一种厚规格弹簧钢51crv4冷轧宽钢带及其制造方法
技术领域
1.本发明属于弹簧钢技术领域,涉及一种厚规格弹簧钢51crv4冷轧宽钢带及其制造方法,具体涉及一种厚度为3~6mm的弹簧钢51crv4冷轧宽钢带及其制造方法。
背景技术:
2.弹簧钢51crv4经变形、热处理后,具有强度高、韧性好、耐磨性好、耐疲劳、使用寿命长等优越的综合性能,是制造汽车离合器膜片弹簧的首选原材料。膜片弹簧对原材料的力学性能和加工性能要求很高,其加工流程长且工艺复杂,通常采用弹簧钢51crv4冷轧钢带经过冲压、形变淬火、回火、喷丸等多道工序加工处理而成的。市场上,产品厚度为》1.00mm~≤3.00mm主要用于小型汽车领域;产品厚度为》3.00mm~≤6.00mm主要用于重型卡车领域。为了保证汽车离合器膜片弹簧的产品质量,对弹簧钢51crv4冷轧钢带提出了严格的技术要求,要求力学性能稳定、金相组织均匀、退火球化率稳定在90%以上。因此,为了更好地保证弹簧钢51crv4冷轧钢带组织与性能,要求冷轧总变形率至少控制在30%以上。生产重型卡车离合器膜片弹簧厚规格弹簧钢51crv4冷轧钢带,热轧钢带产品厚度需达到5.00mm~9.00mm。弹簧钢51crv4合金含量高,强度硬度高,变形抗力大,加工难度大。同时,轧制规格越厚越宽,生产难度进一步加大,对设备能力与制造方法都提出了更严峻的挑战。
3.目前市场上供应的产品厚度为》3.00mm~≤6.00mm的弹簧钢51crv4冷轧钢带以窄钢带(宽度《600mm)生产工艺为主。采用小型单机架四辊可逆式轧机进行生产,生产工艺路线是:热轧宽钢带(通常宽度1100mm~1300mm)
→
酸洗
→
球化退火
→
纵剪
→
球化退火
→
冷轧
→
球化退火
→
冷轧
→
第n次球化退火、冷轧
→
分条、成品入库。该生产工艺要求热轧宽钢带酸洗后需进行球化退火处理,降低材料强度,再进行纵剪,纵剪后需再经过球化退火处理才可以进行冷轧轧制。存在以下问题:(1)带钢纵剪边部质量对冷轧加工有较大影响,纵剪质量不好,如钢带边部有毛刺、锯齿边等纵剪缺陷,在后续冷轧过程中极易引起轧制碎边、断带。(2)该生产工艺需经过多次冷轧 球化退火加工处理,工艺路线长,制造流程复杂,厚度精度控制差,生产成本高,生产效率低。
4.2016年3月16日公开的“一种汽车离合器膜片合金弹簧冷轧钢带弹簧钢51crv4热处理工艺”,公开号:cn105401073a,该制造方法采用小型单机架四辊可逆式轧机进行生产,生产工艺路线是热轧宽钢带(规格4.50mm*1270mm)
→
酸洗
→
纵剪(规格4.50mm*208mm)
→
第一次球化退火
→
第一次冷轧
→
第二次球化退火
→
第二次冷轧
→
第三次球化退火
→
第三次冷轧
→
分条、成品入库。选用的热轧宽钢带原料厚度为4.50mm,得到的冷轧钢带成品厚度为2.45mm,冷轧总变形率为45.56%。轧制前对热轧宽钢带进行纵剪,纵剪质量会对冷轧质量产生影响,存在质量风险性。同时采用该方法,只能生产成品厚度为2.45mm的汽车离合器膜片弹簧冷轧钢带,无法生产成品厚度为》3.00mm~≤6.00mm的冷轧钢带,无法满足重型卡车离合器膜片弹簧冷轧宽钢带的市场需求。
5.2020年7月7日公开的“一种弹簧钢51crv4亚共析精冲钢热加工工艺”公开号:cn 111378824b,该制造方法是在实验室进行的。钢板需经过多次组织调控热处理、渗碳体调控
热处理及球化热处理,尤其是渗碳体调控热处理工艺,需将钢板以10℃/min升温速度随炉升温至730℃~740℃,再随炉降温至710℃~715℃,此过程循环3~5次。而在实际生产中,弹簧钢51crv4钢带采用的是罩式球化退火工艺,是将弹簧钢51crv4钢带整卷吊装至全氢罩式退火炉内进行热处理。采用该制造方法,频繁变温,无法保证加热均匀性,显然不适合实际生产应用。因此,采用该方法生产弹簧钢51crv4钢带难度较大。
技术实现要素:
6.本发明的目的在于提供一种厚规格弹簧钢51crv4冷轧宽钢带,其厚度为3~6mm,产品的尺寸精度高、力学性能稳定、金相组织均匀、退火球化率稳定在≥95%。
7.本发明另一目的在于提供一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法,可以实现厚规格弹簧钢51crv4冷轧宽钢带的连续、稳定轧制,保证尺寸精度和产品质量,提高生产效率,降低制造成本。
8.为实现上述目的,本发明采取的技术方案如下:
9.一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法,所述制造方法包括以下步骤:
10.1)热轧钢带缓冷;
11.2)酸洗;
12.3)第一次冷轧;
13.4)第一次球化退火;
14.5)第二次冷轧;
15.6)第二次球化退火;
16.所述厚规格弹簧钢51crv4冷轧宽钢带的厚度为3~6mm、宽度为1000mm~1300mm。
17.步骤1)中,所述热轧钢带为厚度5.00mm~9.00mm、宽度1000mm~1300mm的弹簧钢51crv4热轧宽钢带;所述缓冷的时间为70h~80h。
18.步骤1)中,所述缓冷是指:将弹簧钢51crv4热轧钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中进行缓冷,待弹簧钢51crv4热轧钢带表面温度小于80℃后出坑,运送至酸洗线原料库。
