构用于将镜片湿巾进行包装成型,所述无纺布原料输送机、对折机构、龙门架和机架沿一直线依次设置,所述灌液机构与湿巾裁切机构设置在龙门架上,所述铝箔纸供料机构位于对折机构的一侧,所述包装成型机构设置在机架的顶部;通过无纺布原料输送机将无纺布进行输送,在经过紧绷辊轴组时,分条刀片能够将无妨布分切成若干个无纺布条,通过对折机构能够将无纺布条进行对折,通过灌液机构能够对堆叠后的无纺布布条进行定量灌液,通过湿巾裁切机构能够将灌液后的无纺布布条裁切成一个个镜布湿巾,通过铝箔纸供料机构能够用于包装镜布湿巾的铝箔纸进行输送,通过包装成型机构能够将每个镜片湿巾包装成型。
6.在一些实施例中,所述对折机构包括对折支撑架、竖直引导辊轴和对折板,所述竖直引导辊轴设有若干个,所述对折板上设有若干个等间距设置且呈折线形的纵折槽,所有竖直引导辊轴呈等间距设置在对折支撑架的顶部,所述对折板呈竖直设置在对折支撑架
上;通过竖直引导辊轴将无纺布布条进行竖直状态进行引导,使得无纺布布条以竖直状态进入到纵折槽内,通过纵折槽的引导,无纺布布条经过后就完成了对折。
7.在一些实施例中,所述竖直引导辊轴的底部设有螺杆,所述螺杆上设有与其配合的锁紧螺帽,所述对折支撑架的顶部开设移动槽,所述竖直引导辊轴通过螺杆固定在移动槽内;竖直引导辊轴的位置能够调节,提高了灵活性。
8.在一些实施例中,所述灌液机构包括灌液供料机、下承载块、上合块和若干个灌液头,所述下承载块呈水平设置在龙门架的两个内侧壁上,所述上合块通过螺栓与下承载块固定连接,所述下承载块与上合块之间形成了若干个供对折后的无纺布布条通过的通道,所有灌液头等间距设置在上合块的顶部,且灌液头与通道连通,所述灌液供料机通过软管与灌液头连接;对折后的无纺布布条以水平状态进入到通道内,灌液供料机通过软管将消毒液通入到灌液头内,灌液头将消毒液通入到通道内,对折后的无纺布布条在输送过程中能够被消毒液浸湿完成灌液。
9.在一些实施例中,所述湿巾裁切机构包括横载板、裁切电机、主动伞齿、联动伞齿、联动杆和裁切刀片,所述横载板的顶部设有第一安装座、第二安装座、避让窗口和两个导向座,所述第一安装座和第二安装座呈垂直设置,所述第一安装座与避让窗口间隔设置,两个导向座对称设置在避让窗口的两侧,所述联动伞齿上设有连杆,所述裁切刀片的顶部设有铰接头和两个与导向座导向配合的导向杆,所述龙门架的内顶壁上设有两个对称设置立板,所述横载板呈水平设置在两个立板的底部,所述主动伞齿设置在裁切电机的输出端上,所述联动伞齿转动连接在第一安装座上,所述裁切电机呈水平设置在第二安装座上,所述主动伞齿设置在裁切电机的输出端上,且主动伞齿与联动伞齿啮合,所述联动杆的两端分别与连杆以及铰接头铰接;裁切电机驱动主动伞齿转动,主动伞齿带动联动伞齿转动,联动伞齿通过其上的连杆带动联动杆的一端绕联动伞齿的轴线转动,之后联动杆的另一端带动裁切刀片进行往复上下移动,裁切刀片下移时能够将无纺布布条的头端进行裁切而形成单独的镜片湿巾。
10.在一些实施例中,铝箔纸供料机构包括铝箔纸原料输送机、铝箔纸分切组件、第一辅助支架和第二辅助支架,所述铝箔纸分切组件用于将铝箔纸原料分切形成上铝箔纸以及下铝箔纸,所述第一辅助支架上设有用于对下铝箔纸以及无纺布布条进行辅助输送的辅助输送辊轴组,所述第二辅助支架上设有将上铝箔纸贴近下铝箔纸的导向辊轴组,所述铝箔纸原料输送机设置在龙门架的一侧,所述铝箔纸分切组件设置在龙门架上,所述第一辅助支架和第二辅助支架间隔设置在机架的顶部;铝箔纸原料输送机能够将铝箔纸原料进行放料输送,铝箔纸分切组件能够将铝箔纸原料分切成上铝箔纸和下铝箔纸,下铝箔纸能够通过辅助输送辊轴组进行辅助输送,且辅助输送辊轴组还能够辅助输送灌完液的无纺布布条,通过湿巾裁切机构裁切形成的镜片湿巾能够掉落到下铝箔纸上,上铝箔纸能够通过导向辊轴组贴近下铝箔纸,为铝箔纸袋单独成型作业做好准备。
