1.本发明属于冶金技术领域,涉及一种热轧油淬火冷卷弹簧用钢材的表面控制方法。
背景技术:
2.热轧弹簧钢盘条是加工制造汽车悬架弹簧的主要材料,一般采用10.0~22.0mm盘条拉拔1.0~1.5mm,经过油或者水介质淬火然后回火,冷卷成弹簧。成品弹簧具有疲劳寿命要求。弹簧的表面质量对疲劳寿命的影响起到重要作用,因此对弹簧表面质量提出了苛刻的要求。热轧弹簧钢盘条表面氧化铁皮若防锈蚀能力不足,产生的点锈蚀坑对成品弹簧表面质量和疲劳寿命有较大的影响。
3.所以对热轧弹簧钢盘条的氧化铁皮构成和致密性的控制,是能提升下游加工的弹簧产品质量,具有实际的攻关意义。
技术实现要素:
4.本发明的目的是提供一种耐大气腐蚀热轧弹簧钢盘条的生产方法,能控制氧化铁皮表面致密不出现蓬松和微裂纹,延长热轧态弹簧钢盘条出现锈蚀的时间,避免成品弹簧表面点蚀坑出现。
5.本发明的目的通过以下技术方案实现:一种耐大气腐蚀热轧弹簧钢盘条的生产方法,钢的化学组成质量百分比c=0.51%~0.59%,si=1.30%~1.60%,mn=0.50%~0.80 %,p≤0.015%,s≤0.015%,cr=0.50%~0.80%,n≤0.0060%,o≤0.002%,其余为fe和不可避免的杂质;包括以下步骤:1)加热:采用步进式加热炉,在炉时间90~150min,出炉钢坯温度890~950℃;2)轧制:通过粗中轧、预精轧、精轧机轧制到成品盘条尺寸,进精轧机温度800~850℃;3)吐丝:调节终轧后水冷线水量800~1200l/min,吐丝温度800~830℃;4)冷却:采用斯太尔摩冷却,风冷辊道采用风机快速冷却 缓慢冷却 风机快速冷却 缓慢冷却:开启冷却风机,700~830℃温度区间冷却速度在4~6℃/s,600~700℃温度区间采用延迟冷却方式控制冷却速度为0.5~2.5℃,控制热轧组织为珠光体和铁素体;450~600℃温度区间开启冷却风机冷却速度控制在4~8℃/s;300-450℃温度区间采用延迟冷却方式控制冷却速度为0.5~2.5℃;得到盘条热轧组织为珠光体和铁素体,外层氧化铁皮为致密的fe3o4,内层氧化铁皮为feo的弹簧钢盘条。
6.发明原理:工艺步骤3)、步骤4)中,调节终轧后水冷线水量保证吐丝温度在800~830℃温度区间,控制风冷辊道不同段的冷却速度,保证盘条金相组织为珠光体和铁素体,外层氧化铁皮为致密的fe3o4,内层氧化铁皮为feo。
7.优化氧化铁皮的构成。终轧后水冷线水量的调节范围是800~1200l/min,将吐丝
温度调整在800~830℃温度区间内。吐丝温度过低,氧化铁皮中会有红锈fe2o3产生,吐丝温度过高,则氧化铁皮中feo层所占比例升高。应控制吐丝温度,保证成品盘条表面氧化铁皮中feo/fe3o4=1/1。
8.如何控制氧化铁皮致密度。斯太尔摩风冷辊道采用风机快速冷却 缓慢冷却 风机快速冷却 缓慢冷却,采用延迟冷却方式降低弹簧钢相变冷却速度,控制热轧组织为珠光体和少量铁素体,相变结束后,提高冷却速度降低氧化铁皮生长应力,使氧化铁皮组织细小,提高氧化铁皮致密度。
