一种应用于口腔医学领域的高性能dlp-3d打印材料制备方法
技术领域
1.本发明涉及光敏树脂领域,具体为一种应用于口腔医学领域的高性能dlp-3d打印材料制备方法。
背景技术:
2.dlp-3d打印,其中dlp为数字光处理(digital light processing),dlp技术主要是通过投影仪来逐层固化光敏聚合物液体,从而创建出3d打印对象的一种快速成型技术,这种成型技术首先利用切片软件把模型切薄片,投影机播放幻灯片,每一层图像在树脂层很薄的区域产生光聚合反应固化,形成零件的一个薄层,然后成型台移动一层,投影机继续播放下一张幻灯片,继续加工下一层,如此循环,直达打印结束,所以不但成型精度高,而且打印速度也非常快。
3.dlp-3d打印在牙科医疗领域也有较多应用,如数字牙科是指借助计算机技术和数字设备辅助诊断,设计、治疗、信息追溯。口腔修复体的设计与制作目前在临床上仍以手工为主,设计效率低。数字化的技术不仅解决了手工作业繁琐的程序,更消除了手工剑魔精确度及效率低下的瓶颈。通过三维扫描、cad/cam设计,牙科实验室可以准确、快速、高效地设计牙冠、牙桥、石膏模型和种植导板、矫正器等,将设计的数据通过3d打印技术直接制造出可铸造树脂模型,实现整个过程的数字化,3d打印技术的应用,进一步简化了制造环节的工序,大大缩短了口腔修复的周期。
4.但dlp-3d打印同样存在局限性,由于设备小型化,所以较难生产大规格的产品,为了提高生产的效率,无非是在从材料生成到制作的流程中找到可以加速的步骤,而在实践中我们发现,传统的光敏树脂在制备后需要静置除泡,静置除泡的时间较长,为此我们提出了一种可以合理缩减光敏树脂制备过程中静置除泡的方法。
技术实现要素:
5.本发明的目的在于提供一种应用于口腔医学领域的高性能dlp-3d打印材料制备方法,用于解决上述问题。
6.因此,本发明给出了一种应用于口腔医学领域的高性能dlp-3d打印材料制备方法,
7.第一步,将原料混合,并向其中加入增韧剂3-5份重;
8.第二步,在将第一步加入增韧剂的原料在水浴条件下进行预热搅拌,
9.第三步,将第二步预热搅拌后的混合物在水浴条件下进行升温搅拌;
10.第四步,将第三步混合反应后的光敏树脂在离心机中进行机械除泡;
11.第五步,将第四步得到的光敏树脂液体在高频振动器中进行振动,并同时进行加温;
12.第六步,将第五步得到的光敏树脂液体在离心机中进行二次除泡。
13.更进一步的:所述第一步中原料为,聚氨酯齐聚物50-60份重;活性稀释剂20-30份
重,光引发剂2-3份重,光敏剂2-3份重,除泡剂1-2份重。
14.更进一步的:所述第二步中水浴加热温度为25-30
°
。
15.更进一步的:所述第三步中水浴加热温度为45-50
°
;
16.更进一步的:所述第五步中加温温度为25-30
°
。
17.更进一步的:所述离心机转速为4000r/min。
18.更进一步的:所述第一步中原料为,聚氨酯齐聚物50份重;活性稀释剂20份重,光引发剂2份重,光敏剂2份重,除泡剂1份重,并在原料中加入3份重增韧剂。
19.更进一步的:聚氨酯齐聚物60份重;活性稀释剂30份重,光引发剂3份重,光敏剂 3份重,除泡剂2份重,并在原料中加入5份重增韧剂。
20.本发明对比现有技术存在的有益效果:
21.(1)本发明通过四到六步的设置,可以有效的缩短静置除泡的时间,通过第四步可以消除树脂液中大步分的气泡,通过第五步可以将液体中难以消除的小气泡放大,并推动其向外排出,再通过第六步进一步的排出气泡,同时分段加热混合,可以有效的减小混合导致的气泡生成。
