1.本发明涉及一种塑料热裂解系统和方法。
背景技术:
2.高分子有机聚合物是指由许多相同的、简单的结构单元通过共价键重复连接而成的高分子量(通常可达104~106)有机化合物。按材料的性质和用途,可分为纤维、塑料、橡胶,以服装、商品包装、电器外壳、轮胎等形式出现在我们生活中各个角落。据统计,自1950年以来,人类共生产了83亿至90亿吨塑料,堆积起来相当于珠穆朗玛峰的4倍多。而其中只有9%的塑料垃圾被回收再利用,其他都落入垃圾填埋场或大自然中。同时全球的塑料制品年产量也从1950年代初的约200万吨暴增至2015年的3.22亿吨,产量远超过实际有效处理量。
3.作为高分子有机聚合物,塑料在自然条件下分解速度极为缓慢。当它进入垃圾填埋场,需要几百年才能降解;如果直接进行焚烧,将给环境造成严重的二次污染,即使在现代化的垃圾焚烧厂,也需严格控制反应温度,尽量减少二噁英生成,并收集飞灰进行固化填埋。其中聚氯乙烯(pvc)、氯化聚乙烯(cpe)等塑料中氯(cl)元素氧化燃烧条件下生成的氯苯是二噁英合成的关键。因此,在无氧条件下的热裂解技术越来越得到关注和发展。通过热裂解,可以将高聚物裂解成低分子物质,将氯(cl)元素以氯化氢(hcl)的形式脱除,并得到汽油、煤油、柴油馏分等产物,既实现了无害化处理,也可回收高附加值的产物。
4.《含油污塑料袋的连续式催化热解制油方法》(cn 109825326 a),以外热式回转窑作为热裂解反应器,物料在螺旋推进机的作用下缓慢推移并进行热裂解反应,物料在回转窑内停留时间要求不少于30min。热裂解气相产物在350℃~450℃的催化重整固定床内发生重整反应,并经冷凝后分离液态油品与气态挥发分尾气。a)螺旋推进机对固态物质有比较好的输送效果,而对液态物质的输送效果有限。而工艺要求物料停留时间不少于30min,在塑料受热后成液态后,很难控制物料移动与停留状态。特别是塑料热裂解后产生的炭黑、热解渣会粘附在螺旋推进机上,使推进机的输送效果变差,影响物料停留时间,最终导致热裂解反应程度降低,严重情况下甚至堵塞输送机。b)全工艺流程无脱氯净化处理。塑料热裂解过程会释放氯化氢(hcl)气体,热裂解气未经除尘、脱氯净化即进入催化重整固定床,必将堵塞床层分子筛以及影响催化剂寿命。此外,催化重整产物挥发性气体经冷凝管降至100℃以下,分离为液态油品与不凝气尾气。氯化氢(hcl)将溶于液态油品中,也有部分混杂在不凝气尾气中。既影响油品质量,而且焚烧不凝气尾气作为热源依旧有生成二噁英风险。
5.《废弃塑料热解内热式连续生产燃料油系统》(cn 105670676 a),以高温烟气走筒内侧、物料走筒外侧的形式改进回转窑热解反应器(通常为物料走筒内、热介质走筒外)。筒外设置的布料装置,将塑料在热熔反应釜形成的熔融液体均匀涂布在筒外壁上;筒外设置的弹力清扫装置,清扫粘附在筒外壁上的塑料热裂解炭黑。a)塑料热熔反应釜的反应温度难以控制。废弃塑料一般为高密度聚乙烯(hdpe)、聚丙烯(pe)、聚氯乙烯(pvc)、氯化聚乙烯(cpe)等的混杂物,前两者不含氯(cl)元素、后两者含有。混杂物的熔点不一,且含氯塑料脱
氯反应的温度区间也不一,如聚氯乙烯(pvc)一般在200℃即开始发生脱氯,产生氯化氢(hcl)气体,而氯化聚乙烯(cpe)在250℃以后才开始脱氯。该专利工艺要求需完全熔融液态,因此塑料在热熔反应釜内并非只有物理形态上的变化,实际也伴随部分塑料热裂解反应的发生。热裂解反应产生氯化氢(hcl)与焦炭固体,前者腐蚀设备、后者堵塞液态熔融塑料输送管路。b)热解反应器整体热裂解效率低。该专利中,塑料热裂解的热量传递方向为滚筒外壁至与筒壁接触的内侧塑料、内侧塑料向外侧的导热。筒外壁塑料薄层无扰动、返混等强化换热措施,因此被加热过程中内外侧升温有先后,则热裂解反应也有先后。即为实现一定热功率的热裂解强度,只能线性的放大滚筒长度或直径。