1.本技术涉及电子设备技术领域,尤其涉及一种镜头、摄像头、电子装置和镜头的制造方法。
背景技术:
2.相关技术中,手机的超微距镜头能够实现高放大倍率的物体成像功能,通过相位板调控,还可实现大景深微距镜头,然而,由于相位板为玻璃或塑胶切割制成,外形由于切割加工会产生较大的公差和毛刺,导致出现组装精度低、镜头良率低等问题,不利于实际批量生产及应用。
技术实现要素:
3.本技术提供一种镜头、摄像头、电子装置和镜头的制造方法。
4.本技术实施方式的镜头包括镜筒和相位板,所述镜筒包括筒体和承载凸台,所述筒体具有通光孔,所述承载凸台连接在所述通光孔的内壁面,所述承载凸台包括第一表面,所述第一表面与所述内壁面围成有容置槽,所述第一表面包括第一安装面和第一限位面,所述第一安装面连接所述内壁面,所述第一限位面自所述第一安装面向所述通光孔的中心延伸;所述相位板设在所述容置槽中,所述相位板包括第二表面,所述第二表面包括第二安装面和第二限位面,所述第二限位面连接所述第二安装面并围成有避让空间,所述第一安装面与所述第二安装面相对,所述第一限位面与所述第二限位面相对。
5.本技术实施方式的镜头通过将相位板设置在镜筒的容置槽内,相位板具有第二安装面和第二限位面,镜筒的第一安装面与相位板的第二安装面相对,且镜筒的第一限位面与相位板的第二限位面相对可以提高相位板与镜筒的组装精度,从而提高镜头的生产良率。
6.本技术实施方式的摄像头,包括上述实施方式所述的镜头。
7.本技术实施方式的摄像头通过设置有上述实施方式的镜头能够减少镜头因组装导致的摄像头性能不佳,成像效果差,算法难以恢复等问题。
8.本技术实施方式的电子装置,包括上述实施方式所述的摄像头。
9.本技术实施方式的电子装置通过设置有上述实施方式的摄像头能够实现大景深超微距镜头的结构,提高电子装置使用摄像头进行拍摄时的算法恢复效果,从而提升电子装置的拍摄效果。
10.本技术实施方式的镜头的制造方法包括:提供镜筒和相位板,所述镜筒包括筒体和承载凸台,所述筒体具有通光孔,所述承载凸台连接在所述通光孔的内壁面,所述承载凸台包括第一表面,所述第一表面与所述内壁面围成有容置槽,所述第一表面包括第一安装面和第一限位面,所述第一安装面连接所述内壁面,所述第一限位面自所述第一安装面向所述通光孔的中心延伸,所述相位板包括第二表面,所述第二表面包括第二安装面和第二限位面,所述第二限位面连接所述第二安装面并围成有避让空间;将所述相位板设在所述
容置槽中并使所述第一安装面与所述第二安装面相对,所述第一限位面与所述第二限位面相对。
11.本技术实施方式的镜头的制造方法提升了相位板与镜筒中通光孔的组装同轴度,提高镜头性能的一致性、良率,从而便于镜头拍摄后的算法恢复图像,提升拍摄效果和拍摄体验。
12.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
13.本技术的上述和/或附加的方面和优点从结合下面附图对实施方式的描述中将变得明显和容易理解,其中:
14.图1是本技术实施方式的镜头的结构分解示意图;
15.图2是本技术实施方式的镜头的结构示意图;
16.图3是本技术实施方式的电子装置的结构示意图;
17.图4是本技术实施方式的镜头的制造方法的流程示意图;
18.图5是本技术实施方式的镜头的制造方法的过程示意图;
19.图6是本技术实施方式的镜头的制造方法的流程示意图;
20.图7是本技术实施方式的镜头的制造方法的提供相位板的过程示意图。
21.主要元件符号说明:
22.电子装置1000;
23.摄像头100;
24.镜头10、镜筒11、筒体111、通光孔1111、内壁面1112、容置槽1113、承载凸台112、第一表面1120、第一安装面1121、第一限位面1122、第一承载面1123、相位板12、第二表面121、第二安装面1211、第二限位面1212、光学面122、第二承载面1221、相位面1222、侧面123、避让空间124、点胶孔隙13、镜片组14;
25.平板2000;
26.相位模块200。
具体实施方式
27.下面详细描述本技术的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
28.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
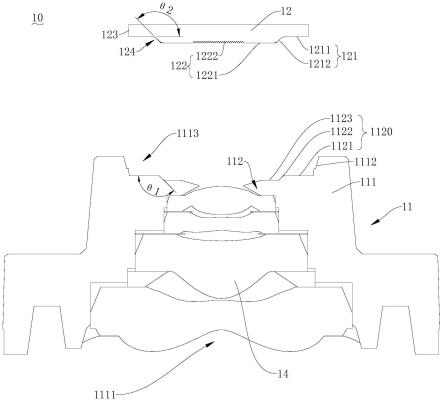
29.请参阅图1和图2,本技术实施方式的镜头10包括镜筒11和相位板12,镜筒11包括
筒体111和承载凸台112,筒体111具有通光孔1111,承载凸台112连接在通光孔1111的内壁面1112,承载凸台112包括第一表面1120,第一表面1120与内壁面1112围成有容置槽1113,第一表面1120包括第一安装面1121和第一限位面1122,第一安装面1121连接内壁面1112,第一限位面1122自第一安装面1121向通光孔1111的中心延伸;