11.在一些实施例中,所述铝箔纸分切组件包括初步引导斜杆、竖直引导杆、上斜引导杆、下斜引导杆、上水平引导杆、下水平引导杆和分切刀座,所述分切刀座上安装有分切刀头,所述初步引导斜杆设置在铝箔纸原料输送机和龙门架上,所述竖直引导杆设置在龙门架的侧壁上,所述上斜引导杆和下斜引导杆呈上下对称设置在龙门架的内顶壁和内底壁上,且上斜引导杆的头部和下斜引导杆的头部固定连接,所述上水平引导杆和下水平引导
杆呈上下对称设置在龙门架的内侧壁上,所述龙门架上设有立杆,所述分切刀座的尾部固定在立杆上,所述分切刀头位于上斜引导杆头端和下斜引导杆头端之间;由初步引导斜杆将铝箔纸原料引导形成倾斜状态,然后由竖直引导杆将倾斜状态的铝箔纸状态变为竖直状态,之后通过分切刀头将竖直状态的铝箔纸原料分切成上铝箔纸和下铝箔纸,上铝箔纸由上斜引导杆和上水平引导杆进行输送状态引导,下铝箔纸由下斜引导杆和下水平引导杆进行输送状态引导。
12.在一些实施例中,所述包装成型机构包括驱动系统、熨烫成型组件和裁切分离组件,所述驱动系统的尾端设有出料导向板,所述熨烫成型组件用于将上铝箔纸和下铝箔纸熨烫形成铝箔纸袋,所述裁切分离组件用于将铝箔纸袋进行裁切分离,所述驱动系统设置在机架的顶部,所述熨烫成型组件和裁切分离组件间隔设置在驱动系统上,且两者均驱动系统传动连接;驱动系统为熨烫成型组件和裁切分离组件提供动力,通过熨烫成型组件能够将上铝箔纸和下铝箔纸熨烫形成铝箔纸袋,通过裁切分离组件能够将铝箔纸袋裁切分离出来,分离出的铝箔纸袋能够掉落到出料导向板上。
13.在一些实施例中,所述熨烫成型组件包括第一底辊、第二底辊、第一熨烫辊和第二熨烫辊,所述第一熨烫辊上设有若干个等间距设置的熨烫抵压环,所述第二熨烫辊上设有若干沿其轴线等角度设置的熨烫横条,所述第一底辊与第二底辊间隔设置在驱动系统上,第一熨烫辊位于第一底辊的正上方,所述第二熨烫辊位于第二底辊的正上方,所述第一底辊、第二底辊、第一熨烫辊以及第二熨烫辊均与驱动系统传动连接;通过第一底辊和第一熨烫辊上的熨烫抵压环配合将上铝箔纸和下铝箔纸沿宽度方向进行间隔熨烫,从而形成多个铝箔纸包裹条,通过第二底辊与第二熨烫辊上的熨烫横条配合将多个铝箔纸包裹条熨烫形成一个个单独的铝箔纸袋,每个铝箔纸袋内均包裹一个镜片湿巾。
14.在一些实施例中,所述裁切分离组件包括第三底辊、第四底辊、第一裁切辊和第二裁切辊,所述第一裁切辊上设有若干个等间距设置的抵压圆环,相邻的两个抵压圆环之间设有裁切圆环刀片,所述第二裁切辊上设有两个沿其轴线等角度设置的横切刀片,所述第三底辊和第四底辊间隔设置在驱动系统上,第一裁切辊位于第三底辊的正上方,所述第二裁切辊位于第四底辊的正上方,所述第三底辊、第四底辊、第一裁切辊以及第二裁切辊均与驱动系统传动连接;通过第三底辊与第一裁切辊上的抵压圆环以及裁切圆环刀片配合对已经熨烫形成铝箔纸袋上铝箔纸和下铝箔纸进行分条裁切,分条的规格是两条铝箔纸袋条为一个整体,通过第四底辊和第二裁切辊的横切刀条再进一次裁切,使得铝箔纸袋以两个为一个整体进行分离开,当然可以根据生产实际需求将抵压圆环改成裁切圆环刀片,这样使得一条铝箔纸袋为一个整体,最后经过第二裁切辊的横切刀条再次裁切后形成单独一个铝箔纸袋。
15.本发明的有益效果在于:其一,本发明的一种用于生产镜片湿巾的自动加工设备,通过无纺布原料输送机将无纺布进行输送,在经过紧绷辊轴组时,分条刀片能够将无妨布分切成若干个无纺布条,通过对折机构能够将无纺布条进行对折,通过灌液机构能够对堆叠后的无纺布布条进行定量灌液,通过湿巾裁切机构能够将灌液后的无纺布布条裁切成一个个镜布湿巾,通过铝箔纸供料机构能够用于包装镜布湿巾的铝箔纸进行输送,通过包装成型机构能够将每个镜片湿巾包装成型,综上所述,本发明实现了镜片湿巾的自动加工,提高了加工效率,结构紧凑,
占地面积。
16.其二,本发明的一种用于生产镜片湿巾的自动加工设备,采用竖直引导辊轴和对折板上的纵折槽配合使得无纺布布条在输送过程中能够进行自动对折。
