1.本技术涉及轮胎检测的领域,尤其是涉及一种轮胎花纹检测装置及方法。
背景技术:
2.轮胎花纹又称胎面花纹、轮胎纹路或者胎纹,轮胎花纹主要作用是为在汽车行驶时提供轮胎和路面之间的摩擦力,并且同时提供排水能力。随着科技的进步,轮胎花纹也在与时俱进,衍生成了目前的多种样式。根据轮胎花纹的不同,轮胎可具备增加抓地力、提升操控性、加强越野能力、甚至是降低噪音等功能。在汽车行驶安全检测中,为了检测轮胎的功能和参数,需要对轮胎花纹深度进行测量和评估。
3.相关技术中如申请公布号为cn112378344a的中国发明专利申请公开了一种轮胎花纹深度测量装置、方法及计算机可读存储介质,其包括测量支撑装置,测量支撑装置内部中空设置,测量支撑装置上开设有测量口;检测装置,设置于所述测量支撑装置上;成像装置,设置于测量支撑装置内部,用于向位于顶壁的测量口的轮胎发射成像光束,成像光束反射后形成轮胎的胎面花纹图像;控制处理装置,包括控制子模块和处理子模块;控制子模块,用于响应于检测装置发送的开始测量信号,并控制成像装置和图像采集装置工作;处理子模块,用于对接收到的胎面花纹图像进行图像处理,来得到胎面花纹的深度数据。但是,上述技术得到的测量结果的误差较大。
技术实现要素:
4.第一方面,本技术提供的一种轮胎花纹检测装置,具有提高测量准确率的效果,具体采用如下的技术方案:轮胎花纹检测装置,包括:机架,设置有容置腔和位于所述容置腔上方且供轮胎通过的测量部,所述测量部设置有拍摄口和对应于所述拍摄口的激光口,所述拍摄口和所述激光口均连通所述容置腔且均沿所述轮胎的轴向分布;若干个激光模块,设置于所述容置腔内,各个所述激光模块沿所述轮胎的轴向间隔分布,所述激光模块发射的激光能够通过所述激光口照射于待测花纹;若干个拍摄模块,设置于所述容置腔内,各个所述拍摄模块与各个所述激光模块一一对应,各个所述拍摄模块沿所述轮胎的轴向间隔分布,所述拍摄模块能够通过所述拍摄口对所述待测花纹照射有激光的部位进行拍摄。
5.通过采用上述技术方案,当轮胎行驶过测量部时,各个激光模块通过对应的激光口将激光照射于待测花纹表面,利用各个激光模块沿轮胎的轴向分布,因此各个激光模块的发射的激光能够在待测花纹上叠加,形成沿轮胎轴向分布的连续激光。当轮胎行驶过测量部时,各个拍摄模块通过对应的拍摄口将待测花纹具有激光的部分进行拍摄,由于各个拍摄模块沿轮胎的轴向分布,因此各个拍摄模块能够对轮胎表面若干个沿轮胎轴向分布且具有激光的部位进行拍摄,得到能够完整反映待测花纹区域的图像数据。
6.利用多个激光模块的设计,每个激光模块只需要对小范围的待测花纹进行激光照射,使激光能够较为完整地分布于待测花纹的凸起部位和凹槽部分上,提高后续的测量操作中对图像数据进行分析测量的准确率。利用多个拍摄模块的设计,每个拍摄模块只需要对小范围的待测花纹进行拍摄,减少对拍摄模块拍摄视野的要求,缩短拍摄模块和拍摄口之间的距离,降低容置腔的空间容纳要求,进而缩小设备整体的体型,节省场地空间,并且便于进行搬运或维护。
7.可选的,所述激光口的数量大于等于2且各个所述激光口与各个所述激光模块一一对应,各个所述激光口沿所述轮胎的轴向间隔分布,以使各个所述激光模块照射于所述待测花纹的激光能够沿所述轮胎的轴向分布;所述拍摄口的数量大于等于2且各个所述拍摄口与各个所述拍摄模块一一对应,各个所述拍摄口沿所述轮胎的轴向间隔分布,以使各个所述拍摄模块能够沿所述轮胎的轴向对所述待测花纹和所述激光同时进行拍摄。
8.通过采用上述技术方案,每一个激光模块均能够通过对应的激光口对待测花纹进行激光照射,每一个拍摄模块均能够通过对应的拍摄口对待测花纹进行拍摄。当轮胎行驶经过测量部时,轮胎表面的污染物如灰尘或水分等能够通过各个激光口或者各个拍摄口进入机架内部,利用多个激光口和多个拍摄口的设置,减少激光口和拍摄口的总面积之和,降低轮胎表面的污染物进入机架内部的概率。
9.可选的,所述容置腔包括沿所述轮胎的行驶方向依次分布的第一空置区、第一安装区、第二空置区和第二安装区;其中,所述第一空置区位于所述激光口的正下方,所述激光模块容纳于所述第一安装区,所述第一空置区和所述第一安装区之间设置有第一透光板;所述第二空置区位于所述拍摄口的正下方,所述拍摄模块容纳于所述第二安装区,所述第二空置区和所述第二安装区之间设置有第二透光板。