19.采用步骤1)中所述工艺的目的是通过对弹簧钢51crv4热轧宽钢带进行缓冷处理,实现冷却速率和组织转变的精准控制,减少网状铁素体的析出,获得均匀的细片状珠光体组织,减少冷却应力的产生,保证弹簧钢51crv4热轧宽钢带具有优越的力学性能和组织,有利于实现步骤3)的顺利进行。
20.步骤2)中,酸洗速度为60m/min~70m/min,酸液浓度为115g/l~190g/l,酸液温度为72℃~78℃;保证弹簧钢51crv4热轧宽钢带表面氧化铁皮酸洗干净。
21.步骤2)中,采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗;酸液采用蒸气加热。
22.采用步骤2)中所述工艺的目的是通过对弹簧钢51crv4热轧宽钢带进行酸洗处理,有效去除钢带表面氧化铁皮,保证弹簧钢51crv4冷轧宽钢带具有光洁高的表面质量,实现高等级表面质量的控制。
23.步骤3)中,第一次冷轧单道次变形率控制在3.0%~10.0%,第一次冷轧总压下量控制在1.00mm~2.00mm,第一次冷轧总变形率控制在18.0%~28.0%。
24.步骤3)中,冷轧轧制力控制在18000kn~20000kn,轧制速度控制在220m/min~255m/min,采用前张力大于后张力的轧制策略,前张力控制在330kn~385kn,后张力控制在300kn~340kn,实现稳定轧制,保证产品质量,避免出现轧制断带;
25.步骤3)中,冷轧过程中采用乳化液润滑,乳化液质量百分浓度控制在3.0%~3.6%,乳化液流量控制在5700l/min~7300l/min。
26.优选的,步骤3)具体为:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行第一次冷轧。将厚度5.00mm~9.00mm的弹簧钢51crv4热轧宽钢带采用3-5个道次冷轧至目标厚度4.00mm~7.00mm;第一次冷轧单道次变形率控制在3.0%~10.0%,第一次冷轧总压下量控制在1.00mm~2.00mm,第一次冷轧总变形率控制在18.0%~28.0%;冷轧过程中采用乳化液润滑,乳化液质量百分浓度控制在3.0%~3.6%,乳化液流量控制在5700l/min~7300l/min,轧制力控制在18000kn~20000kn;轧制速度控制在220m/min~255m/min;采用前张力大于后张力的轧制策略,前张力控制在330kn~385kn,后张力控制在300kn~340kn。
27.采用步骤3)中所述工艺的目的是通过对弹簧钢51crv4热轧宽钢带进行大变形量的第一次冷轧,实现厚度减薄。同时将组织中的晶粒进行破碎、变形,形变能增加,晶界面积也增多,为步骤4)提供更多的球状形核点,有利于步骤4)获得均匀的球化退火组织。
28.步骤4)中,采用全氢强对流罩式退火炉进行球化退火,在ac1以下20℃~40℃恒温保温17h~19h,随炉冷却至510℃~580℃,然后风冷至280℃~330℃,再水冷至83℃~93℃出炉,经第一次球化退火后,钢带的洛氏硬度hrb控制在90-100,退火球化率控制在≥90%。
29.所述弹簧钢51crv4的ac1温度为771℃;此温度是结合铁碳相图和采用热模拟机实验计算得到的,实施例中c、mn、si、cr、v等化学元素的微小变化,对ac1值没有影响。
30.采用步骤4)中所述工艺的目的是通过对弹簧钢51crv4冷轧宽钢带进行第一次球化退火处理,实现c原子的充分扩散,形成碳化物形核点。经球化退火后弹簧钢51crv4冷轧宽钢带洛氏硬度hrb控制在90-100,退火球化率控制在≥90%,得到细小弥散分布的点粒状珠光体组织。保证退火后弹簧钢51crv4冷轧宽钢带具有优越的力学性能和金相组织,有利于实现步骤5第二次冷轧的顺利进行。
31.步骤5)中,第二次冷轧单道次变形率控制在3.5%~11.0%,第二次冷轧总压下量控制在0.90mm~1.50mm,第二次冷轧总变形率控制在13.0%~26.0%。
32.步骤3)和步骤5)中,两次冷轧的总压下量控制在2.00mm~4.00mm,两次冷轧的总变形率控制在33.0%~50.0%。
33.步骤5)中,轧制力控制在15500kn~18500kn,轧制速度控制在230m/min~270m/min;采用前张力大于后张力的轧制策略,前张力控制在320kn~370kn,后张力控制在290kn~330kn;
34.步骤5)中,冷轧过程中采用乳化液润滑,乳化液质量百分浓度控制在2.8%~3.4%,乳化液流量控制在4800l/min~6300l/min。
35.步骤3)和步骤5)中,均采用450mm单机架六辊可逆式轧机进行轧制。
36.优选的,步骤5)具体为:将经第一次球化退火后弹簧钢51crv4钢带继续采用1450mm单机架六辊可逆式轧机进行第二次冷轧。将厚度4.00mm~7.00mm的弹簧钢51crv4冷轧宽钢带采用3个道次冷轧至目标厚度3.00mm~6.00mm,第二次冷轧单道次变形率控制在
3.5%~11.0%,第二次冷轧总压下量控制在0.90mm~1.50mm,第二次冷轧总变形率控制在13.0%~26.0%;冷轧过程中采用乳化液润滑,乳化液质量百分浓度控制在2.8%~3.4%,乳化液流量控制在4800l/min~6300l/min,轧制力控制在15500kn~18500kn;轧制速度控制在230m/min~270m/min;采用前张力大于后张力的轧制策略,前张力控制在320kn~370kn,后张力控制在290kn~330kn。
37.采用步骤5)中所述工艺的目的是通过第二次冷轧,实现厚度高精度质量控制,在线监测厚度公差控制在-10μm~ 10μm以内,钢带表面光洁、平整。