17.其三,本发明的一种用于生产镜片湿巾的自动加工设备,采用第一熨烫辊上的熨烫抵压环和第二熨烫辊上的熨烫横条能够将输送过程中上铝箔纸和下铝箔纸熨烫形成一个个单独的铝箔纸袋,每个铝箔纸袋内均包裹一个镜片湿巾。
18.其四,本发明的一种用于生产镜片湿巾的自动加工设备,采用第一裁切辊上的抵压圆环、裁切圆环刀片以及第二裁切辊的横切刀条进行裁切,使得已经熨烫成型的铝箔纸袋实现自动裁切分离而形成成品。
附图说明
19.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本发明的用于生产镜片湿巾的自动加工设备的立体结构示意图一,图2为本发明的用于生产镜片湿巾的自动加工设备的立体结构示意图二,图3为对折机构的立体结构示意图一,图4为对折机构的立体结构示意图,图5为本发明的用于生产镜片湿巾的自动加工设备的局部示意图一,图6为本发明的用于生产镜片湿巾的自动加工设备的局部示意图二,图7为灌液机构的结构示意图,图8为本发明的用于生产镜片湿巾的自动加工设备的局部示意图三,图9为本发明的用于生产镜片湿巾的自动加工设备的局部示意图四;附图标记:无纺布原料输送机1,紧绷辊轴组11,分条刀片12,对折机构2,对折支撑架21,移动槽211,竖直引导辊轴22,螺杆221,锁紧螺帽222,对折板23,纵折槽231,龙门架4,立板41,立杆42,机架5,灌液机构6,下承载块61,上合块62,灌液头63,通道64,湿巾裁切机构7,横载板71,第一安装座711,第二安装座712,避让窗口713,导向座714,裁切电机72,主动伞齿73,联动伞齿74,连杆741,联动杆75,裁切刀片76,铰接头761,导向杆762,铝箔纸供料机构8,铝箔纸原料输送机81,铝箔纸分切组件82,初步引导斜杆821,竖直引导杆822,上斜引导杆823,下斜引导杆824,上水平引导杆825,下水平引导杆826,分切刀座827,第一辅助支架83,辅助输送辊轴组831,第二辅助支架84,导向辊轴组841,包装成型机构9,驱动系统91,出料导向板911,熨烫成型组件92,第一底辊921,第二底辊922,第一熨烫辊923,熨烫抵压环9231,第二熨烫辊924,熨烫横条9241,裁切分离组件93,第三底辊931,第四底辊932,第一裁切辊933,抵压圆环9331,裁切圆环刀片9332,第二裁切辊934,横切刀片9341。
具体实施方式
21.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
22.在本实施方式中,如图1至图9所示,一种用于生产镜片湿巾的自动加工设备具备无纺布原料输送机1、对折机构2、龙门架4、机架5、灌液机构6、湿巾裁切机构7、铝箔纸供料机构8和包装成型机构9,无纺布原料输送机1上设有紧绷辊轴组11以及若干个用于将无纺布进行分条切割的分条刀片12,利用无纺布原料输送机1将无纺布原料进行输送,在输送过程中利用紧绷辊轴组11使得无纺布原料在输送时始终保持紧绷状态,通过所有分条刀片12能够将无纺布布条进行分条切割而形成若干个若干个无纺布布条。
23.对折机构2能够将无纺布布条进行对折,对折机构2具备对折支撑架21、竖直引导辊轴22和对折板23,竖直引导辊轴22设有若干个,竖直引导辊轴22的底部设有螺杆221,螺杆221上设有与其配合的锁紧螺帽222,竖直引导辊轴22能够利用螺杆221和锁紧螺帽222快速拆卸,为了使得竖直引导辊轴22还能够调节移动,因此在对折支撑架21的顶部开设了供螺杆221左右平移的移动槽211,对折板23上设有若干个等间距设置且呈折线形的纵折槽231,采用了纵折槽231将输送过程中的无纺布布条进行自动对折,对折后的无纺布布条的宽度满足了铝箔纸袋包裹的宽度。
24.灌液机构6能够将消毒液灌入到输送中且已经完成对折的无纺布布条上,灌液机构6具备灌液供料机、下承载块61、上合块62和若干个灌液头63,下承载块61与上合块62之间形成了若干个供对折后的无纺布布条通过的通道64,由灌液供料机输送灌液的原料,然后通过灌液头63灌入到所有通道64内,从而使得经过通过的无纺布布条均能够被定量灌液。