10.通过采用上述技术方案,当轮胎行驶经过测量部时,轮胎表面的污染物如灰尘或水分等能够通过激光口进入第一空置区,第一透光板可以阻止第一空置区内的污染物进入第一安装区,以对第一安装区内的激光模块进行保护,提高激光模块的工作稳定性和耐用性。当轮胎行驶经过测量部时,轮胎表面的污染物如灰尘或水分等能够通过拍摄口进入第二空置区,第二透光板可以阻止第二空置区内的污染物进入第二安装区,以对第二安装区内的拍摄模块进行保护,提高拍摄模块的工作稳定性和耐用性。
11.可选的,所述测量部包括沿所述轮胎的行驶方向依次分布的检测区和开口区,各个所述激光口和各个所述拍摄口分布于所述开口区的中部;所述激光口远离所述检测区一侧与所述第一透光板之间设置有间距,所述拍摄口远离所述检测区一侧与所述第二透光板之间设置有间距。
12.通过采用上述技术方案,利用第一空置区和第一透光板之间的间距,延长第一透光板的表面和污染物的降落路径之间的距离,当轮胎表面的污染物如灰尘或水分等进入第一空置区后,降低污染物直接粘附于第一透光板表面的几率,减少污染物对第一透光板透光率的影响。利用第二空置区和第二透光板之间的间距,延长第二透光板的表面和污染物的降落路径之间的距离,当轮胎表面的污染物如灰尘或水分等进入第二空置区后,降低污染物直接粘附于第二透光板表面的几率,减少污染物对第二透光板透光率的影响。
13.可选的,所述检测区设置有检测位,当所述轮胎位于所述检测位时,各个所述激光模块和各个所述拍摄模块能够正对所述轮胎;所述检测区设置有用于检测所述轮胎是否抵达所述检测位的触发检测模块,各个所述激光模块和各个所述拍摄模块均与所述触发检测模块电性连接。
14.通过采用上述技术方案,在实际测量中,汽车驾驶员可以直接驾驶汽车通过机架,当轮胎经过检测位时,触发检测模块检测到轮胎的位置而输出电信号,以控制各个激光模块和各个拍摄模块工作,完成自动化测量,提高测量效率。
15.可选的,所述测量部的数量为2,各个所述测量部之间的分布与汽车中各个所述轮胎的分布相匹配,各个所述检测位均对应设置有一组所述触发检测模块。
16.通过采用上述技术方案,两个测量部对应于汽车的前两个轮胎或者后两个轮胎,在实际测量中,汽车驾驶员可以直接驾驶汽车通过机架,使汽车的前两个轮胎和后两个轮胎依次经过机架。当前两个轮胎经过两组检测位时,对应的触发检测模块输出电信号,以控制各个激光模块和各个拍摄模块同时工作;当后两个轮胎经过两组检测位时,对应的触发检测模块再次输出电信号,以控制各个激光模块和各个拍摄模块同时工作,实现自动化测量。
17.第二方面,本技术提供的一种轮胎花纹检测方法,基于上述方案的轮胎花纹检测装置实施,具有提高测量准确率的效果,具体采用如下的技术方案:轮胎花纹检测方法,应用如上述任意一项轮胎花纹检测装置,轮胎花纹检测方法包括:实时接收来自触发检测模块的触发信号,其中,所述触发检测模块用于检测所述轮胎是否抵达预设的检测位,并且,当所述轮胎抵达所述检测位时,各个所述激光模块通过对应的所述激光口将激光照射于待测花纹,各个所述拍摄模块通过对应的所述拍摄口对待测花纹进行拍摄;基于所述触发信号,获取所述拍摄模块拍摄的激光花纹图像;基于所述轮胎的多帧所述激光花纹图像,得到所述轮胎的拼接花纹轮廓。
18.通过采用上述技术方案,当轮胎抵达检测位时,各个激光模块将激光照射在轮胎表面的待测花纹上,各个拍摄模块同时对轮胎表面的待测花纹进行拍摄,得到多帧激光花纹图像。由于各个拍摄模块沿轮胎的轴向分布,因此各帧激光花纹图像中的激光也可以沿沿轮胎的轴向在待测花纹上分布,将各帧激光花纹图像进行拼接,可以得到拼接花纹轮廓,拼接花纹轮廓能够反映待测花纹的完整轮廓。利用多个激光模块和多个拍摄模块的设计,每个激光模块只需要对小范围的待测花纹进行激光照射,使激光能够较为完整地分布于待测花纹的凸起部位和凹槽部分上,提高后续的测量操作中对拼接花纹轮廓进行分析测量的准确率。
19.可选的,所述基于所述轮胎的多帧所述激光花纹图像,得到所述轮胎的拼接花纹轮廓的步骤,包括:基于所述激光花纹图像,得到实际拍摄距离,其中,所述实际拍摄距离用于反映抵达所述检测位的所述轮胎到所述拍摄模块之间的距离;基于所述激光花纹图像的所述实际拍摄距离,得到所述激光花纹图像的拍摄距离差,其中,所述拍摄距离差影响所述激光花纹图像中参与后续拼接的图像内容的范围;
基于所述轮胎的多帧所述激光花纹图像和各帧所述激光花纹图像对应的所述拍摄距离差,得到所述轮胎的拼接花纹轮廓。
20.通过采用上述技术方案,当具有不同轮胎直径的轮胎抵达检测位时,轮胎表面到拍摄模块之间的距离不同,即不同轮胎直径的轮胎会具有不同的实际拍摄距离。由于实际拍摄距离会影响待测花纹和激光在拍摄模块的拍摄视野中的占比,因此,利实际拍摄距离计算得到拍摄距离差,并通过拍摄距离差,适应性地调整激光花纹图像中参与后续拼接的图像内容的范围,减少由于轮胎不同的轮胎直径带来的误差对后续拼接的影响,提高检测准确率。