9.热轧盘条的氧化铁皮结构分为三层:内层是疏松的feo层,中间层为黑色致密的fe3o4,最外层是红色的fe2o3。氧化铁皮的三层物相组织中,feo层易酸洗,fe3o4层致密性强,有耐腐蚀作用,fe2o3层为红色氧化铁皮。生产时要求避免fe2o3产生,所以,氧化铁皮的主要成分是fe3o4和feo,致密的和占比较多的fe3o4层利于提高盘条的耐大气腐蚀性能。成品表面残留的氧化铁皮是在终轧、斯太尔摩控制冷却过程中产生的。本发明主要通过控制吐丝温度和斯太尔摩控制冷却工艺来控制热轧弹簧钢盘条表面氧化铁皮的构成与致密度。
10.本发明的有益效果:本发明方法通过控制吐丝温度和斯太尔摩冷却工艺流程来控制盘条表面氧化铁皮的构成与致密度,优化了弹簧钢盘条表面氧化铁皮的构成比例,提高了表面氧化铁皮的致密性,使表面氧化铁皮不出现裂纹和脱落现象,从而提高了盘条表面耐大气腐蚀的能力,减轻了成品弹簧产生点蚀坑的风险,提高了成品弹簧的表面质量和疲劳寿命。
附图说明
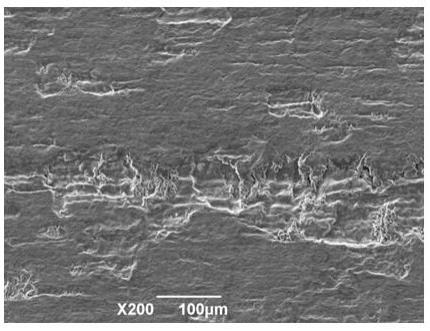
11.图1为实施例1原工艺盘条表面氧化铁皮电镜图。
12.图2为实施例1控制工艺盘条表面氧化铁皮电镜图。
13.图3为实施例2控制工艺盘条表面氧化铁皮电镜图。
14.图4为实施例3控制工艺盘条表面氧化铁皮电镜图。
具体实施方式
15.实施例1一种耐大气腐蚀热轧弹簧钢盘条的生产方法,钢的化学组成重量百分比为c=0.55%,si=1.48%,mn=0.70%,p=0.012%,s=0.010%,cr=0.70%,n=0.0040%,o=0.0012%,其余为fe和不可避免的杂质;工艺步骤包括:1)加热:在炉时间120min,出炉钢坯温度900
±
5℃;2)轧制:通过粗中轧、预精轧、精轧机轧制到成品盘条尺寸,进精轧机温度820
±
5℃;3)吐丝:调整rsm机组后的水箱流量在1000l/min,得到820
±
5℃的吐丝温度;4)斯太尔摩风冷线通过辊道调速拉开间距,同时底部往上进行吹风,提高盘条冷却速度;斯太尔摩风冷线关闭冷却风机和关闭辊道上保温罩子,可以减缓盘条的冷却速度。
16.表1所示是实施例1中弹簧钢热轧盘条表面氧化铁皮控制技术的工艺方案。弹簧钢丝450~600℃区段冷却速度通过斯太尔摩辊道冷却风机由原来的关闭调整为开启,相对应的保温盖子由原来的均关闭调整为开启,加快盘条在此区域的冷却速度,将冷却速度由原
工艺1.2℃/s控制为5℃/s;吐丝温度控制为820
±
5℃,其余斯太尔摩风机和保温罩子开启情况不变,斯太尔摩辊道速度不变,见表1,以上试验通过用快的冷却速度降低了氧化铁皮的生长应力,从而提高了氧化铁皮的致密性。
17.表2是实施例1控制工艺与原工艺氧化铁皮结构及致密性对比表。该控制工艺的氧化铁皮结构中无红锈fe2o3产生,且feo/fe3o4=1/1,氧化铁皮总厚度控制在10.2μm,构成比例、厚度及致密性均达到理想状态,便于提高热轧盘条的耐大气腐蚀性能。
18.表1实施例1新工艺与原工艺对比。
[0019] 表2实施例1新工艺与原工艺生产的氧化铁皮结构及致密性对比。
[0020]
实施例2一种耐大气腐蚀热轧弹簧钢盘条的生产方法,钢的化学组成重量百分比为c=0.55%,si=1.48%,mn=0.70%,p=0.012%,s=0.010%,cr=0.70%,n=0.0040%,0=0.0012%,其余为fe和不可避免的杂质;工艺步骤包括:1)加热:在炉时间120min,出炉钢坯温度900
±