而滚筒或回转窑等薄壳筒体类结构,受限于长径比(即轴向长度与直径的比值)指标的限制,单台设备难以放大处理能力,只能多台设备并联运行。c)内热式滚筒热解反应器的热裂解反应深度难以调节。调节塑料热裂解反应深度的主要工艺参数为反应温度与停留时间。液态塑料即使均匀涂布在筒体外表面,也较难控制其挂壁效果,即有部分液滴受重力作用而直接滴落,成为无效热解。此外即使弹力清扫装置可以在每个周期后将筒外壁清理干净,且之后塑料涂布厚薄均匀,但贴近筒壁侧温度高,率先热裂解形成的炭黑会成为薄层热阻,降低内外间传热效率,影响外侧塑料层的热裂解反应程度。
6.《一种以铁矿石球团为热载体的废塑料热解制油工艺》(cn 112608761a),针对回转窑换热效率低的问题,提出以铁矿石球团作为热载体与物料在热解反应器中直接混合,提高热裂解过程的换热效率。再以部分热解气灼烧钢球,清除表面粘附的炭黑,并提高铁矿石球团的蓄热。a)铁矿石并非理想的蓄热介质。铁矿石钢球质量大、密度高(约5t/m3),随回转窑筒体运行会撞击筒壁面,影响回转设备的转动平衡,并产生巨大噪音。特别是筒体处于热态500℃~600℃以上时,金属强度快速降低,铁矿石的撞击会严重影响筒体使用寿命。铁矿石钢球熔点较低,约900℃~1000℃,在回转窑2内与空气灼烧过程中极易发生融化,并相互粘结成大块,会在后续输送过程中有卡塞情况发生。铁矿石钢球非惰性材质,塑料热裂解过程释放的氯化氢(hcl)等酸蚀气体易与之反应,使得其使用寿命受限。铁矿石钢球热容低,约为0.46kj/(kg
×
℃),即单位质量带入热裂解反应转窑的热量有限。b)对热裂解气未做脱氯净化处理,影响油品产物品质。
7.综上,现有废弃塑料热裂解技术或专利主要存在的技术问题和难点如下:
8.a)热裂解反应器实际换热效率低,在行业通行的采用滚筒或回转窑等薄壳筒体类结构条件下,单台处理规模较难放大。
9.b)即使选用铁矿石钢球作为蓄热介质,但其物理化学特性并不能较好的适用于塑料热裂解工况。
10.c)塑料受热后液态化后,在热解反应器中较难控制其运动状态,以至于强化换热与调节停留时间的目标也较难实现。
11.d)塑料热裂解过程释放的氯化氢(hcl)未做脱除净化,部分溶入冷凝油品内影响品质,部分混入不凝气燃烧产生二噁英。
技术实现要素:
12.本发明为了解决现有技术中,
①
热裂解反应器受限于长径比而难以放大处理规模;
②
塑料热裂解不充分,生成的焦炭、炭黑会沾污换热面,降低反应器换热效率;
③
塑料热
裂解释放氯化氢(hcl)气体重新溶解于产品油,影响其品质;
④
蓄热介质的分散性低、热稳定性差、比热容小、耐用性弱的缺陷。本发明提供了一种塑料热裂解系统和方法。
13.采用本发明的系统和方法,
①
可实现完全稳定、清洁高效、能量回用、高资源回收率;
②
蓄热介质的表面粘附受热后液态化的塑料,使其在回转窑内的停留与运动变得可控;
③
经焚烧再生后的热载体高温返混入热解反应器,提高热解反应器换热效率、放大处理能力;
④
制得的燃料油粗产品产量高且品质较好。
14.本技术通过采用如下技术方案,解决上述技术问题。
15.本发明提供了一种塑料热裂解系统,其包括进料单元、热裂解单元、裂解气处理单元和热载体再生单元;其中,
16.所述进料单元包括塑料进料管和热载体进料管;
17.所述热裂解单元包括回转式热裂解反应器,所述回转式热裂解反应器设有进料口、回转窑、第一热载体出口和裂解气出口;所述第一热载体出口用于排出热裂解反应后的残渣和热载体的混合物;
18.所述裂解气处理单元包括喷淋冷却塔、油水分离罐和储油罐,所述喷淋冷却塔的液相出口与油水分离罐的入口相连,所述油水分离罐的油相出口与所述储油罐相连;
19.所述热载体再生单元包括焚烧炉,所述焚烧炉设有燃烧室和第一烟气出口,所述燃烧室的上部分别设有第二热载体进口和不凝气进口,所述燃烧室的底部设有第二热载体出口;