21.可选的,所述基于所述激光花纹图像,得到实际拍摄距离的步骤,包括:确定所述激光花纹图像的实际激光位置;基于所述激光花纹图像的所述实际激光位置和预设的标准激光位置,确定感光偏差距离;基于所述激光花纹图像的感光偏差距离,得到所述激光花纹图像的实际拍摄距离。
22.通过采用上述技术方案,激光模块发射的激光在照射于轮胎之后进行反射,并入射到拍摄模块中。对于具有不同轮胎直径的轮胎,激光入射到拍摄模块的入射角度也会不同,而不同的入射角度会导致产生不同的实际激光位置,导致实际激光位置与标准激光位置之间的感光偏差距离也会不同。通过分析感光偏差距离,可以通过运算得到实际拍摄距离。
23.可选的,所述基于所述轮胎的多帧所述激光花纹图像和各帧所述激光花纹图像对应的所述拍摄距离差,得到所述轮胎的拼接花纹轮廓的步骤,包括:确定所述激光花纹图像的原始激光段;基于所述激光花纹图像的所述拍摄距离差,确定所述原始激光段的重叠片段,其中,所述拍摄距离差影响所述原始激光段在所述拼接花纹轮廓中的占比;基于所述轮胎的多帧所述激光花纹图像的所述原始激光段,得到所述轮胎的拼接花纹轮廓。
24.通过采用上述技术方案,重叠片段影响原始激光段在拼接花纹轮廓中的占比。对于不同轮胎直径的轮胎的原始激光段,由于具有不同的拍摄距离差,导致原始激光段中的重叠片段的范围也不同,从而调整中各个原始激光段在拼接花纹轮廓中的占比,而由于拼接花纹轮廓由经过上述调整后的各个原始激光段拼接得到,因此可以减少不同轮胎直径带来的误差对拼接花纹轮廓造成的误差,提高准确率。
附图说明
25.图1绘示相关技术中对待测花纹进行激光照射和拍摄的示意图。
26.图2绘示本技术的轮胎花纹检测装置的工作状态示意图。
27.图3绘示本技术的轮胎花纹检测装置的结构示意图。
28.图4绘示本技术的轮胎花纹检测装置的俯视图。
29.图5绘示本技术的轮胎花纹检测装置对轮胎进行测量时的示意图。
30.图6绘示本技术实施例中对待测花纹进行激光照射和拍摄的示意图。
31.图7绘示本技术的清理组件的结构示意图。
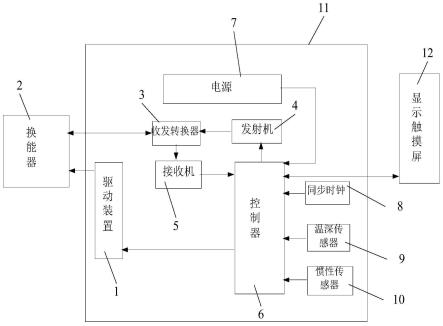
32.图8绘示本技术的轮胎花纹检测装置的模块示意图。
33.图9绘示本技术的轮胎花纹检测方法的流程示意图。
34.图10绘示本技术的轮胎花纹检测方法中对轮胎进行测量时的状态示意图。
35.图11绘示本技术的轮胎花纹检测方法中在标准条件下进行激光拼接的示意图。
36.图12绘示当具有不同轮胎直径的轮胎抵达检测位时的差异示意图。
37.图13绘示当拍摄不同轮胎直径的轮胎的激光直接进行拼接时的差异示意图。
38.图14绘示本技术的轮胎花纹检测方法的步骤s3的子流程示意图。
39.图15绘示本技术的轮胎花纹检测方法的步骤s332的子流程示意图。
40.图16绘示不同轮胎直径的原始激光段在轮胎轴向方向上的长度差异示意图。
41.图17绘示图16中的夹角、长度关系示意图。
42.图18绘示当轮胎直径偏大时利用不同方法获取的拼接花纹轮廓的差异示意图,其中,图(a)所示的步骤对原始激光段进行平移调整,图(b)所示的步骤对原始激光段未进行平移调整。
43.图19绘示本技术的轮胎花纹检测方法的步骤s31的子流程示意图。
44.图20绘示图12中的夹角、长度关系示意图。
45.附图标记说明:1、机架;11、入车部;12、测量部;121、检测区;122、开口区;13、出车部;14、容置腔;141、第一空置区;142、第一安装区;1411、第一排放口;143、第二空置区;1431、第二排放口;144、第二安装区;15、激光口;16、拍摄口;17、第一透光板;18、第二透光板;2、激光模块;3、拍摄模块;4、清理组件;41、喷嘴;42、空压机;43、电磁阀;44、清理控制器;5、触发检测模块;6、主控模块;7、距离检测器。
具体实施方式
46.相关技术中,在进行轮胎花纹检测时,需要通过激光发射器将激光照射于待测花纹表面,同时使用相机对轮胎表面具有激光的位置进行拍摄得到激光花纹图像。待测花纹具有多个凹槽和多个凸起,各个凹槽和各个凸起交错分布,轮胎花纹的深度可以通过凹槽的深度或者凸起的高度计算出,而激光花纹图像中的激光能够反映出各个凹槽和各个凸起的轮廓,因此通过分析激光花纹图像可以推算出轮胎花纹的深度。