30.相位板12设在容置槽1113中,相位板12包括第二表面121,第二表面121包括第二安装面1211和第二限位面1212,第二限位面1212连接第二安装面1211并围成有避让空间,第一安装面1121与第二安装面1211相对,第一限位面1122与第二限位面1212相对。
31.本技术实施方式的镜头10通过将相位板12设置在镜筒11的容置槽1113内,相位板12具有第二安装面1211和第二限位面1212,镜筒11的第一安装面1121与相位板12的第二安装面1211相对,且镜筒11的第一限位面1122与相位板12的第二限位面1212相对可以提高相位板12与镜筒11的组装精度,从而提高镜头10的生产良率。
32.具体地,镜头10的镜筒11可以是镜头10的主体部分,镜头10的主要部件可设置在镜筒11内部。镜筒11的筒体111可以是镜筒11的外壳体。筒体111可呈圆筒状,筒体111的内侧可形成有通光孔1111,通光孔1111的内壁面1112可以是通光孔1111面向筒体111中心的壁面。承载凸台112的一端连接在通光孔1111的内壁面1112上另一端朝向通光孔1111的中心凸出延伸。承载凸台112的厚度h可大于或等于0.2毫米。承载凸台112的第一表面1120可以是承载凸台112的上部表面,第一表面1120可呈凸起的平面状。第一表面1120连接内壁面1112并与内壁面1112形成用于容置相位板12的容置槽1113。
33.第一表面1120的第一安装面1121呈平面,且一端与内壁面1112相连接,另一端与第一限位面1122连接。第一限位面1122呈斜面,第一限位面1122远离与第一安装面1121连接的一端向通光孔1111的中心延伸。
34.相位板12可以是用于调整光束相位的板状结构。相位板12可以是平板玻璃或塑胶材料用模压或注塑成型的方式形成。相位板12可呈圆柱状的板状结构,也可以是方形的板状结构。相位板12的厚度d可大于等于0.25毫米左右小于等于0.5毫米左右。
35.相位板12朝向通光孔1111的一面为第二表面121,第二表面121上的第二安装面1211为与第一安装面1121相平的面,第二安装面1211的一端连接有第二限位面1212,第二限位面1212为斜向相位板12中心线的倾斜面,第二限位面1212的一端至另一端的竖直高度a可以大于等于0.25毫米左右。
36.第二安装面1211与第二限位面1212连接后可形成向相位板12内部凹陷的避让空间。避让空间的可用于在相位板12抵靠在镜筒11的第一安装面1121上时避让相位板12的有效区域。
37.当相位板12设置在容置槽1113中时,第二安装面1211与第一安装面1121相对,同时,第二限位面1212与第一限位面1122相对接触可以使相位板12与镜筒11连接紧密。
38.需要理解的是,术语“中心”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
39.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者
隐含地包括一个或者更多个所述特征。
40.请参阅图,在某些实施方式中,第一安装面1121与第二安装面1211之间具有空隙。
41.如此,第一安装面1121与第二安装面1211之间的空隙使得相位板12安装在容置槽1113后进行连接密封时具有更多可连接部位,从而使得相位板12与镜筒11连接更紧密。
42.具体地,当相位板12安装在容置槽1113中时,第二安装面1211与第一安装面1121相对且呈平行,空隙为第一安装面1121与第二安装面1211之间的空间间隔。
43.请参阅图1和图2,在某些实施方式中,第一安装面1121与第二安装面1211平行,第一安装面1121与第一限位面1122之间的夹角为第一夹角θ1,第二安装面1211与第二限位面1212之间的夹角为第二夹角θ2,第一夹角和第二夹角之间的差值小于3
°
。
44.如此,镜筒11的第一安装面1121设置与相位板12的第二安装面1211相同或相似斜度的斜面,使得镜筒11设置与相位板12贴紧配合,固定相位板12位置,确保相位板12与镜筒11的同轴度。
45.具体地,第一安装面1121与第一限位面1122形成的第一夹角的角度θ1可以是大于等于90度小于等于160度的角度范围。同样的,第二安装面1211与第二限位面1212的第二夹角的角度θ2与第一夹角θ1的角度可相同或角度之间的差值小于3度。
46.请参阅图,在某些实施方式中,承载凸台112包括与第一限位面1122连接的第一承载面1123,相位板12包括光学面122,光学面122包括第二承载面1221和相位面1222,第二承载面1221连接第二限位面1212和相位面1222,第二承载面1221与第一承载面1123贴合。