22.(2)本防通过设置增韧剂,可以增加光敏材料的韧性,光敏树脂在打印成型后的材料韧性较差,防止牙医口腔模具,例如石膏模型等受到外力损毁。
具体实施方式
23.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一步分实施例,而不是全步的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例1
25.一种应用于口腔医学领域的高性能dlp-3d打印材料制备方法,
26.第一步,将原料混合,并向其中加入增韧剂3-5份重;
27.第二步,在将第一步加入增韧剂的原料在水浴条件下进行预热搅拌,
28.第三步,将第二步预热搅拌后的混合物在水浴条件下进行升温搅拌;
29.第四步,将第三步混合反应后的光敏树脂在离心机中进行机械除泡;
30.第五步,将第四步得到的光敏树脂液体在高频振动器中进行振动,并同时进行加温;
31.第六步,将第五步得到的光敏树脂液体在离心机中进行二次除泡。
32.更进一步的:所述第一步中原料为,聚氨酯齐聚物50-60份重;活性稀释剂20-30份重,光引发剂2-3份重,光敏剂2-3份重,除泡剂1-2份重。
33.所述第二步中水浴加热温度为25-30
°
。
34.所述第三步中水浴加热温度为45-50
°
;
35.所述第五步中加温温度为25-30
°
。
36.所述离心机转速为4000r/min。
37.所述第一步中原料为,聚氨酯齐聚物50份重;活性稀释剂20份重,光引发剂2份重,光敏剂2份重,除泡剂1份重,并在原料中加入3份重增韧剂。
38.实施例2
39.一种应用于口腔医学领域的高性能dlp-3d打印材料制备方法,
40.第一步,将原料混合,并向其中加入增韧剂3-5份重;
41.第二步,在将第一步加入增韧剂的原料在水浴条件下进行预热搅拌,
42.第三步,将第二步预热搅拌后的混合物在水浴条件下进行升温搅拌;
43.第四步,将第三步混合反应后的光敏树脂在离心机中进行机械除泡;
44.第五步,将第四步得到的光敏树脂液体在高频振动器中进行振动,并同时进行加温;
45.第六步,将第五步得到的光敏树脂液体在离心机中进行二次除泡。
46.更进一步的:所述第一步中原料为,聚氨酯齐聚物50-60份重;活性稀释剂20-30份重,光引发剂2-3份重,光敏剂2-3份重,除泡剂1-2份重。
47.所述第二步中水浴加热温度为25-30
°
。
48.所述第三步中水浴加热温度为45-50
°
;
49.所述第五步中加温温度为25-30
°
。
50.所述离心机转速为4000r/min。
51.聚氨酯齐聚物60份重;活性稀释剂30份重,光引发剂3份重,光敏剂3份重,除泡剂2份重,并在原料中加入5份重增韧剂。
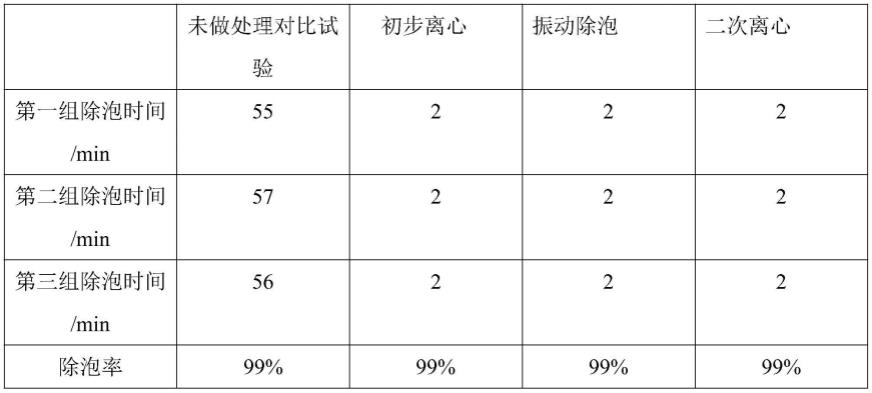
52.其中需要注意的是,第四步离心时间为1-2min,第五步机械振动时间为2-3min,第六步离心时间为1-2min。
53.原先未做处理的静置时间为30min-60min。本发明通过上述的方式可以将除泡时间缩短在10min内(包括材料转运的时间)。
54.除泡效率参照试验
[0055][0056]
以上内容是结合具体实施方式对本发明作进一步详细说明,不能认定本发明具体实施只局限于这些说明,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明的构思的前提下,还可以作出若干简单的推演或替换,都应当视为属于本发明所提交的权利要求书确定的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。