20.所述塑料进料管和所述热载体进料管均与所述回转式热裂解反应器的进料口连接,所述第一热载体出口与所述第二热载体进口连接,所述裂解气出口与所述喷淋冷却塔连接,所述喷淋冷却塔的不凝气出口与所述不凝气进口连接,所述第二热载体出口与所述热载体进料管连接。
21.本发明中,较佳地,所述进料单元还包括加料仓和粉碎机;所述加料仓的出料口与所述粉碎机的进料口连接,所述粉碎机的出口与所述塑料进料管连接。
22.其中,较佳地,所述加料仓设于所述粉碎机的上方。
23.其中,较佳地,所述塑料进料管的入口设有第一液压柱塞泵;塑料进料管的入口处设有液压柱塞泵,可以增加热裂解反应器的气密性,减少由进料单元漏入到热裂解反应器中的空气。
24.其中,较佳地,所述热载体进料管的入口设有第二液压柱塞泵。
25.本发明中,较佳地,所述热载体进料管设于所述塑料进料管的上方;粉碎后塑料的密度小于热载体的密度,在塑料上覆盖热载体,可保证塑料一进入窑内即可与热载体较好地混合。
26.本发明中,较佳地,所述回转式热裂解反应器的进料口设有窑头罩;所述塑料进料管的末端和所述热载体进料管的末端分别延伸至所述窑头罩覆盖的进料空间。
27.本发明中,所述回转窑的尾部可为本领域常规设计,较佳地,所述回转窑的尾部设有出料罩,所述第一热载体出口设于所述出料罩的底部,所述裂解气出口设于所述出料罩的顶部。
28.其中,较佳地,所述出料罩设有测压点和第一测温点。
29.本发明中,较佳地,所述回转窑的长度与直径的比例为(6~8):1,长度过大会影响
回转窑轴向结构的刚性。
30.本发明中,较佳地,所述回转窑的直径不超过3m,较佳地不超过2m,直径过大也会影响筒体径向结构的刚性。
31.本发明中,较佳地,所述第一热载体出口设有第一出料蛟龙。
32.其中,较佳地,所述第一出料蛟龙的入口设有第三液压柱塞泵。
33.本发明中,较佳地,所述喷淋冷却塔的上部设有喷淋器,用于喷出冷却吸收液。喷淋冷却塔以急冷的方式将裂解气冷凝,并且脱除氯化氢气体。
34.本发明中,较佳地,所述油水分离罐的水相出口还依次通过一喷淋循环水泵、第一阀门和闭式空冷换热器与所述喷淋冷却塔的液相入口连接,形成一喷淋液循环回路,所述喷淋液循环回路上设有第二测温点。
35.本发明中,较佳地,所述油水分离罐的油相出口与所述储油罐之间设有输油泵。
36.本发明中,较佳地,所述不凝气出口与所述不凝气进口之间依次设有第三测温点、第一鼓风机和第二阀门。
37.其中,较佳地,所述不凝气出口与所述不凝气进口之间的管路上还设有一排空管路,所述排空管路上设有第三阀门,所述排空管路设于所述第一鼓风机和所述第二阀门之间。
38.本发明中,较佳地,所述焚烧炉的下部设有燃烧器、热载体回流口和空气入口;更佳地,所述燃烧器设于所述热载体回流口的上方,所述热载体回流口设于所述空气入口的上方;更佳地,所述空气入口设有第二鼓风机。
39.本发明中,较佳地,所述热载体再生单元还包括气固分离器,所述气固分离器的顶部设有所述第一烟气出口,设于所述气固分离器的底部的固体出口与所述热载体回流口连接,形成一再生的热载体的回流通道;位于所述焚烧炉的顶部的气相出口与所述气固分离器的上部连接。
40.本发明中,所述焚烧炉可为本领域常规的焚烧炉,较佳地为循环流化床焚烧炉。
41.本发明中,较佳地,所述第二热载体出口设有第二出料蛟龙。
42.其中,较佳地,所述第二出料蛟龙的入口设有第四液压柱塞泵。
43.其中,较佳地,所述第二出料蛟龙和所述第二出料蛟龙与所述热载体进料管的连接管路的材质均为sus304不锈钢。
44.其中,较佳地,所述第二出料蛟龙以及所述第二出料蛟龙与所述热载体进料管的连接管路的壁厚为12mm。第二出料蛟龙以及第二出料蛟龙与热载体进料管的连接管路选用特定材质和壁厚是为了避免热载体灼烧后温度过高,引起设备安全问题。