47.如此,镜筒11上的第一承载面1123可以提供相位板12承靠位置,第一承载面1123与第二承载面1221承靠保证相位板12承靠稳定。
48.具体地,承载凸台112的第一限位面1122远离与第一安装面1121连接的一端向通光孔1111延伸可形成第一承载面1123。相位板12的第二承载面1221一端可连接第二限位面1212并向相位板12中心延伸,同时相位面1222可设置在两个呈对称的第二承载面1221中间。相位面1222可以是相位板12用于相位调制的微结构,相位面1222可以通过纳米压印形成的衍射微结构。相位面1222的中心可与通光孔1111的光轴中心对齐。
49.相位板12出相位面1222以外的面层可以是为基底,基底的厚度为毫米级,可选范围为0.15mm至1.5mm左右,相位面1222的厚度为微米级,可选范围为2um至20um左右。基底的材料可以为玻璃材质,也可以为树脂材质。基底靠近相位面1222的那一侧为平面,远离相位面1222的一侧可以为平面、也可以为球面或非球面。
50.请参阅图1和图2,在某些实施方式中,第二承载面1221与第一承载面1123贴合的贴合宽度b大于或等于0.05mm。
51.如此,贴合宽度b大于或等于0.05mm可以保证相位板12在镜筒11的容置槽1113内和抵靠贴合稳定。
52.具体地,第二承载面1221与第一承载面1123贴合的贴合宽度b大于或等于0.05mm。
53.请参阅图1和图2,在某些实施方式中,相位板12还包括与第二安装面1211连接的侧面123,侧面123与内壁面1112相对并形成有点胶孔隙13,点胶孔隙13内设有粘胶,粘胶粘接侧面123和内壁面1112。
54.如此,相位板12的侧面123与内壁面1112形成点胶空隙可便于相位板12容置在镜筒11的容置槽1113内后通过向点胶孔隙进行点胶将相位板12与镜筒11固定连接。
55.具体地,相位板12的侧面123为第二安装面1211相上延伸的一面,侧面123与内壁面1112之间对齐且具有点胶孔隙13。点胶孔隙13连通第一安装面1121与第二安装面1211之间的孔隙,点胶孔隙13内设有粘胶粘胶可以是用来连接塑料和塑料或塑料和玻璃的胶水,粘胶进入点胶孔隙13填充点胶孔隙13后还可流入第一安装面1121与第二安装面1211之间的空隙,从而使相位板12与镜筒11连接更稳固。
56.请参阅图1和图2,在某些实施方式中,沿背离第二安装面1211的方向,点胶孔隙13的宽度增大。
57.如此,点胶孔隙13的宽度向背离第二安装面1211方向逐渐扩大可以使得点胶更加方便和容易。
58.具体地,相位板12的侧面123可保持平面形状,内壁面1112可与侧面123相对并呈阶梯面形,且背离第一安装面1121的方向阶梯面逐渐扩大。点胶孔隙13的靠近第一安装面1121的宽度k可大于等于0.03毫米且小于等于1毫米,点胶孔隙13的远离第一安装面1121的宽度i可大于等0.1毫米。因此,点胶孔隙13的宽度可逐渐增大。
59.请参阅图,在某些实施方式中,相位板12完全容置在容置槽1113中。
60.如此,相位板12完全容置在容置槽1113内,能够防止相位板12突出镜筒11的表面,使得外物造成相位板12表面划伤、蹭伤而导致镜头10的成像效果受到影响。
61.具体地,相位板12的厚度d可小于容置槽1113的深度,当相位板12容置在容置槽1113内时,相位板12的背离相位面1222的一面能够完全容置在容置槽1113内。
62.请参阅图1和图2,在某些实施方式中,镜头10还包括设置在通光孔1111中的镜片组14,镜片组14与相位板12同光轴设置。
63.如此,镜片组14与相位板12同光轴设置使得相位板12的对准镜片组14的光轴使相位板12更好的实现功能。
64.具体地,镜头10的镜片组14为多个,多个镜片组14可在通光孔1111内沿光轴堆叠排布。例如,沿靠近相位板12方向依序包括:第一镜片、第二镜片、第三镜片和第四镜片,第一镜片可以是具有正屈光力的镜片,第二片镜片可以是具有负屈光力的镜片,第三镜片可以是具有正屈光力的镜片,第四镜片可以是具有负屈光力的镜片。相位板12可设置在镜筒11的容置槽1113内,且相位板12可以是多个,多个相位板12可以位于镜筒11的容置槽1113内或者位于多个镜片组14之间。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
65.请参阅图3,本技术实施方式的摄像头100包括上述任一项实施方式的镜头10。
66.本技术实施方式的摄像头100通过设置有上述实施方式的镜头10能够减少镜头10因组装导致的摄像头100性能不佳,成像效果差,算法难以恢复等问题。