47.参照图1,但是,相关技术中通常使用单个激光发射器和单个相机对轮胎花纹进行测量,激光发射器的激光需要覆盖的区域较大,一方面需要将激光发射器放置于距离轮胎较远的地方,导致设备整体的体积较大;另一方面,轮胎接近胎肩的部分容易发生阴影效应,具体的,阴影效应是指:本来应该照射于其中一凹槽中的激光,激光给该凹槽邻近的凸起遮挡,导致激光不能完整地照射于该凹槽中,导致激光花纹图像中的激光难以反映出待测花纹的实际轮廓。同理,相机需要拍摄的区域较大,一方面需要将拍摄机放置于距离轮胎较远的地方,导致设备整体的体积较大;另一方面,在轮胎接近胎肩的位置中,即在相机拍摄视野的边缘处,个别凹槽容易被邻近的凸起遮挡,导致该凹槽和激光,难以完整地呈现于激光花纹图像中,影响测量结果的准确率。
48.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例
中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
49.下面结合说明书附图2-图20对本发明实施例作进一步详细描述。
50.本技术实施例公开一种轮胎花纹检测装置。
51.参照图2和图3,轮胎花纹检测装置包括机架1,机架1内部设置有激光模块2和拍摄模块3。在实际测量中,汽车驾驶员驾驶汽车,使汽车在机架1的上表面经过,且在行驶过程中,汽车的前两个轮胎(接近车头的两个轮胎)先经过机架1,然后汽车的后两个轮胎(接近车尾的两个轮胎)再经过机架1,激光模块2和拍摄模块3会对各个轮胎进行激光照射和拍摄,以得到激光花纹图像。
52.参照图2,具体的,机架1整体由钢构件焊接构成,机架1包括有入车部11、测量部12和出车部13,且入车部11、测量部12和出车部13沿汽车的行驶方向(即轮胎的行驶方向)分布。其中,入车部11的上表面倾斜设置,且入车部11的上表面高度从接近测量部12到远离测量部12的方向逐渐减少,以使汽车更容易从地面爬上测量部12;测量部12的上表面呈水平设置,以使汽车经过测量部12时更加稳定;出车部13的上表面倾斜设置,且入车部11的上表面高度从接近测量部12到远离测量部12的方向逐渐减少,以使汽车能够更加平稳地从测量部12行驶回地面。
53.参照图2和图4,在本实施例中,对应于汽车的各个轮胎的分布,入车部11的数量、测量部12的数量和出车部13的数量均为2,且两个入车部11之间的距离、两个测量部12之间的距离和两个出车部13之间的距离均与汽车前、后两个轮胎之间的距离相对应,以使在允许的汽车体型范围内的多种汽车均能够顺利地行驶过机架1。
54.参照图3,进一步的,测量部12的上部沿汽车的行驶方向分布有检测区121和开口区122,其中,检测区121的中部形成检测位,当轮胎抵达检测位时,激光模块2会对轮胎进行激光照射,而拍摄模块3则会对轮胎进行拍摄。测量部12的内部形成有容置腔14,激光模块2和拍摄模块3安装于容置腔14内。
55.参照图3,具体的,激光模块2的数量大于等于2,且各个激光模块2沿轮胎的轴向间隔分布,激光模块2选用为激光发射器;在本实施例中,以激光模块2的数量为6作为示例,每一个测量部12对应配置有3个激光模块2。拍摄模块3的数量大于等于2,且各个拍摄模块3沿轮胎的轴向间隔分布,拍摄模块3选用为相机;在本实施例中,以拍摄模块3的数量为6作为示例,每一个测量部12对应配置有3个拍摄模块3,且各个拍摄模块3和各个激光模块2一一对应。
56.参照图5,其中,拍摄模块3和对应的激光模块2之间设置有间隔,且拍摄模块3位于激光模块2远离入车部11的一侧。各个拍摄模块3和各个激光模块2均倾斜设置,且拍摄模块3与水平面之间的倾斜角小于激光模块2与水平面之间的倾斜角,以使激光模块2的照射范围能够位于对应拍摄模块3的拍摄视野内。
57.参照图4和图5,为使激光模块2发射的激光能够抵达容置腔14的外部,开口区122的上表面中部开设有若干个连通容置腔14的激光口15。在本实施例中,各个激光口15与各个激光模块2一一对应,激光口15的数量为6,每一个开口区122均分布有3个激光口15,且各个激光口15沿轮胎的轴向间隔分布。
58.参照图5,当轮胎抵达检测位时,激光模块2发射的激光能够穿过对应的激光口15,并照射于待测花纹的表面;在本实施例中,轮胎照射有激光的部位位于激光口15的上方。由于各个激光模块2沿轮胎的轴向间隔设置,在对同一个轮胎的激光照射中,各个激光模块2发射的激光能够在轮胎表面形成一条连续的激光。