45.本发明中,所述回转式热裂解反应器的外部设有加热层,所述第一烟气出口与所述加热层的烟气入口连接。
46.其中,较佳地,所述第一烟气出口与所述加热层的烟气入口之间设有第四测温点。
47.本发明中,较佳地,所述塑料热裂解系统还包括储油再利用单元,所述储油再利用单元的入口与所述储油罐连接,所述储油再利用单元的出口与燃烧器连接。
48.其中,所述储油再利用单元的出口与所述焚烧炉的燃烧器之间设有第四阀门。
49.本发明中,较佳地,所述塑料热裂解系统还包括烟气净化单元,所述烟气净化单元与所述加热层的烟气出口连接。
50.其中,较佳地,所述加热层的烟气出口与所述烟气净化单元之间设有第五测温点和第三鼓风机。
51.其中,较佳地,所述第一烟气出口与所述烟气净化单元连接,所述第一烟气出口与所述烟气净化单元之间设有第六测温点和第五阀门。
52.本发明还提供了一种塑料热裂解方法,其采用上述塑料热裂解系统进行,其包括如下步骤:
53.s1、将塑料和热载体通入热裂解反应器中进行热裂解反应,得到裂解气和固相混合物;
54.s2、将s1中所述裂解气通入所述喷淋冷却塔中进行冷却吸收,得到液相混合物和不凝气,将所述液相混合物进行油水分离,得到燃料油;
55.s3、将s1中所述的固相混合物和s2中所述的不凝气通入焚烧炉进行焚烧,得到烟气和再生的热载体;
56.s4、将s3中所述再生的热载体通入所述热载体进料管中。
57.s1中,所述塑料为本领域常规的塑料,较佳地为pp、pvc、ldpe和hdpe中的一种或多种;所述pp为聚丙烯,所述pvc为聚氯乙烯,所述ldpe为低密度聚乙烯,所述hdpe为高密度聚乙烯。
58.s1中,较佳地,所述热裂解反应前,将所述塑料进行粉碎,得到塑料薄片。
59.其中,较佳地,所述塑料薄片的长度和宽度均小于等于50mm。
60.s1中,较佳地,所述塑料与所述热载体的进料比为1:(3~5),更佳地为1:4。
61.其中,较佳地,所述塑料的进料量为2t/h。
62.其中,较佳地,所述热载体的进料量为8t/h。
63.s1中,较佳地,所述塑料和所述热载体在回转窑的停留时间为1h。
64.s1中,较佳地,所述热裂解反应的温度为400~600℃,更佳地,所述热裂解反应的温度为450~550℃;进一步更佳地,所述热裂解反应的温度分为升温加热段和深度裂解段,所述升温加热段的反应温度为450℃,所述深度裂解段的反应温度为550℃。所述升温加热段为进入回转窑的石英砂与常温塑料混合并迅速释放热量的反应段;所述深度裂解段为反应物料共同吸热并逐步升温至目标温度的反应段,所述升温加热段和所述深度裂解段是通过反应物重量的变化与加热时间的关系进行划分的。根据热解动力学分析,450~550℃为塑料热解的快速热解区,在此温度区间内塑料有比较高的热解速率。
65.s1中,所述回转窑的转速可为本领域常规的转速,较佳地为1~4r/min,更佳地为2r/min。2r/min的转速可以实现较好的混合、翻炒,使得热解效果较好;另外,塑料废弃物的产量受季节性影响波动较大,选用2r/min,增大或减小处理量都有较好的冗余量。
66.s1中,较佳地,所述回转式热裂解反应器的外部设有加热层;更佳地,所述加热层的热量由s3中所述的烟气提供;进一步更佳地,所述加热层的烟气入口的温度为750℃;所述加热层的烟气出口的温度为450℃。
67.s1中,较佳地,所述热载体为石英砂,所述石英砂包含sio2。
68.其中,较佳地,所述sio2的质量百分比大于等于90%,所述质量百分比为sio2的质量占石英砂总质量的百分比。石英砂的主要成分为sio2,sio2纯度≥90%,耐火温度1750~1800℃,石英砂作为蓄热介质的作用是使塑料在回转窑内尽可能快的达到快速热解区,并
在排出前维持稳定,防止局部超温造成的缩聚、碳化等;石英砂是控制与稳定热解反应温度的关键。