67.具体地,镜头10可设置在摄像头100上,摄像头100可通过镜头10将实现各种拍摄距离的拍摄,例如,大景深超微距拍摄等。
68.请参阅图3,本技术实施方式的电子装置1000包括上述实施方式的摄像头100。
69.本技术实施方式的电子装置1000通过设置有上述实施方式的摄像头100能够实现大景深超微距镜头10的结构,提高电子装置1000使用摄像头100进行拍摄时的算法恢复效果,从而提升电子装置1000的拍摄效果。
70.具体地,电子装置1000可以是具有拍照功能的终端设备。例如,电子装置1000可以
包括智能手机、平板、电脑、数码相机或其他具有拍照功能的终端设备。摄像头100可设置在电子装置1000上,例如,手机的后置摄像头100,数码相机的摄像头100等。
71.请参阅图4和图5,本技术实施方式的镜头10的制造方法包括:
72.s10:提供镜筒11和相位板12,镜筒11包括筒体111和承载凸台112,筒体111具有通光孔1111,承载凸台112连接在通光孔1111的内壁面1112,承载凸台112包括第一表面1120,第一表面1120与内壁面1112围成有容置槽1113,第一表面1120包括第一安装面1121和第一限位面1122,第一安装面1121连接内壁面1112,第一限位面1122自第一安装面1121向通光孔1111的中心延伸,相位板12包括第二表面121,第二表面121包括第二安装面1211和第二限位面1212,第二限位面1212连接第二安装面1211并围成有避让空间;
73.s20:将相位板12设在容置槽1113中并使第一安装面1121与第二安装面1211相对,第一限位面1122与第二限位面1212相对。
74.本技术实施方式的镜头10的制造方法提升了相位板12与镜筒11中通光孔1111的组装同轴度,提高镜头10性能的一致性、良率,从而便于镜头10拍摄后的算法恢复图像,提升拍摄效果和拍摄体验。
75.具体地,实现镜头10的制造方法可先采用步骤s10,提供镜筒11和相位板12,提供的镜筒11可包括筒体111和承载凸台112,筒体111具有通光孔1111,承载凸台112连接在通光孔1111的内壁面1112,承载凸台112包括第一表面1120,第一表面1120与内壁面1112围成有容置槽1113,第一表面1120包括第一安装面1121和第一限位面1122,第一安装面1121连接内壁面1112,第一限位面1122自第一安装面1121向通光孔1111的中心延伸,相位板12包括第二表面121,第二表面121包括第二安装面1211和第二限位面1212,第二限位面1212连接第二安装面1211并围成有避让空间;镜筒11中的通光孔1111内可用于组装镜片和安装用于挡光或支撑镜片的隔片。镜筒11内沿通光孔1111组装设置好镜片组14后可对镜筒11内的镜片进行测试。
76.测试正常后的镜筒11可进入步骤s20,将相位板12设在容置槽1113中并使第一安装面1121与第二安装面1211相对,第一限位面1122与第二限位面1212相对。当相位板12承靠在容置槽1113内稳定后,可向镜筒11与相位板12中的点胶孔隙13中进行点胶,当粘胶的体积大于点胶孔隙13的容量时,粘胶可向相位板12的边缘溢胶,同时增加粘胶的粘结面积,使相位板12的封装更可靠。但粘胶不可溢出至相位板12或镜筒11上表面,以免影响外观。然后可将相位板12固定在容置槽1113内。
77.请参阅图6和图7,在某些实施方式中,制造方法还包括:
78.s11:提供一平板2000;
79.s12:在平板2000的一表面上形成多个相位模块200;
80.s13:切割平板2000以使每个相位模块200形成一个相位板12。
81.如此,采用制造方法能够高效的形成多个相位模块200然后切割成相位板12。
82.具体地,为实现步骤s10中的提供相位板12,可以先采取步骤s11,提供以平板2000,平板2000可以是玻璃平板2000或者塑胶平板2000。然后再采取步骤s12中的,通过模压或者注塑成型的方式使得平板2000表面形成多个相位模块200,并且在平板2000除相位模块200以外的地方采用黑色油墨丝处理。然后可再采取步骤s13,采用切割平板2000的方式使得相位模块200形成多个独立的相位板12。
83.在本说明书的描述中,参考术语“一个实施方式”、“某些实施方式”、“示意性实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
84.尽管已经示出和描述了本技术的实施方式,本领域的普通技术人员可以理解:在不脱离本技术的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本技术的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。