59.参照图5和图6,在上述激光照射的过程中,每个激光模块2只需要对小范围的待测花纹进行激光照射,一方面可以使激光能够较为完整地分布于待测花纹的各个凸起和各个凹槽上,减少阴影效应的影响,提高后续的测量操作中对图像数据进行分析测量的准确率;另一方面,可以缩短激光模块2和激光口15之间的距离,减少机架1的整体高度和体型,节省场地空间,并且便于进行搬运或维护。
60.参照图4和图5,为使拍摄模块3能够对轮胎进行拍摄,开口区122的上表面中部开设有若干个连通容置腔14的拍摄口16。在本实施例中,各个拍摄口16与各个拍摄模块3一一对应,拍摄口16的数量为6,每一个开口区122均分布有3个拍摄口16,且各个拍摄口16沿轮胎的轴向间隔分布。基于各个拍摄模块3和各个激光模块2之间的对应关系,各个拍摄口16与各个激光口15一一对应,且激光口15、拍摄口16沿汽车的行驶方向间隔分布。利用多个激光口15和多个拍摄口16的设置,减少激光口15和拍摄口16的总面积之和,降低轮胎表面的污染物进入机架1内部的概率。
61.参照图5和图6,当轮胎抵达检测位时,拍摄模块3通过对应的拍摄口16,对待测花纹照射有激光的部位进行拍摄。各个拍摄模块3沿轮胎的轴向间隔设置,在对同一个轮胎的拍摄中,每一个拍摄模块3均只对较小范围内的轮胎进行拍摄,得到片段式的激光花纹图像,而根据各个拍摄模块3的排列顺序、位置,可以将各个激光花纹图像进行拼接组合,得到完整的激光花纹图像。
62.参照图5和图6,在上述拍摄照射的过程中,每个拍摄模块3只需要对小范围的待测花纹进行拍摄,一方面可以使各个拍摄模块3均可以正对待测花纹,在拍摄模块3拍摄视野的边缘位置中,各个凹槽不容易被邻近的凸起遮挡,使待测花纹和激光能够较为完整地呈现于激光花纹图像中,提高测量结果的准确率;另一方面,可以缩短拍摄模块3和拍摄口16之间的距离,减少机架1的整体体型,节省场地空间,并且便于进行搬运或维护。
63.参照图3,在测量部12的内部,容置腔14沿汽车的行驶方向依次设置有第一空置区141、第一安装区142、第二空置区143和第二安装区144,各个区域在空间位置上相互分隔。
64.参照图3,其中,第一空置区141的数量、位置均与激光口15相对应,每一个第一空置区141均位于对应的激光口15的正下方,且第一空置区141的下部设置有第一排放口1411,第一排放口1411连通机架1的底部。当轮胎行驶经过测量部12时,轮胎先经过各个激光口15,轮胎表面的污染物如灰尘或水分等能够通过激光口15进入第一空置区141,在重力作用下,污染物在第一空置区141内下落到第一空置区141的底部,并通过第一排放口1411排出第一空置区141,减少第一空置区141内的污染物累积,提高第一空置区141内的清洁度。
65.参照图3,第一安装区142的数量、位置均与激光模块2相对应,各个激光模块2安装于对应的第一安装区142内。为了分隔第一安装区142和第一空置区141,第一安装区142和邻近的第一空置区141之间安装有第一透光板17。第一透光板17可以阻止第一空置区141内的污染物进入第一安装区142,以对第一安装区142内的激光模块2进行保护。
66.参照图3,在本实施例中,第一透光板17整体以竖直方向设置,以使粘附于第一透光板17上的污染物能够在重力作用下快速下落。第一透光板17位于邻近的激光口15远离入车部11的一侧,且第一透光板17与邻近的激光口15之间留有间距,利用该间距,可以延长第一透光板17的表面和污染物的下降路径之间的距离,当轮胎表面的污染物如灰尘或水分等进入第一空置区141后,降低污染物直接粘附于第一透光板17表面的几率,减少污染物对第一透光板17透光率的影响。
67.参照图3,同理于第一空置区141的设置,第二空置区143的数量、位置均与拍摄口16相对应,每一个第二空置区143均位于对应的拍摄口16的正下方,第一安装区142和第二空置区143之间通过钢构件分隔开。第二空置区143的下部设置有第二排放口1431,第二排放口1431连通机架1的底部。当轮胎行驶经过测量部12时,轮胎先经过各个激光口15后经过各个拍摄口16,轮胎表面的污染物如灰尘或水分等能够通过拍摄口16进入第二空置区143,在重力作用下,污染物在第二空置区143内下落到第二空置区143的底部,并通过第二排放口1431排出第二空置区143,减少第二空置区143内的污染物累积,提高第二空置区143内的清洁度。
68.参照图3,第二安装区144的数量、位置均与拍摄模块3相对应,各个拍摄模块3安装于对应的第二安装区144内。为了分隔第二安装区144和第二空置区143,第二安装区144和邻近的第二空置区143之间安装有第二透光板18。第二透光板18可以阻止第二空置区143内的污染物进入第二安装区144,以对第二安装区144内的拍摄模块3进行保护。