69.s1中,较佳地,所述热载体的进料温度为600℃,所述热载体的出料温度为550℃。
70.s1中,较佳地,所述回转式热裂解反应器的压力为50~100pa。控制热裂解反应器的压力是为了防止空气漏入热裂解反应器中,并减少热裂解反应器内部的气体外漏。
71.本发明中,所述热裂解反应在无空气条件下进行的,若在空气的氛围中,热载体表面会附着更多的炭黑和灰渣,将导致炭黑和灰渣在所述回转式热裂解反应器中难以烧净,或者导致已发生表面烧结的热载体内部的炭黑和灰渣难以烧净。
72.s2中,较佳地,所述冷却吸收的溶液为弱碱性溶液,更佳地为碳酸氢钠溶液或氨水;进一步更佳地,碳酸氢钠占所述碳酸氢钠溶液总质量的3%;进一步更佳地,氨占所述氨水溶液中总质量的2%。若裂解气处理单元没有吸收装置,热裂解反应产生的hcl会形成盐酸雾滴,对后续管路、设备发生腐蚀,因此在热裂解气中直接脱氯。
73.s2中,较佳地,所述喷淋冷却塔的温度为40℃。
74.s2中,较佳地,所述不凝气包括丙烷、乙烷、乙炔、甲烷、一氧化碳、二氧化碳、氢气、氮气和水蒸气中的一种或多种,所述不凝气的热值较高,约为50~60mj/m3。
75.s2中,经过热裂解反应后产生的裂解气在所述喷淋冷却塔中以急冷的形式冷凝下来,形成粗制燃料油,同时热裂解反应产生的hcl被溶液吸收。
76.s3中,较佳地,所述固相混合物包括热解残渣和热载体,较佳地,所述热解残渣包括20%的固定碳和50%的灰分,所述热解残渣的热值为7~8mj/kg。
77.本发明中,所述热解残渣和所述热载体通过焚烧进行分离,而采用振动筛无法分离出所述热载体和所述热解残渣。
78.s3中,较佳地,所述固相混合物的进料量为1.6t/h。
79.s3中,较佳地,所述焚烧炉的温度为大于等于850℃,更佳地为850~1100℃,进一步更佳地为900℃。
80.s3中,较佳地,所述固相混合物和所述不凝气的停留时间大于等于2s,更佳地为3s。
81.s3中,较佳地,所述焚烧炉的出口压力为负压,更佳地为-50~-100pa。
82.一较佳的实施例中,所述焚烧的炉渣灼减率小于等于5%,优选小于等于3%。
83.s3中,较佳地,将一部分所述烟气作为热源通入所述回转式热裂解反应器的加热层,经过换热后得到冷烟气,将其与另一部分所述烟气混合,通入烟气净化单元。
84.其中,较佳地,所述冷烟气的温度为350℃。
85.其中,较佳地,所述冷烟气的流量为7200nm3/h。
86.s4中,较佳地,在通入所述热载体进料管中之前,将所述再生的热载体进行空气吹脱。所述空气吹脱的作用一方面是将热载体表面炭黑进一步氧化脱除并吹脱粘附在热载体表面上的灰渣,另一方面是将热载体温度降至600℃以内,保障设备安全。
87.其中,较佳地,所述空气为压缩空气,更佳地,所述空气的压力为0.8mpa。
88.其中,较佳地,所述吹脱的气速为20m/s。
89.一较佳的实施例中,所述吹脱至所述再生的热载体的温度降至目标温度。
90.本发明中,将所述石英砂作为蓄热介质,其热容大(0.8kj/(kg
·
℃)),600℃高温
状态即返混入热裂解反应器与塑料直接混合,缩短进口段低温区,配合外热烟气提高设备整体换热效率;石英砂分散性好、比表面积大的特点,热熔成液态的塑料能够很好的附着在其表面,回转窑以倾角转动速度或配合内壁设置抄板,可较好的控制物料前进速度与停留时间;石英砂在窑内贴壁滑动、翻滚,对壁面清洁有非常好作用,防止塑料热解残渣在壁面结焦而导致的传热恶化;石英砂密度小(2.65t/m3)、熔点高(1750℃)、化学性质稳定(主要成分为硅酸盐sio2,对hcl等酸蚀气体的耐受性好)、尺寸均一性好的特点,在高温热裂解工况下有非常好的热稳定性。
91.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
92.本发明所用试剂和原料均市售可得。
