1.本技术涉及检测领域,尤其涉及一种冲压片料检测机构。
背景技术:
2.随着社会的发展,对半导体芯片的需求日益剧增,而冲压片料作为芯片的重要部件之间,同样也需要有较高的产量才能跟上,冲压片料生产出来后需要进行检测其这两是否合格,现有技术种的检测方式通过人工挨个检测,该检测效率低下难以适应市场的需求,因此急需一种能够替换人工检测的冲压片料检测设备。
3.申请内容
4.一、要解决的技术问题
5.本技术的目的是针对现有技术所存在的上述问题,特提供一种冲压片料检测机构,解决冲压片料只能通过人工检测的问题
6.二、技术方案
7.为解决上述技术问题,本技术提供一种冲压片料检测机构,包括:
8.传送装置、检测装置和收纳装置;传送装置将冲压片料从上游生产线运送至收纳装置进行收纳;检测装置对被在传送装置运输过程中的冲压片料进行质量检测。通过传送装置将冲压片料传送至收纳装置,在传送过程中由检测装置进行检测的设计,可以有效的替换人工检测,极大的提高了检测效率。
9.其中,冷检测装置包括数据分析系统和数据采集系统;数据采集系统与数据分析系统电连接,数据采集系统用于对冲压片料进行数据采集,并将所采集的数据传送至数据分析系统;数据分析系统用于对数据采集系统所上传的数据进行分析,判断该冲压片料是否合格。通过数据采集系统自动采集数据并将数据上传至数据分析系统进行自动分析的设计,可以实现自动化检测判断冲压片料是否合格,提高了冲压片料的检测效率。
10.其中,数据采集系统包括视觉接收器和光源发射器;视觉接收器和光源发射器对角设置。通过光源发射器对视觉接收器进行光源补充的设计,可以使视觉接收器采集到更加准确的数据。
11.其中,传送装置包括第一传送段、第二传动段和第三传送段;第一传送段和第二传动段之间间隔设置,且间隔距离小于冲压片料传送方向的长度;第二传动段和第三传送段之间间隔设置,且间隔距离小于冲压片料传送方向的长度。第一传送段、第二传动段和第三传送段各个传送段之间的间距小于冲压片料长度的设置可以有效的避免冲压片料在传送过程中从各个传送段之间的间隙掉落。
12.其中,第一传送段和所述第二传动段之间和/或所述第二传动段和所述第三传送段设有数据采集系统。通过在传送段之间设置数据采集系统的设计,可以是冲压片料在传送过程中就完成数据的采集,提高了数据采集的效率。
13.其中,收纳装置包括次品收集部、成品收集部、成次品控制部和导向通道;导向通道与次品收集部和成品收集部联通;成次品控制部安装于导向通道上,且成次品控制部用
于控制检测后的冲压片料的走向。通过次品收集部和成品收集部的设计,可以使冲压片料在完成检测后自动分类。
14.其中,收纳装置还包括导向块,导向块安装于导向通道的入口前端。在导向块的作用下可以将平放的冲压片料垂直插入导向通道内,利用冲压片料自身的重力完成初步排版,提高冲压片料的收纳效率。
15.其中,次品收集部和成品收集部结构相同,均包括收集块、收集气缸和收集平台;收集块固定于收集气缸上;收集块在收集气缸的推动下能够将检测后的冲压片料推入收集平台内。通过收集气缸推动收集块将冲压片料推入收集平台的设计,可以实现自动化收集,提高冲压片料收纳归类效率。
16.其中,导向通道底部设有两出料口,出料口分别对应次品收集部和成品收集部。通过在导向通道底部设置出料口的设计,可以使冲压片料在自身的重力的作用下进入收集部或成品收集部,经一不提高冲压片料纳归类效率。
附图说明
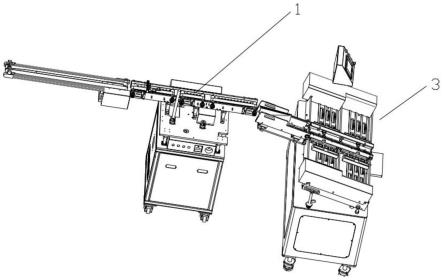
17.图1为本技术的整体结构图;
18.图2为本技术传送装置结构图;
19.图3为本技术收纳装置结构图;
20.图4为本技术收纳装置左视图;
21.图5为本技术收纳装置俯视图;