38.步骤6)中,采用全氢强对流罩式退火炉进行球化退火,在ac1以下55~70℃恒温保温15~18h,随炉冷却至510℃~570℃,然后风冷至250℃~300℃,再水冷至79℃~89℃出炉,经第二次球化退火后,钢带的抗拉强度控制可控制在510mpa~680mpa,屈服强度控制在380mpa~460mpa,延伸率控制在27.0%~34.0%,洛氏硬度hrb控制在80-90,退火球化率控制在≥95%,各项技术指标检验判定合格后包装、入库。
39.采用步骤6)中所述工艺的目的是通过对弹簧钢51crv4冷轧宽钢带进行第二次球化退火处理,获得均匀分布的点粒状珠光体组织。洛氏硬度hrb控制在80-90,退火球化率控制在≥95%。保证弹簧钢51crv4冷轧宽钢带具有优越的冲压加工性能,有利于实现冲压和形变加工的顺利进行,更好地满足用户需求。
40.按照本发明所述的制造方法制造的厚规格弹簧钢51crv4冷轧宽钢带为点粒状珠光体组织,其抗拉强度510mpa~680mpa,屈服强度380mpa~460mpa,延伸率27.0%~34.0%,洛氏硬度hrb 80-90,退火球化率≥95%。
41.所述弹簧钢51crv4冷轧宽钢带包括以下质量百分含量化学成分:c:0.51-0.55%,mn:0.95-1.05%,s≤0.005%,p≤0.016%,si:0.22-0.35%,cr:1.00-1.10%,ni:≤0.15%,cu:≤0.15%,v:0.12-0.15%,als:0.010-0.025%,余量为fe和不可避免的杂质。
42.本发明与现有制造工艺相比,具有以下优点:
43.(一)、相比弹簧钢51crv4窄钢带制造工艺,本方法采用中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置对弹簧钢51crv4热轧宽钢带进行缓冷处理,减少冷却应力,获得压延性能良好的细片状珠光体组织。酸洗后,不需球化退火,也不需剪切分条,可直接进行第一次冷轧,工艺流程更加简化,工序减少,制造成本更低,生产效率更高。
44.(二)、经过冷轧压延的厚规格弹簧钢51crv4冷轧宽钢带,内部组织已发生明显的塑性变形,球化形核点大量形成,退火球化驱动能明显增加。第一次球化退火保温段采用“ac1以下20℃~40℃恒温保温17h~19h”球化退火工艺;第二次球化退火保温段采用“ac1以下55℃~70℃恒温保温15h~18h球化退火工艺”;获得了均匀分布的点粒状珠光体组织。抗拉强度控制在510mpa~680mpa,屈服强度控制在380mpa~460mpa,延伸率控制在27.0%~34.0%;洛氏硬度hrb控制在80-90;退火球化率控制在95%以上;保证弹簧钢51crv4冷轧宽钢带具有优越的冲压加工性能,有利于实现冲压和形变加工的顺利进行,更好地满足用户需求。
45.(三)、本发明设计的1450mm单机架六辊可逆式轧机生产厚规格弹簧钢51crv4冷轧宽钢带的变形规程、轧制力、轧制速度以及张力等最佳冷轧工艺参数,实现了厚度为3.00~6.00mm的厚规格弹簧钢51crv4冷轧宽钢带的生产,解决了厚规格弹簧钢51crv4冷轧宽钢轧制难度大、生产工序复杂、制造成本高以及厚度精度控制差等技术难题,保证了产品的尺寸
精度和产品质量。厚度为3.00~6.00mm的弹簧钢51crv4冷轧钢带抗拉强度控制在510mpa~680mpa,屈服强度控制在380mpa~460mpa,延伸率控制在27.0%~34.0%,洛氏硬度hrb控制在80-90,退火球化率控制在≥95%,保证了厚度为3.00~6.00mm的弹簧钢51crv4冷轧钢带具有优越的冲压加工性能,更好地满足了用户需求。
附图说明
46.图1是本发明弹簧钢51crv4热轧宽钢带缓冷后获得的典型细片状珠光体组织;
47.图2是本发明第一次球化退火采用“ac1以下20℃~40℃恒温保温17h~19h”球化退火工艺曲线图;
48.图3是本发明第一次球化退火后获得的典型点粒状珠光体组织;
49.图4是本发明第二次球化退火采用“ac1以下55℃~70℃恒温保温15h~18h”球化退火工艺曲线图;
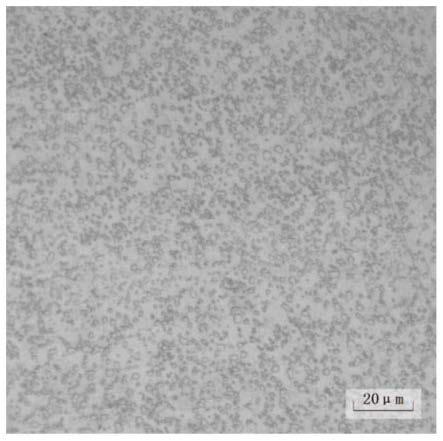
50.图5是本发明第二次球化退火后获得的典型点粒状珠光体组织;
51.图6是本发明实施例1缓冷后金相组织;
52.图7是本发明实施例1第一次球化退火工艺曲线图;
53.图8是本发明实施例1第一次球化退火金相组织;
54.图9是本发明实施例1第二次球化退火工艺曲线图;
55.图10是本发明实施例1第二次球化退火金相组织;
56.图11是本发明实施例2缓冷后金相组织;
57.图12是本发明实施例2第一次球化退火工艺曲线图;
58.图13是本发明实施例2第一次球化退火金相组织;
59.图14是本发明实施例2第二次球化退火工艺曲线图;
60.图15是本发明实施例2第二次球化退火金相组织;
61.图16是本发明实施例3缓冷后金相组织;
62.图17是本发明实施例3第一次球化退火工艺曲线图;
63.图18是本发明实施例3第一次球化退火金相组织;
64.图19是本发明实施例3第二次球化退火工艺曲线图;
65.图20是本发明实施例3第二次球化退火金相组织;
66.图21是本发明对比例1未缓冷获得的粗片状珠光体金相组织;
67.图22是本发明对比例2缓冷后金相组织;
68.图23是本发明对比例2第一次球化退火工艺曲线图;
69.图24是本发明对比例2第一次球化退火金相组织;