5℃;2)轧制:通过粗中轧、预精轧、精轧机轧制到成品盘条尺寸,进精轧机温度820
±
5℃;3)吐丝:调整rsm机组后的水箱流量在1000l/min,得到820
±
5℃的吐丝温度;4)斯太尔摩风冷线通过辊道调速拉开间距,同时底部往上进行吹风,提高盘条冷却速度;斯太尔摩风冷线关闭冷却风机和关闭辊道上保温罩子,可以减缓盘条的冷却速度。
[0021]
表3所示是实施例2中弹簧钢热轧盘条表面氧化铁皮控制技术的工艺方案。弹簧钢丝450~600℃区段冷却速度通过斯太尔摩辊道冷却风机由原来的关闭调整为开启,相对应的保温盖子由原来的均关闭调整为开启,加快盘条在此区域的冷却速度,将冷却速度由原工艺1.2℃/s控制为7℃/s;吐丝温度控制为820
±
5℃,其余斯太尔摩风机和保温罩子开启情况不变,斯太尔摩辊道速度不变,见表3,以上试验通过用快的冷却速度降低了氧化铁皮的生长应力,从而提高了氧化铁皮的致密性。
[0022]
表4是实施例2控制工艺与原工艺氧化铁皮结构及致密性对比表。该控制工艺的氧化铁皮结构中无红锈fe2o3产生,且feo/fe3o4=1/1,氧化铁皮总厚度控制在10.6μm,构成比例、厚度及致密性均达到理想状态,便于提高热轧盘条的耐大气腐蚀性能。
[0023]
表3实施例2新工艺与原工艺对比
。
[0024] 表4实施例2新工艺与原工艺生产的氧化铁皮结构及致密性对比。
[0025]
对比实施例3一种耐大气腐蚀热轧弹簧钢盘条的生产方法,钢的化学组成重量百分比为c=0.55%,si=1.48%,mn=0.70%,p=0.012%,s=0.010%,cr=0.70%,n=0.0040%,o=0.0012%,其余为fe和不可避免的杂质;工艺步骤包括:1)加热:在炉时间120min,出炉钢坯温度900
±
5℃;2)轧制:通过粗中轧、预精轧、精轧机轧制到成品盘条尺寸,进精轧机温度820
±
5℃;3)吐丝:调整rsm机组后的水箱流量在1000l/min,得到820
±
5℃的吐丝温度;4)斯太尔摩风冷线通过辊道调速拉开间距,同时底部往上进行吹风,提高盘条冷却速度;斯太尔摩风冷线关闭冷却风机和关闭辊道上保温罩子,可以减缓盘条的冷却速度。
[0026]
表5所示是实施例3中弹簧钢热轧盘条表面氧化铁皮控制技术的工艺方案。斯太尔摩辊道相比原工艺降低冷却速度,将弹簧钢丝450~600℃区段原对应的辊道速度由0.6m/s调整为0.3m/s,增加了盘条之间的堆积,控制盘条在此区域的冷却速度为0.6℃/s;吐丝温度控制为820
±
5℃不变,其余斯太尔摩风机和保温罩子开启情况不变,斯太尔摩其余段辊道速度不变,见表5,以上试验通过降低冷却速度增加了氧化铁皮的生长应力,以此来试验观察氧化铁皮情况。
[0027]
表6是实施例3控制工艺与原工艺氧化铁皮结构、厚度与致密性对比表。该控制工艺的氧化铁皮结构变化不大,单厚度略有增加,盘条氧化铁皮电镜观察表面由更加明显的裂纹和脱落,已经危害盘条的表面抗大气腐蚀能力。不利于下游客户对盘条在拉拔改制前的防锈蚀管理。
[0028]
表5实施例3新工艺与原工艺对比。
[0029]
表6实施例3新工艺与原工艺生产的氧化铁皮结构及致密性对比表
。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。