22.图6为本技术收纳装置俯局部放大图a;
23.图7为本技术收纳装置俯局部放大图b;
24.图中:1为传送装置;3为收纳装置;11为第一传送段;12为第二传动段;13为第三传送段;21为相机;22为照明灯;31为次品收集部;32为成品收集部;33为成次品控制部;34为导向通道;35为导向块;301为收集块;302为收集气缸;303为收集平台;331为控制块;332为控制气缸。
具体实施方式
25.下面结合附图和实施例,对本技术的具体实施方式作进一步详细描述。以下实施例用于说明本技术,但不能用来限制本技术的范围。
26.实施例一:
27.本实施例的冲压片料检测机构的结构如图1至7所示包括:
28.传送装置1、检测装置2和收纳装置3;传送装置1安装在收纳装置3的前端,检测装置2安装在传送装置1上,传送装置1将冲压片料传送至收纳装置3的过程中检测装置2就会对该冲压片料完成检测,并将检测结果反馈至收纳装置3,收纳装置3会根据反馈结果将冲压片料分类存放,一般分为次品和正品两类。
29.检测装置包括数据分析系统和数据采集系统,数据采集系统与数据分析系统电连接,数据采集系统用于对冲压片料进行数据采集,并将所采集的数据传送至数据分析系统;数据分析系统预先储存有合格冲压片料的数据,数据分析系统在收到数据采集系统上传的数据后会对两种数据进行比对,通过数据差异判断被检测的引线插脚是否合格,并将检测
结果传至收纳装置3。
30.传送装置1包括第一传送段11、第二传动段12和第三传送段13;第一传送段11和第二传动段12之间间隔设置,且间隔距离小于冲压片料传送方向的长度,既第一传送段11和第二传动段12之间的距离小于冲压片料的长度,这样冲压片料从第一传送段11移动至第二传动段12时不会从第一传送段11和第二传动段12之间的间隙内掉落,同时还可以保证冲压片料从第一传送段11过度到第二传动段12的过程中第一传送段11和第二传动段12之间有一个传动力的交接保证传送的顺利。第二传动段12和第三传送段13之间同上设置,此处不做重复累述。
31.第一传送段11和第二传动段12之间及第二传动段12和第三传送段13之间都设置有一个数据采集系统,数据采集系统包括视觉接收器和光源发射器,视觉接收器既相机21,对经过的冲压片料进行拍摄,并将所拍摄的图像传至数据分析系统,光源发射器既照明灯22,为相机21提供光线补充,使相机21能拍摄到更清晰的照片。
32.第一传送段11和第二传动段12之间的数据采集系统,上方设置相机21,下方设置照明灯22,负责拍摄冲压片料的正面图像。
33.第二传动段12和第三传送段13之间数据采集系统,上方设置照明灯22,下方设置相机21,负责拍摄冲压片料的背面图像。
34.第一传送段11和第二传动段12之间及第二传动段12和第三传送段13之间都设置有一块透明的挡板,挡板的作用可以有效的避免冲压片料从之间的间隙掉落,并且透明材料还不会影响光线的传播。
35.收纳装置3包括次品收集部31、成品收集部32、成次品控制部33和导向通道34;
36.导向通道34由第一端至第二端倾斜向下设置,冲压片料从导向通道34第一端进入后会在重力的作用下向第二端滑动;
37.导向通道3与次品收集部31和成品收集部32联通,冲压片料在导向通道34内滑动的过程中会进入次品收集部31或成品收集部32
38.成次品控制部33安装于导向通道34上并且与数据分析系统电连接,根据数据分析系统发送的数据,成次品控制部33能够将不同检测结果的冲压片料引导进入次品收集部31或成品收集部32。
39.次品收集部31和成品收集部32结构相同,均包括收集块301、收集气缸302和收集平台303;收集块301固定于收集气缸302上;收集块301在收集气缸302的推动下能够将检测后的冲压片料推入收集平台303内。