70.图25是本发明对比例3缓冷后金相组织;
71.图26是本发明对比例4缓冷后金相组织;
72.图27是本发明对比例4第一次球化退火工艺曲线图;
73.图28是本发明对比例4第一次球化退火金相组织;
74.图29是本发明对比例4第二次球化退火工艺曲线图;
75.图30是本发明对比例4第二次球化退火金相组织;
76.图31为本发明弹簧钢51crv4用于制造重型卡车离合器膜片弹簧终端成品照片。
77.图32为本发明弹簧钢51crv4用于制造重型卡车离合器膜片弹簧终端成品金相组织为回火屈氏体。
具体实施方式
78.下面结合附图和实施例对本发明进一步说明。
79.本发明利用1450mm单机架六辊可逆式轧机生产厚规格弹簧钢51crv4冷轧宽钢带的制造方法,具体制造方法包括以下步骤:
80.1)缓冷:将厚度为5.00mm~9.00mm、宽度1000mm~1300mm的弹簧钢51crv4热轧宽钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中缓冷70h~80h,待弹簧钢51crv4热轧宽钢带表面温度小于80℃后出坑,运送至酸洗线原料库。
81.2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为60m/min~70m/min,酸液浓度为115g/l~190g/l,酸液采用蒸气加热,酸液温度为72℃~78℃;
82.3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行冷轧。将厚度5.00mm~9.00mm的弹簧钢51crv4热轧宽钢带采用3-5个道次冷轧至目标厚度4.00mm~7.00mm,第一次冷轧单道次变形率控制在3.0%~10.0%,第一次冷轧总压下量控制在1.00mm~2.00mm,第一次冷轧总变形率控制在18.0%~28.0%;冷轧过程中采用乳化液润滑,乳化液质量百分浓度控制在3.0%~3.6%,乳化液流量控制在5700l/min~7300l/min,轧制力控制在18000kn~20000kn;轧制速度控制在220m/min~255m/min;采用前张力大于后张力的轧制策略,前张力控制在330kn~385kn,后张力控制在300kn~340kn;
83.4)第一次球化退火:将经第一次冷轧后弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行第一次球化退火,弹簧钢51crv4的ac1温度为771℃,保温段采用ac1以下20℃~40℃恒温保温17h~19h球化退火工艺。保温结束后,随炉冷却至510℃~580℃,换冷却罩进行风冷,冷却至280℃~330℃,水喷淋冷却至83℃~93℃出炉,经第一次球化退火后钢带的洛氏硬度hrb控制在90~100,退火球化率控制在≥90%;
84.5)第二次冷轧:将经第一次球化退火的弹簧钢51crv4冷轧宽钢带采用1450mm单机架六辊可逆式轧机进行第二次冷轧。将厚度4.00mm~7.00mm的弹簧钢51crv4冷轧宽钢带采用3个道次冷轧至目标厚度3.00mm~6.00mm。第二次冷轧单道次变形率控制在3.5%~11.0%,第二次冷轧总压下量控制在0.90mm~1.50mm,第二次冷轧总变形率控制在13.0%~26.0%;两次冷轧的总压下量控制在2.00mm~4.00mm,两次冷轧的总变形率控制在33.0%~50.0%。冷轧过程中采用乳化液润滑,乳化液质量浓度控制在2.8%~3.4%,乳化液流量控制在4800l/min~6300l/min,轧制力控制在15500kn~18500kn;轧制速度控制在230m/min~270m/min;采用前张力大于后张力的轧制策略,前张力控制在320kn~370kn,后张力控制在290kn~330kn。在线监测厚度公差控制在-10μm~ 10μm以内,钢带表面光洁、平整。
85.6)第二次球化退火:将经第二次冷轧后弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行第二次球化退火,保温段采用ac1以下55℃~70℃恒温保温15h~18h球化退火工艺;保温结束后,随炉冷却至510℃~570℃,换冷却罩进行风冷,冷却至250℃~300
℃,水喷淋冷却至79℃~89℃出炉。经第二次球化退火后,弹簧钢51crv4冷轧宽钢带的抗拉强度控制在510mpa~680mpa,屈服强度控制在380mpa~460mpa,延伸率控制在27.0%~34.0%,洛氏硬度hrb控制在80-90,退火球化率控制在≥95%,各项技术指标检验判定合格后包装、入库。
86.下面结合实施例对本发明进行详细说明。
87.实施例1
88.一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法。选用弹簧钢51crv4热轧宽钢带,其主要化学成分为c:0.52%、mn:0.99%、s:0.003%、p:0.013%、si:0.26%、cr:1.04%、ni:0.01%、cu:0.02%、v:0.13%、als:0.016%,余量为fe和不可避免的杂质。弹簧钢51crv4热轧宽钢带产品规格为5.00mm
×
1120mm,经冷轧后成品规格为3.00mm
×
1120mm,其生产步骤如下:
89.1)缓冷:将厚度为5.00mm的弹簧钢51crv4热轧宽钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中缓冷76h,待弹簧钢51crv4热轧宽钢带表面温度降至74℃后出坑,运送至酸洗线原料库;