69.参照图3,在本实施例中,第二透光板18整体以竖直方向设置,以使粘附于第二透光板18上的污染物能够在重力作用下快速下落。第二透光板18位于邻近的拍摄口16远离入车部11的一侧,且第二透光板18与邻近的拍摄口16之间留有间距,利用该间距,可以延长第二透光板18的表面和污染物的下降路径之间的距离,当轮胎表面的污染物如灰尘或水分等进入第二空置区143后,降低污染物直接粘附于第二透光板18表面的几率,减少污染物对第二透光板18透光率的影响。
70.参照图5和图7,进一步的,第一透光板17和第二透光板18均采用玻璃板,为了方面下文进行描述,第一透光板17和第二透光板18统称为透光板。黏附于透光板表面的污染物对激光模块2和拍摄模块3的工作造成影响,如水分会反射激光、灰尘会遮挡激光、水分和灰尘会遮挡拍摄视野等。为了对透光板的表面粘附的污染物进行清理,轮胎花纹检测装置还设置有清理组件4。
71.参照图7和图8,清理组件4包括有喷嘴41、空压机42、电磁阀43和清理控制器44。其中,每一个透光板均配置有一个喷嘴41,喷嘴41固定于透光板的一侧,喷嘴41的出气口能够对透光板的表面进行吹气。在其他实施例中,使用者可根据透光板的长度合理设置喷嘴41的数量,使喷嘴41能够对透光板进行更大面积的清理。空压机42用于向各个喷嘴41提供压缩空气,空压机42通过多条气管与各个喷嘴41连接。电磁阀43的数量与喷嘴41的数量一致,且各个电磁阀43与各个喷嘴41一一对应,电磁阀43安装于对应的喷嘴41的气管中,气管基于电磁阀43分为两段,其中一段与喷嘴41连通,另外一段与空压机42连通;当电磁阀43处于关闭状态时,对应的喷嘴41与空压机42之间不连通,喷嘴41停止对透光板进行吹气;当电磁阀43处于打开状态时,对应的喷嘴41与空压机42之间连通,喷嘴41对透光板进行吹气。
72.参照图8,各个电磁阀43电性连接于清理控制器44,清理控制器44通过输出控制信
号,以控制各个电磁阀43切换关闭状态和打开状态,并且控制电磁阀43的打开时间。在本实施例中,清理控制器44选用为plc控制器;喷嘴41单次对透光板进行吹气的维持时间为0.1-3秒,目的是减少吹气时间过长导致透光板表面持续降温引起水雾的风险,以降低对透光板透光率的影响。在本实施例中,各个透光板竖直放置,且透光板的长度简短设计,有利于喷嘴41用很小的气量吹很短的时间就能吹干净透光板表面。
73.参照图8,为了检测轮胎是否抵达检测位,每一个检测位均设置有触发检测模块5,在本实施例中,触发检测模块5优选为对射型光电传感器,对射型光电传感器安装于检测位的两侧。轮胎花纹检测装置内置有主控模块6,主控模块6选用为控制芯片,清理控制器44、各个激光模块2和各个拍摄模块3均与主控模块6电性连接。各个触发检测模块5均连接于主控模块6,当触发检测模块5检测到轮胎抵达对应的检测位时,触发检测模块5向主控模块6输出触发信号,主控模块6根据触发信号向对应的激光模块2和对应的拍摄模块3输出控制信号,以控制对应的激光模块2进行激光照射,并控制对应的拍摄模块3进行拍摄。
74.参照图5和图8,在实际测量中,汽车驾驶员可以直接驾驶汽车通过机架1,使汽车的前两个轮胎和后两个轮胎依次经过机架1。当前两个轮胎经过两组检测位时,对应的触发检测模块5输出触发信号,以控制各个激光模块2和各个拍摄模块3同时工作;当后两个轮胎经过两组检测位时,对应的触发检测模块5再次输出触发信号,以控制各个激光模块2和各个拍摄模块3同时工作,实现自动化测量。
75.参照图5和图8,在本实施例中,当触发检测模块5检测到轮胎抵达检测位后,主控模块6向清理控制器44输出控制信号,清理控制器44基于控制信号向各个电磁阀43输出工作信号,以控制各个喷嘴41对对应的透光板进行喷气,以使透光板在激光照射和拍摄时能够保持透光度较高的状态。
76.参照图7和图8,在另外一实施例中,当触发检测模块5检测到汽车的所有轮胎都已经行驶过检测位、且各个拍摄模块3完成拍摄任务之后,主控模块6向清理控制器44输出控制信号,清理控制器44基于控制信号向各个电磁阀43输出工作信号,以控制各个喷嘴41对对应的透光板进行快速喷气,及时将透光板表面的污染物吹走。