93.本发明的积极进步效果在于:
94.1.本发明的塑料热裂解系统可广泛适用于纤维、塑料、橡胶等高分子有机聚合物无害化处置。该系统安全稳定,清洁高效,无害化程度高、资源回收率好。
95.2.本发明的塑料热裂解系统利用循环流化床焚烧热解残炭,吹脱烧除粘附在热载体表面的炭黑,提高热载体温度、补充其蓄热。
96.3.本发明的塑料热裂解方法中,使用热载体并配合外热烟气,从而提高设备整体换热效率;可较好的控制物料前进速度与停留时间;防止塑料热解残渣在壁面结焦而导致的传热恶化;在高温热裂解工况下有非常好的热稳定性。
97.4.本发明的塑料热裂解方法中,将热裂解气直接进行喷淋降温处理,分离为液态燃料油与不凝气,其中氯化氢被吸附,实现脱氯脱酸与除尘净化。由于燃料油与不凝气不含氯,在参与热载体灼烧脱炭过程中,不易二次产生二噁英,减少系统尾端烟气净化系统的工作压力,并且燃料油品质好,再回收价值高。
98.5.本发明的塑料热裂解系统及其方法中,热裂解反应器热源来自于
①
热解残炭焚烧;
②
全部不凝气焚烧;
③
部分燃料油补燃,是由系统产物及副产物提供,既实现了自供热,也减少了灰渣等废弃物产量。
附图说明
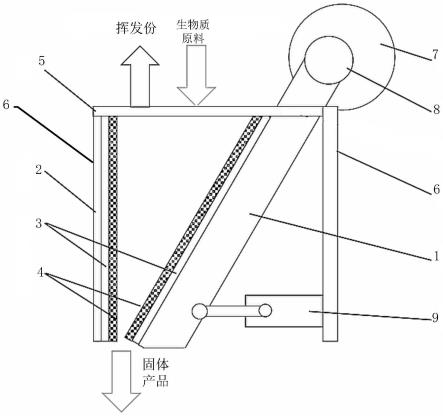
99.图1为本技术实施例1的塑料热裂解系统示意图。
100.附图标记:
101.101-塑料进料管;102-热载体进料管;103-加料仓;104-粉碎机;105-第一液压柱塞泵;106-第二液压柱塞泵;
102.201-回转式热裂解反应器;201a-回转式热裂解反应器的进料口;201b-窑头罩;201c-回转窑;201d-出料罩;201e-裂解气出口;201f-第一热载体出口;202-第一出料蛟龙;203-第一测温点;204-测压点;205-第三液压柱塞泵;206-加热层;
103.301-喷淋冷却塔;301a-喷淋器;302-油水分离罐;303-不凝气出口;304-喷淋循环水泵;305-闭式空冷换热器;306-第二测温点;307-第三测温点;308-第一鼓风机;309-输油泵;310-储油罐;
104.401-焚烧炉;401a-燃烧室;401b-气相出口;402-气固分离器;403-燃烧器;404-第二出料蛟龙;405-第四液压柱塞泵;406-第二鼓风机;407-不凝气进口;408-第二热载体进
口;409-第二热载体出口;410-热载体回流口;411-空气入口;412-第一烟气出口;413-第三鼓风机;
105.5-储油再利用单元;
106.6-烟气净化单元;
107.v1-第一阀门;v2-第二阀门;v3-第三阀门;v4-第四阀门;第五阀门v5。
具体实施方式
108.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
109.实施例1
110.图1为本实施例的塑料热裂解系统,包括进料单元、热裂解单元、裂解气处理单元和热载体再生单元。塑料进料管101和热载体进料管102均与回转式热裂解反应器201的进料口201a连接,第一热载体出口201f与第二热载体进口408连接,裂解气出口201e与喷淋冷却塔301连接,喷淋冷却塔301的不凝气出口303与不凝气进口407连接,第二热载体出口409与热载体进料管102连接。
111.进料单元包括塑料进料管101、热载体进料管102、加料仓103和粉碎机104;加料仓103的出料口与粉碎机104的进料口连接,粉碎机104的出料口与塑料进料管101连接;加料仓103设于粉碎机104的上方;塑料进料管101的入口设有第一液压柱塞泵105;热载体进料管102的入口设有第二液压柱塞泵106,热载体进料管102设于塑料进料管101的上方。