90.2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为68m/min,酸液浓度为136g/l,酸液采用蒸气加热,酸液温度为74℃;
91.3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行冷轧,将厚度5.00mm的弹簧钢51crv4热轧宽钢带采用3个道次冷轧至目标厚度4.00mm,第一次冷轧总变形量控制为1.00mm,第一次冷轧总变形率控制为20.0%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表1。
92.4)第一次球化退火:将经第一次冷轧后厚度4.00mm的弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行球化退火,保温段采用“735℃恒温保温18h”球化退火工艺。保温结束后,随炉冷却至562℃,换冷却罩进行风冷,冷却至305℃,水喷淋冷却至85℃出炉,经第一次球化退火后,钢带的洛氏硬度hrb控制为95,退火球化率控制为91%;
93.5)第二次冷轧:将经第一次球化退火后弹簧钢51crv4冷轧宽钢带采用1450mm单机架六辊可逆式轧机进行第二次冷轧。将厚度4.00mm的弹簧钢51crv4冷轧宽钢带采用3个道次冷轧至目标厚度3.00mm,第二次冷轧总变形量控制为1.00mm,第二次冷轧总变形率控制为25.0%;两次冷轧的总变形量控制为2.00mm,两次冷轧的总变形率控制为40.0%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表1。在线监测厚度公差控制在-6μm~ 6μm以内,钢带表面光洁、平整。
94.6)第二次球化退火:将经第二次冷轧后弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行第二次球化退火,保温段采用“713℃恒温保温16h”球化退火工艺;保温结束后,随炉冷却至554℃,换冷却罩进行风冷,冷却至278℃,水喷淋冷却至83℃出炉。经第二次球化退火后,弹簧钢51crv4冷轧宽钢带的抗拉强度为618mpa,屈服强度为411mpa,延伸率为29.5%,洛氏硬度hrb为83,退火球化率为96%,各项技术指标检验判定合格后包装、入库。最终产品的组织为点粒状珠光体组织,见图10。
95.表1实施例1生产厚度3.00mm的弹簧钢51crv4冷轧宽钢带轧制工艺参数
[0096][0097]
实施例2
[0098]
一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法。选用弹簧钢51crv4热轧宽钢带,其主要化学成分为c:0.53%、mn:0.98%、s:0.002%、p:0.014%、si:0.28%、cr:1.05%、ni:0.01%、cu:0.03%、v:0.13%、als:0.018%,余量为fe和不可避免的杂质。弹簧钢51crv4热轧宽钢带产品规格为7.00mm
×
1200mm,经冷轧后成品规格为4.50mm
×
1200mm,其生产步骤如下:
[0099]
1)缓冷:将厚度为7.00mm的弹簧钢51crv4热轧宽钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中缓冷76h,待弹簧钢51crv4热轧宽钢带表面温度降至76℃后出坑,运送至酸洗线原料库;
[0100]
2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为65m/min,酸液浓度为146g/l,酸液采用蒸气加热,酸液温度为75℃;
[0101]
3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行轧制,将厚度7.00mm的弹簧钢51crv4热轧宽钢带采用4个道次冷轧至目标厚度5.58mm,第一次冷轧总变形量控制为1.42mm,第一次冷轧总变形率控制为20.3%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表2。
[0102]
4)第一次球化退火:将经第一次冷轧后厚度为5.58mm的弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行球化退火,保温段采用“740℃恒温保温19h”球化退火工艺。保温结束后,随炉冷却至565℃,换冷却罩进行风冷,冷却至310℃,水喷淋冷却至87℃出炉,经第一次球化退火后,钢带的洛氏硬度hrb为94,退火球化率为91.5%;
[0103]
5)第二次冷轧:将经第一次球化退火后弹簧钢51crv4冷轧宽钢带采用1450mm单机架六辊可逆式轧机进行第二次冷轧。将厚度5.58mm的弹簧钢51crv4冷轧宽钢带采用3个道次冷轧至目标厚度4.50mm,第二次冷轧总变形量控制为1.08mm,第二次冷轧总变形率控制为19.35%;两次冷轧的总变形量控制为2.50mm,两次冷轧的总变形率控制为35.7%。冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表2。在线监测厚度公差控制在-7μm~ 7μm以内,钢带表面光洁、平整。
[0104]