77.参照图5和图8,轮胎花纹检测装置还包括有距离检测器7,距离检测器7安装于入车部11,用于检测汽车车辆与机架1之间的距离。距离检测器7可以选用雷达,也可以选用距离传感器,在本实施例中优选为激光雷达。距离检测器7电性连接于主控模块6。在实际测量中,当汽车进入距离检测器7的感应范围后,距离检测器7实时检测汽车与机架1之间的距离,并向主控单元发送距离检测信号,在机车与机架1之间的距离大于预设阈值之前,各个激光模块2和各个拍摄模块3处于待机状态,以节省电能;在机车与机架1之间的距离等于或小于预设阈值之后,距离检测器7向主控单元发送距离检测信号,主控模块6根据距离检测信号向各个激光模块2和各个拍摄模块3发送激活信号,各个激光模块2和各个拍摄模块3被激活,等待轮胎抵达检测位后开始工作。
78.本技术实施例一种轮胎花纹检测装置的实施原理为:当轮胎行驶过测量部12时,各个激光模块2通过对应的激光口15将激光照射于待测花纹表面,利用各个激光模块2沿轮胎的轴向分布,因此各个激光模块2的发射的激光能够在待测花纹上叠加,形成沿轮胎轴向分布的连续激光。当轮胎行驶过测量部12时,各个拍摄模块3通过对应的拍摄口16将待测花纹具有激光的部分进行拍摄,由于各个拍摄模块3沿轮胎的轴向分布,因此各个拍摄模块3
能够对轮胎表面若干个沿轮胎轴向分布且具有激光的部位进行拍摄,得到能够完整反映待测花纹区域的图像数据。
79.利用多个激光模块2的设计,每个激光模块2只需要对小范围的待测花纹进行激光照射,使激光能够较为完整地分布于待测花纹的凸起部位和凹槽部分上,提高后续的测量操作中对图像数据进行分析测量的准确率。利用多个拍摄模块3的设计,每个拍摄模块3只需要对小范围的待测花纹进行拍摄,减少对拍摄模块3拍摄视野的要求,缩短拍摄模块3和拍摄口16之间距离,降低容置腔14的空间容纳要求,进而缩小设备整体的体型,节省场地空间,并且便于进行搬运或维护。
80.本技术实施例公开一种轮胎花纹检测方法。
81.轮胎花纹检测方法,应用如上述一种轮胎花纹检测装置完成轮胎花纹检测。
82.参照图9和图10,轮胎花纹检测方法包括以下步骤:s1、实时接收来自触发检测模块5的触发信号。
83.其中,触发检测模块5用于检测轮胎是否抵达预设的检测位。
84.在本实施例中,触发检测模块5优选为对射型光电传感器,对射型光电传感器安装于检测位的两侧。当汽车向检测位行驶,但轮胎未抵达检测位之前,对射型光电传感器之间能够发射、接收光线,持续输出触发信号;当轮胎抵达检测位的瞬间,对射型光电传感器之间的光线被阻断,停止输出触发信号,并且在轮胎驶离检测位后,对射型光电传感器之间能够发射、接收光线。
85.s2、基于触发信号,获取拍摄模块3拍摄的激光花纹图像。
86.其中,当触发检测模块5停止输出触发信号后,向各个拍摄模块3同时输出拍摄控制信号。各个拍摄模块3接收到拍摄控制信号之后拍摄,获取激光花纹图像。
87.因此,当轮胎抵达检测位时,各个激光模块2通过对应的激光口15将激光照射于待测花纹,同时,各个拍摄模块3通过对应的拍摄口16对轮胎的待测花纹进行拍摄,得到多帧激光花纹图像。
88.在本实施例中,相邻的两个拍摄模块3的视野区域之间具有重叠的部分,因此,相邻两个拍摄模块3在对同一条激光进行拍摄时,相邻两个拍摄模块3会拍摄到激光上相同的部分,因此,由相邻两个拍摄模块3得到的两帧激光花纹图像会存在可以重叠的内容。
89.s3、基于轮胎的多帧激光花纹图像的原始激光段,得到轮胎的拼接花纹轮廓。
90.参照图10和图11,其中,原始激光段为单帧激光花纹图像中的激光,用于反映此激光花纹图像中出现的部分待测花纹的轮廓,每一帧激光花纹图像均可以提取出对应的原始激光段。拼接花纹轮廓通过原始激光段拼接得到,拼接花纹轮廓用于反映待测花纹的整体轮廓。
91.由于相邻的两个拍摄模块3之间会具有视野重叠的区域,相邻两帧激光花纹图像会存在可以重叠的内容,因此,相邻两帧激光花纹图像的原始激光段也会存在相同部分,此相同部分会出现于原始激光段的某一端。通过将相邻两段原始激光段中重叠的内容重合在一起,可以对相邻两段原始激光段(或对相邻两帧激光花纹图像)进行拼接,得到拼接花纹轮廓。
92.在本实施例中,由于各个激光模块2沿轮胎的轴向分布、各个拍摄模块3沿轮胎的轴向分布,并且,激光模块2的照射角度和拍摄模块3的拍摄角度都已经固定,使得各帧激光
花纹图像中拍摄到的各段原始激光段应沿轮胎的轴向分布,因此,通过对各帧激光花纹图像拼接,可以得到一条沿轮胎轴向延伸的完整的拼接花纹轮廓。