112.热裂解单元包括回转式热裂解反应器201,回转式热裂解反应器201设有进料口201a、回转窑201c、第一热载体出口201f和裂解气出口201e,第一热载体出口201f用于排出热裂解反应后的残渣和热载体的混合物;回转式热裂解反应器201的进料口201a设有窑头罩201b;塑料进料管101的末端和热载体进料管102的末端分别延伸至窑头罩201b覆盖的进料空间;回转窑201c的尾部设有出料罩201d,第一热载体出口201f设于出料罩201d的底部,裂解气出口201e设于出料罩201d的顶部;出料罩201d设有测压点204和第一测温点203;回转窑201c的长度与直径的比例为(6~8):1;回转窑201c的直径不超过2m;第一热载体出口201f设有第一出料蛟龙202;第一出料蛟龙202的入口设有第三液压柱塞泵205。
113.裂解气处理单元包括喷淋冷却塔301、油水分离罐302和储油罐310,喷淋冷却塔301的液相出口与油水分离罐302的入口相连,油水分离罐302的油相出口与储油罐310相连;喷淋冷却塔301的上部设有喷淋器301a,用于喷出冷却吸收液;油水分离罐302的水相出口还依次通过喷淋循环水泵304、第一阀门v1和闭式空冷换热器305与喷淋冷却塔301的液相入口连接,形成喷淋液循环回路,喷淋液循环回路上设有第二测温点306;油水分离罐302的油相出口与储油罐310之间设有输油泵309;不凝气出口303与不凝气进口407之间依次设有第三测温点307、第一鼓风机308和第二阀门v2;不凝气出口303与不凝气进口407之间的管路上还设有一排空管路,排空管路上设有第三阀门v3,排空管路设于第一鼓风机308和第二阀门v2之间。
114.热载体再生单元包括焚烧炉401和气固分离器402,焚烧炉401设有燃烧室401a,燃烧室401a的上部分别设有第二热载体进口408和不凝气进口407,燃烧室401a的底部设有第
二热载体出口409;焚烧炉401的下部设有燃烧器403、热载体回流口410和空气入口411;焚烧炉401为循环流化床焚烧炉;燃烧器403设于热载体回流口410的上方,热载体回流口410设于空气入口411的上方;空气入口411设有第二鼓风机406;气固分离器402的顶部设有第一烟气出口412,设于气固分离器402的底部的固体出口与热载体回流口410连接,形成再生的热载体的回流通道;位于焚烧炉401的顶部的气相出口401b与气固分离器402的上部连接;第二热载体出口409设有第二出料蛟龙404;第二出料蛟龙404的入口设有第四液压柱塞泵405;第二出料蛟龙404以及第二出料蛟龙404与热载体进料管102的连接管路的材质均为sus304不锈钢;第二出料蛟龙404以及第二出料蛟龙404与所述热载体进料管102的连接管路的壁厚为12mm。
115.回转式热裂解反应器201的外部设有加热层206,第一烟气出口412与加热层206的烟气入口连接;第一烟气出口412与加热层206的烟气入口之间设有第四测温点407;
116.塑料热裂解系统还包括储油再利用单元5和烟气净化单元6,储油再利用单元5的入口与储油罐310连接,储油再利用单元5的出口与焚烧炉401的燃烧器403连接;储油再利用单元5的出口与焚烧炉401的燃烧器403之间设有第四阀门v4;烟气净化单元6与加热层206的烟气出口连接;加热层206的烟气出口与烟气净化单元6之间设有第五测温点409和第三鼓风机413;第一烟气出口412与烟气净化单元6连接,第一烟气出口412与烟气净化单元6之间设有第六测温点409和第五阀门v5。
117.实施例2
118.本实施例采用实施例1的塑料热裂解系统进行塑料热裂解方法,包括如下步骤:
119.s1、使用辊式粉碎机将塑料进行粉碎,得到长度和宽度均小于等于50mm的塑料薄片;设定第一液压柱塞泵105的电机频率为40hz,控制塑料薄片的进料量为2t/h,设定第二液压柱塞泵106的电机频率为42hz,调节600℃返混的热态石英砂流量为8t/h,满足回转窑201c内外换热比例近似为1:1,且回转窑201c尾部的排渣温度大于400℃,石英砂中sio2的质量百分比大于等于90%。按照质量比为1:4将塑料和热载体通入热裂解反应器中进行热裂解反应,热裂解反应的温度分为450℃的升温加热段和550℃的深度裂解段,回转窑201c的转速为2r/min,塑料和热载体在回转窑的停留时间为1h,得到裂解气和固相混合物;回转式热裂解反应器201的外部设有加热层206;加热层206的热量由烟气提供;加热层206的烟气入口的温度为750℃,加热层206的烟气出口的温度为450℃;石英砂的进料温度为600℃,石英砂的出料温度为550℃;回转式热裂解反应器201的压力为50~100pa。
120.s2、将s1中的裂解气通入温度为40℃的喷淋冷却塔中进行冷却吸收,冷却吸收的溶液2wt%的氨水溶液,得到液相混合物和不凝气,不凝气包括丙烷、乙烷、乙炔、甲烷、一氧化碳、二氧化碳、氢气、氮气和水蒸气,不凝气的热值较高,约为50~60mj/m3,经过热裂解反应后产生的裂解气在所述喷淋冷却塔中以急冷的形式冷凝下来,形成粗制燃料油,同时热裂解反应产生的hcl被溶液吸收;再将液相混合物进行油水分离,得到燃料油;
121.s3、将s1中的固相混合物和s2中的不凝气通入焚烧炉进行焚烧,得到烟气和再生的热载体;不凝气由45hz的第二鼓风机送入焚烧炉中;设定第三液压柱塞泵205的电机频率为42hz,固相混合物的输送量约为1.6t/h;固相混合物包括热解残渣和热载体,热解残渣包括20%的固定碳和50%的灰分,其热值为7~8mj/kg,焚烧炉的温度为900℃,固相混合物和不凝气的停留时间为3s,焚烧炉的出口压力为-50~-100pa,焚烧的炉渣灼减率小于等于
3%。将一部分所述烟气作为热源通入回转式热裂解反应器201的加热层206,经过换热后得到温度为350℃的冷烟气,将其与另一部分所述烟气混合,通入烟气净化单元6,由38hz的第三鼓风机413控制冷烟气的流量为7200nm3/h。
122.s4、将所述再生的热载体进行0.8mpa的压缩空气吹脱,吹脱的气速为20m/s,吹脱至所述再生的热载体的温度降至目标温度,再将s3中所述再生的热载体通入所述热载体进料管中。
123.效果实施例1
124.将本技术实施例1的塑料热裂解系统和实施例2的塑料热解方法用于餐厨垃圾处理厂的处理塑料废弃物过程中,塑料废弃物主要成分为高密度聚乙烯(hdpe)、聚丙烯(pe)、聚氯乙烯(pvc)的近等比例混合,为到厂垃圾滚筒筛选及风选后的食品包装袋、塑料餐具等废弃物,处理量约在50~70t/d之间。使用本技术的系统和方法后,固体废物减容率98%以上,几乎节省全部焚烧处理费用;生产的粗制燃料油对外出售价格约2000元/t;另外还充分利用了排烟余热为厂内餐厨湿垃圾厌氧发酵保温和沼渣干燥工艺提供热量,节省了该厂的燃料动力费用,极大提高了经济效益。
125.采用本技术的塑料热裂解系统和方法,1t塑料可生产至少700kg粗制裂解油;其中,挥发分析出率达到90%以上。在相同原料的条件下,相比于传统间壁式塑料热解炉技术,本技术的燃料油产量提高至少15%以上。
126.以常规燃烧天然气做热解热源的系统为例,不使用本技术的系统,每处理1吨原料消耗天然气约60m3,以每方3.5元计,燃料成本为210元/t。
127.本技术的塑料热裂解系统和方法可以实现热自洽、无需外界补充热量,且高效生产粗制裂解油外售。每吨原料可生产至少700kg粗制裂解油(具体产量也与原料的组成有关)。粗制裂解油,一部分厂内自用做燃料,一部分外售,价格约为2000元/t。
128.与现有技术相比,在燃料成本方面可节省210元/t,而在裂解油产量方面每提高1%效率,将增加收益约20元。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。