40.次品收集部31和成品收集部32安装在导向通道34底部,按照导向通道34的倾斜方向,次品收集部31安装在在成品收集部32之前;成次品控制部33位于次品收集部31和成品收集部32之间,用于控制冲压片料是否向成品收集部32滑动
41.导向通道34底部设置有两个出料口,两个出料口分别对应次品收集部31和成品收集部32,初始状态下两个出料口分别被对应的收集块301抵住;在工作状态下收集气缸302可以驱动收集块301向一侧移动,使导向通道34内的冲压片料掉落至收集块301的一侧,此时收集气缸302反向推动收集块301复位的同时就会将冲压片料推入收集平台303内完成收集分类。
42.成次品控制部33包括控制块331和控制气缸332,控制块331安装于控制气缸332
上,控制气缸332可以推动控制块331进入导向通道34内,使控制块331阻断冲压片料向成品收集部32方向滑动。
43.本技术冲压片料检测机构的具体工作过程为:
44.s1:冲压片料从上游生产线进入第一传送段11;
45.s2:第一传送段11将冲压片料传送至第二传动段12,冲压片料从第一传送段11过度至第二传动段12时,由第一传送段11和第二传动段12之间的相机21对冲压片料的正面进行拍照,并将拍照所采集的数据上传至数据分析系统,由数据分析系统分析冲压片料的正面是否合格;
46.s3:第二传动段12将冲压片料传送至第三传送段13,冲压片料从第二传动段12过度至第三传送段13时,由第二传动段12和第三传送段13之间的相机21对冲压片料的背面进行拍照,并将拍照所采集的数据上传至数据分析系统,由数据分析系统分析冲压片料的背面是否合格;
47.s4:数据分析系统根据两次所采集的数据进行分析,若两次数据均为合格,则判定该冲压片料为合格产品;若其中一个数据为不合格,则判定该定该冲压片料为不合格产品;
48.s5:当冲压片料为不合格品时,既为次品,数据分析系统向控制气缸332发送信号,由控制气缸332推动控制块331进入导向通道34对导向通道34进行阻断,使冲压片料在导向通道34内止步于次品收集部31上方,此时次品收集部31开始工作:收集气缸302驱动收集块301向一侧移动,使冲压片料从导向通道34内掉落至收集块301侧边,冲压片料掉落后,收集气缸302驱动收集块301复位使收集块301重新堵住对应的出料口,收集块301复位的同时将位于收集块301侧边的冲压片料推入收集平台303内,次品收集部31的工作完成;
49.当冲压片料为合格品时,即为正品,此时次品收集部31和成次品控制部33保持初始状态,冲压片料在导向通道34内直接从第一端滑动至第二端位于成品收集部32上方的位置,此时成品收集部32开始工作:收集气缸302驱动收集块301向一侧移动,使冲压片料从导向通道34内掉落至收集块301侧边,冲压片料掉落后,收集气缸302驱动收集块301复位使收集块301重新堵住对应的出料口,收集块301复位的同时将位于收集块301侧边的冲压片料推入收集平台303内,成品收集部32工作完成;
50.s6:重复上述s1至s5步骤。
51.实施例二:本实施例中,在收纳装置3中还设置了导向块35,导向块35安装于导向通道34的入口前端,导向块35主要有一个由水平面逐渐向垂直面过度的曲面,并且该曲面从第三传送段13向导向通道34的入口方向向下倾斜;冲压片料在传送装置1上为平躺状态,经过导向块35后会在重力的作用下延曲面滑动并变成竖直状态进入导向通道34,这样可以避免冲压片料在导向通道34滑动时因为摩擦造成导向通道34表面的磨损。
52.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。