6)第二次球化退火:将经第二次冷轧后弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行第二次球化退火,保温段采用“710℃恒温保温17h”球化退火工艺;保温结束后,随炉冷却至558℃,换冷却罩进行风冷,冷却至281℃,水喷淋冷却至82℃出炉。经第二次球化退火后,弹簧钢51crv4冷轧宽钢带的抗拉强度为631mpa,屈服强度为437mpa,延伸率为30.0%,洛氏硬度hrb为85,退火球化率为96%,各项技术指标检验判定合格后包装、入库。最终产品的组织为点粒状珠光体组织,见图15。
[0105]
表2实施例2生产厚度4.50mm的弹簧钢51crv4冷轧宽钢带轧制工艺参数
[0106][0107][0108]
实施例3
[0109]
一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法。选用弹簧钢51crv4热轧宽钢带,其主要化学成分为c:0.52%、mn:1.01%、s:0.002%、p:0.012%、si:0.24%、cr:1.03%、ni:0.01%、cu:0.03%、v:0.13%、als:0.020%,余量为fe和不可避免的杂质。弹簧钢51crv4热轧宽钢带产品规格为9.00mm
×
1250mm,经冷轧后成品规格为6.00mm
×
1250mm,其生产步骤如下:
[0110]
1)缓冷:将厚度为9.00mm的弹簧钢51crv4热轧宽钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中缓冷80h,待弹簧钢51crv4热轧宽钢带表面温
度降至70℃后出坑,运送至酸洗线原料库;
[0111]
2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为61m/min,酸液浓度为155g/l,酸液采用蒸气加热,酸液温度为76℃;
[0112]
3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行冷轧,将厚度9.00mm的弹簧钢51crv4热轧宽钢带采用5个道次冷轧至目标厚度7.00mm,第一次冷轧总变形量控制为2.00mm,第一次冷轧总变形率控制为22.2%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表3。
[0113]
4)第一次球化退火:将经第一次冷轧后厚度7.00mm的弹簧钢51crv4钢带采用全氢强对流罩式退火炉进行球化退火,保温段采用“745℃恒温保温19h”球化退火工艺。保温结束后,随炉冷却至570℃,换冷却罩进行风冷,冷却至315℃,水喷淋冷却至85℃出炉,洛氏硬度经第一次球化退火后,钢带的hrb控制为95,退火球化率控制为91%;
[0114]
5)第二次轧制:将经第一次球化退火后弹簧钢51crv4冷轧宽钢带采用1450mm单机架六辊可逆式轧机进行第二次轧制。将厚度7.00mm的弹簧钢51crv4冷轧宽钢带采用3个道次冷轧至目标厚度6.00mm,第二次冷轧总变形量控制为1.00mm,第二次冷轧总变形率控制为14.29%;两次冷轧的总变形量控制为3.00mm,两次冷轧的总变形率控制为33.3%。冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表3。在线监测厚度公差控制在-9μm~ 9μm以内,钢带表面光洁、平整。
[0115]
6)第二次球化退火:将经第二次冷轧后弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行第二次球化退火,保温段采用“714℃恒温保温18h”球化退火工艺;保温结束后,随炉冷却至562℃,换冷却罩进行风冷,冷却至278℃,水喷淋冷却至85℃出炉。经第二次球化退火后,弹簧钢51crv4冷轧宽钢带的抗拉强度为647mpa,屈服强度为439mpa,延伸率为29.5%,洛氏硬度hrb为85,退火球化率为95%,各项技术指标检验判定合格后包装、入库。最终产品的组织为点粒状珠光体组织,见图20。
[0116]
表3实施例3生产厚度6.00mm的弹簧钢51crv4冷轧宽钢带轧制工艺参数
[0117][0118]
对比例1
[0119]
一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法,选用弹簧钢51crv4热轧宽钢带,其主要化学成分为c:0.52%、mn:1.01%、s:0.002%、p:0.012%、si:0.24%、cr:1.03%、ni:0.01%、cu:0.03%、v:0.13%、als:0.020%,余量为fe和不可避免的杂质。弹簧钢51crv4热轧宽钢带产品规格为9.00mm
×
1250mm,经冷轧后成品规格为6.00mm
×
1250mm,其生产步骤如下:
[0120]
1)将产品规格为9.00mm
×
1250mm的弹簧钢51crv4热轧宽钢带不进行缓冷,直接运送至酸洗线原料库;
[0121]
2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为61m/min,酸液浓度为155g/l,酸液采用蒸气加热,酸液温度为76℃;
[0122]
3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行冷轧,将厚度9.00mm的51crv4热轧宽钢带采用5个道次冷轧至目标厚度7.00mm,第一次冷轧总变形量控制为2.00mm,第一次冷轧总变形率控制为22.2%;冷轧过程中采用乳化液润滑。冷轧至第四个道次时出现断带现象,轧制无法继续进行。