25.湿巾裁切机构7能够将无纺布布条头端处进行连续裁切,湿巾裁切机构7具备横载板71、裁切电机72、主动伞齿73、联动伞齿74、联动杆75和裁切刀片76,横载板71的顶部设有第一安装座711、第二安装座712、避让窗口713和两个导向座714,由裁切电机72提供动力驱动主动伞齿73转动,随后带动联动伞齿74以及联动杆75,联动杆75又带动裁切刀片76进行往复上下移动,这样使得裁切刀片76能够将无纺布布条的头端裁切下一定长度的无纺布布块,即完成镜片湿巾的成型。
26.铝箔纸供料机构8能够提供包裹镜片湿巾上铝箔纸和下铝箔纸,铝箔纸供料机构8具备铝箔纸原料输送机81、铝箔纸分切组件82、第一辅助支架83和第二辅助支架84,铝箔纸原料输送机81能够输送铝箔纸原料,然后由铝箔纸分切组件82对铝箔纸原料进行分切形成上铝箔纸和下铝箔纸,第一辅助支架83上设有辅助输送辊轴组831,由辅助输送辊轴组831来辅助输送下铝箔纸,而且还能够对灌液完成的无纺布布条进行辅助输送,第二辅助支架84上设有导向辊轴组841,导向辊轴组841能够能够将上铝箔纸导向贴近下铝箔纸。
27.铝箔纸分切组件82具备初步引导斜杆821、竖直引导杆822、上斜引导杆823、下斜引导杆824、上水平引导杆825、下水平引导杆826和分切刀座827,分切刀座827上安装有分切刀头,龙门架4上设有立杆42;由初步引导斜杆821和竖直引导杆822配合将由铝箔纸原料输送机81输送出的水平状态的铝箔纸原料进行竖直状态引导,这样能够避免铝箔纸原料发生褶皱,通过分切刀头将输送过程中的且为竖直状态的铝箔纸原料裁切一分为二形成上铝箔纸和下铝箔纸,由于上铝箔纸内侧面和下铝箔纸的内侧面在包裹镜片湿巾时是相对设置的,因此通过上斜引导杆823和上水平引导杆825将上铝箔纸引导成水平状态,且上铝箔纸的内侧面是朝下,通过下斜引导杆824和下水平引导杆826将下铝箔纸引导成水平状态,且下铝箔纸的内侧面是朝上。
28.包装成型机构9能够将每个镜片湿巾进行自动包装成型,包装成型机构9具备驱动系统91、熨烫成型组件92和裁切分离组件93,由驱动系统91提供驱动熨烫成型组件92和裁切分切组件的动力,驱动系统91的尾端设有出料导向板911,出料导向板911为出料提供导向。
29.熨烫成型组件92能够将上铝箔纸和下铝箔纸熨烫形成铝箔纸袋,熨烫成型组件92具备第一底辊921、第二底辊922、第一熨烫辊923和第二熨烫辊924,第一熨烫辊923上设有若干个等间距设置的熨烫抵压环9231,第二熨烫辊924上设有若干沿其轴线等角度设置的熨烫横条9241,利用第一熨烫辊923上的熨烫抵压环9231将输送过程中且呈贴合状态上铝箔纸和下铝箔纸进行沿宽度方向的间隔熨烫,之后就形成多个铝箔纸包裹条,随后再利用第二熨烫辊924上的熨烫横条9241将多个铝箔纸包裹条熨烫形成一个个单独的铝箔纸袋,当然每个铝箔纸袋内均包裹一个镜片湿巾。
30.裁切分离组件93能够将铝箔纸袋裁切分离出来,分离出的铝箔纸袋能够掉落到出料导向板911上,裁切分离组件93具备第三底辊931、第四底辊932、第一裁切辊933和第二裁切辊934,第一裁切辊933上设有若干个等间距设置的抵压圆环9331,相邻的两个抵压圆环9331之间设有裁切圆环刀片9332,第二裁切辊934上设有两个沿其轴线等角度设置的横切刀片9341,利用第一裁切辊933上的抵压圆环9331以及裁切圆环刀片9332配合对已经熨烫形成铝箔纸袋上铝箔纸和下铝箔纸进行分条裁切,分条的规格是两条铝箔纸袋条为一个整体,当然也可以将所有抵压圆环9331更换为裁切圆环刀片9332,这样使得没跳铝箔纸袋条为一个整体,利用第二裁切辊934的横切刀条再进一次裁切,使得铝箔纸袋分离开。
31.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。