[0123]
对比例2
[0124]
一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法,选用弹簧钢51crv4热轧宽钢带,其主要化学成分为c:0.52%、mn:0.99%、s:0.003%、p:0.013%、si:0.26%、cr:1.04%、ni:0.01%、cu:0.02%、v:0.13%、als:0.016%,余量为fe和不可避免的杂质。弹簧钢51crv4热轧宽钢带产品规格为5.00mm
×
1120mm,经冷轧后成品规格为3.00mm
×
1120mm:
[0125]
1)缓冷:将产品规格为5.00mm
×
1120mm的弹簧钢51crv4热轧宽钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中缓冷76h,待弹簧钢51crv4热轧宽钢带表面温度降至74℃后出坑,运送至酸洗线原料库;
[0126]
2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为68m/min,酸液浓度为136g/l,酸液采用蒸气加热,酸液温度为74℃;
[0127]
3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行轧制,将厚度5.00mm的弹簧钢51crv4热轧宽钢带采用3个道次冷轧至目标厚度4.00mm,第一次冷轧总变形量控制为1.00mm,第一次冷轧总变形率控制为20.0%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表4。
[0128]
4)第一次球化退火:将经第一次冷轧后厚度为4.00mm的弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行球化退火,保温段采用“710℃恒温保温19h”球化退火工艺。保温结束后,随炉冷却至562℃,换冷却罩进行风冷,冷却至305℃,水喷淋冷却至85℃出炉,洛氏硬度hrb为105,退火球化率为78%;
[0129]
5)第二次冷轧:将经第一次球化退火后弹簧钢51crv4冷轧宽钢带采用1450mm单机架六辊可逆式轧机进行第二次冷轧。将厚度4.00mm的弹簧钢51crv4冷轧宽钢带采用3个道次冷轧至目标厚度3.00mm,第二次冷轧总变形量控制为1.00mm,第二次冷轧总变形率控制为25.0%;两次冷轧的总变形量控制为2.00mm,两次冷轧的总变形率控制为40.0%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表6。轧制第一个道次和第二道次的轧制力明显偏大,轧制至第三个道次出现断带现象,轧制无法继续进行。
[0130]
表4对比例2生产厚度3.00mm的弹簧钢51crv4冷轧宽钢带轧制工艺参数
[0131][0132]
对比例3
[0133]
一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法,选用弹簧钢51crv4热轧宽钢带,其主要化学成分为c:0.53%、mn:0.98%、s:0.002%、p:0.014%、si:0.28%、cr:1.05%、ni:0.01%、cu:0.03%、v:0.13%、als:0.018%,余量为fe和不可避免的杂质。弹簧钢51crv4热轧宽钢带产品规格为7.00mm
×
1200mm,经冷轧后成品规格为4.50mm
×
1200mm:
[0134]
1)缓冷:将产品规格为7.00mm
×
1200mm的弹簧钢51crv4热轧宽钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中缓冷76h,待弹簧钢51crv4热轧宽钢带表面温度为76℃后出坑,运送至酸洗线原料库;
[0135]
2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为65m/min,酸液浓度为146g/l,酸液采用蒸气加热,酸液温度为75℃;
[0136]
3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行轧制,将厚度7.00mm的弹簧钢51crv4热轧宽钢带采用3个道次冷轧至目标厚度5.58mm,第一次冷轧总变形量控制为1.42mm,第一次冷轧总变形率控制为20.3%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表5。第一、二道次轧制力均在20000kn以上,轧制力明显偏大。轧制至第三个道次突然出现断带现象,导致轧制无法继续进行。
[0137]
表5对比例3生产厚度4.50mm的弹簧钢51crv4冷轧宽钢带轧制工艺参数
[0138][0139]
对比例4
[0140]
一种厚规格弹簧钢51crv4冷轧宽钢带的制造方法,选用弹簧钢51crv4热轧宽钢带,其主要化学成分为c:0.52%、mn:0.99%、s:0.003%、p:0.013%、si:0.26%、cr:1.04%、ni:0.01%、cu:0.02%、v:0.13%、als:0.016%,余量为fe和不可避免的杂质。弹簧钢51crv4热轧宽钢带产品规格为5.00mm
×
1120mm,经冷轧后成品规格为3.00mm
×
1120mm,其生产步骤如下:
[0141]
1)缓冷:将产品规格为5.00mm
×
1120mm的弹簧钢51crv4热轧宽钢带吊入中国专利cn212404186u中公开的中高碳优钢热轧钢带的缓冷装置中缓冷76h,待弹簧钢51crv4热轧宽钢带表面温度降至74℃后出坑,运送至酸洗线原料库;
[0142]
2)酸洗:采用推拉式酸洗线对弹簧钢51crv4热轧宽钢带进行酸洗,酸洗速度为68m/min,酸液浓度为136g/l,酸液采用蒸气加热,酸液温度为74℃;
[0143]
3)第一次冷轧:将经酸洗后弹簧钢51crv4热轧宽钢带采用1450mm单机架六辊可逆式轧机进行冷轧,将厚度5.00mm的弹簧钢51crv4热轧宽钢带采用3个道次冷轧至目标厚度4.00mm,第一次冷轧总变形量控制为1.00mm,第一次冷轧总变形率控制为20.0%;冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表6。
[0144]
4)第一次球化退火:将经第一次冷轧后厚度为4.00mm的弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行球化退火,保温段采用“735℃恒温保温18h”球化退火工艺。保温结束后,随炉冷却至562℃,换冷却罩进行风冷,冷却至305℃,水喷淋冷却至85℃出炉,经第一次球化退火后,钢带的洛氏硬度hrb为95,退火球化率为90%;
[0145]
5)第二次冷轧:将经第一次球化退火后弹簧钢51crv4冷轧宽钢带采用1450mm单机架六辊可逆式轧机进行第二次冷轧。将厚度4.00mm的弹簧钢51crv4冷轧宽钢带采用3个道次轧制至目标厚度3.00mm,第二次冷轧总变形量控制为1.00mm,第二次冷轧总变形率控制
为25.0%;两次冷轧的总压下量控制在2.00mm~4.00mm,两次冷轧的总变形率控制在33.0%~50.0%。冷轧过程中采用乳化液润滑,各道次冷轧工艺参数见表1。在线监测厚度公差控制在-6μm~ 6μm以内,钢带表面光洁、平整。
[0146]
6)第二次球化退火:将经第二次冷轧后的弹簧钢51crv4冷轧宽钢带采用全氢强对流罩式退火炉进行第二次球化退火,保温段采用“725℃恒温保温18h”球化退火工艺;保温结束后,随炉冷却至554℃,换冷却罩进行风冷,冷却至278℃,水喷淋冷却至83℃出炉。经第二次球化退火后,弹簧钢51crv4冷轧宽钢带的抗拉强度为748mpa,屈服强度为536mpa,延伸率为20.5%,洛氏硬度hrb为98,退火球化率为87%,最终产品的组织为点粒状珠光体组织,见图30。洛氏硬度偏高,退火球化率偏低,满足不了技术要求,产品不合格。
[0147]
表6对比例4生产厚度3.00mm的弹簧钢51crv4冷轧宽钢带轧制工艺参数
[0148][0149][0150]
本发明对比例1步骤1)未将9.00mm
×
1250mm的弹簧钢51crv4热轧宽钢带进行缓冷,直接运送至酸洗线原料库;进行至步骤3)第四个道次时出现断带现象,轧制无法继续进行。
[0151]
本发明对比例2步骤4)保温段采用“710℃恒温保温19h”球化退火工艺,球化退火保温温度比ac1点低61℃。球化退火温度偏低,球化效果不好,洛氏硬度hrb达到105,退火球化率只有78%。进行至步骤5),第一个道次和第二道次的轧制力明显偏大,轧制至第三个道次出现断带现象,轧制无法继续进行。
[0152]
本发明对比例3步骤3)采用3个道次将经酸洗后厚度7.00mm的弹簧钢51crv4热轧宽钢带冷轧至目标厚度5.58mm,冷轧总变形量达到1.42mm,冷轧总变形率达到20.3%。第
一、二道次轧制力均在20000kn以上,轧制力明显偏大。轧制至第三个道次突然出现断带现象,导致轧制无法继续进行。
[0153]
本发明对比例4步骤6)保温段采用“725℃恒温保温18h”球化退火工艺;球化退火保温温度比ac1点低46℃。球化退火温度偏高,球化效果不好,洛氏硬度hrb达到98,退火球化率只有87%;洛氏硬度偏高,退火球化率偏低,满足不了技术要求,产品不合格。
[0154]
本发明各实施例生产的产品厚度为3~6.00mm的厚规格弹簧钢51crv4冷轧宽钢带经验收合格后发往终端用户使用,用户经过冲压、形变淬火、回火、喷丸等多道工序加工处理,最终制造成重型卡车离合器膜片弹簧,见图31。重型卡车离合器膜片弹簧形变淬火加热温度控制在870℃~890℃,淬火介质为油,回火段加热温度控制在450℃~480℃。重型卡车离合器膜片弹簧经热处理后洛氏硬度hrc控制在46~49,金相组织为回火屈氏体,见图32。淬火硬度均匀,金相组织均匀细小。经过疲劳测试,疲劳寿命达到200万次以上,产品质量满足生产技术要求,产品是合格的。
[0155]
本发明提供的一种1450mm单机架六辊可逆式轧机生产厚规格弹簧钢51crv4冷轧宽钢带的制造方法,产品厚度达到3~6.00mm,广泛用于制造重型卡车离合器膜片弹簧,实现了厚规格弹簧钢51crv4冷轧宽钢带的连续、稳定轧制,尺寸精度高,产品质量优越,生产效率高,制造成本低,市场前景广阔。
[0156]
上述参照实施例对一种厚规格弹簧钢51crv4冷轧宽钢带及其制造方法进行的详细描述,是说明性的而不是限定性的,可按照所限定范围列举出若干个实施例,因此在不脱离本发明总体构思下的变化和修改,应属本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