93.在本实施例中,由于拍摄模块3与轮胎之间的相对设计位置可能会存在有差异,造成多个拍摄模块3之间视角存在偏差,在正式进行拼接操作之前,还需校正像素距离与真实距离比例尺。为了使得各帧激光花纹图像上的原始激光段能够进行更加准确地拼接,还需要将比例尺校正后的各帧激光花纹图像,在垂直于轮胎轴向的方向上进行校正,使各段原始激光段的最低点在同一基准线上。
94.可以理解的是,拼接花纹轮廓通过多段原始激光段进行拼接得到,多段原始激光段进行拼接的基础是原始激光段中的重叠片段,即原始激光段中会与相邻另一原始激光段发生重叠的片段。为了提高拼接花纹轮廓的获取效率,通常是会在系统中预先设置原始激光段所对应的重叠片段的位置和长度,以使在实际检测过程中,重叠片段可以批量化地得到,而原始激光段也可以批量化地进行拼接,从而更高效地获取拼接花纹轮廓。
95.重叠片段的获取方式为,基于多帧激光花纹图像重叠的像素区域,设定候选区域,将原始激光段进入此候选区域内的部分作为重叠片段。在本实施例中,拍摄模块3的拍摄角度和激光模块2的照射角度固定不变,在检测一批相似的轮胎时,得到的原始激光段的长度相似,因此,在检测之前可根据待检测的轮胎的参数,根据多次模拟测试的结果预先调整好拍摄模块3的拍摄角度和激光模块2的照射角度,并设置候选区域。在实际检测过程中,可以批量化地获取激光花纹图像,然后自动获取重叠片段进行拼接。
96.具体的,可以预设一个标准坐标系,标准坐标系的x轴方向与轮胎的轴向平行,并且在x坐标轴上设定候选区域的范围。
97.在需要获取重叠片段时,先将激光花纹图像按照预设的映射规则映射于标准坐标系预设的位置中,例如激光花纹图像其中一端点与坐标系原点重合的位置,然后将原始激光段中位于候选区域内(即x坐标在候选区域内)的部分作为重叠片段。
98.其中,在具体的映射规则中,不同拍摄模块3得到的激光花纹图像会映射于标准坐标系不同的位置,如拍摄轮胎左侧的激光花纹图像会映射于标准坐标系中x轴的负半轴区域中,拍摄轮胎右侧的激光花纹图像会映射于标准坐标系中x轴的正半轴区域中。其目的便于对不同位置的原始激光段进行区分,以在后续操作中更高效地完成拼接。
99.以下为一具体示例。
100.如图11(a)所示,在拍摄模块3的数量为2、轮胎的轮胎直径为r1英寸的应用场景中,两个拍摄模块3分别对轮胎进行拍摄,得到两帧激光花纹图像。
101.如图11(b)所示,基于两帧激光花纹图像,可以得到两条原始激光段,分别为原始激光段l1和原始激光段l2。
102.如图11(c)所示,原始激光段l2为位于轮胎右侧的激光,则将原始激光段l2映射于标准坐标系中x轴的正半轴区域中,候选区域为x坐标小于x1的区间,在候选区域中可以得到重叠片段l21。
103.如图11(d)所示,原始激光段l2中的重叠片段l21重合于原始激光段l1上,可以拼接得到拼接花纹轮廓l3。
104.利用上述方法可以批量化地得到激光花纹图像,并且自动批量化生成拼接花纹轮廓,但是存在自动拼接得到的拼接花纹轮廓与实际的待测花纹的轮廓之间较大误差的问
题。
105.参照图12和图13,具体原因分析如下:激光花纹图像是拍摄模块3在轮胎抵达检测位时对轮胎拍摄得到的图像,而轮胎抵达检测位的时机是由触发检测模块5的信号触发确定。每当轮胎经过检测位时,拍摄模块3自动拍摄,但是由于批量检测的一批轮胎中可能会具有不同的轮胎直径,而具有不同轮胎直径的轮胎在抵达检测位时,轮胎表面到拍摄模块3之间的距离不同,导致了激光在拍摄模块3的拍摄视野中的占比不同,影响了原始激光段在激光花纹图像中的长度。
106.例如,轮胎直径为r1英寸的轮胎经过检测位(即当触发检测模块5被触发)时,激光模块2发射的激光照射于轮胎表面的f点,激光反射后入射于拍摄模块3的镜头中心点d点,拍摄模块3到轮胎之间的距离为线段df的长度,可以得到原始激光段l1和原始激光段l2,拼接得到拼接花纹轮廓l3;轮胎直径为r0(r0<r1)英寸的轮胎经过检测位时,激光模块2发射的激光照射于轮胎表面的g点,激光反射后入射于拍摄模块3的镜头中心点d点,拍摄模块3到轮胎之间的距离为线段dg的长度,可以得到原始激光段l1’和原始激光段l2’,拼接得到拼接花纹轮廓l3’;轮胎直径为r2(r2>r1)英寸的轮胎经过检测位时,激光模块2发射的激光照射于轮胎表面的e点,激光反射后入射于拍摄模块3的镜头中心点d点,拍摄模块3到轮胎之间的距离为线段de的长度,可以得到原始激光段l1
’’
和原始激光段l2
’’
,拼接得到拼接花纹轮廓l3
’’
。
107.对比拼接花纹轮廓l3、拼接花纹轮廓l3’和拼接花纹轮廓l3
’’
可知,当轮胎直径为r1英寸为标准值时,若轮胎直径为标准值,则拼接花纹轮廓与实际的待测花纹的轮廓接近一致;若轮胎直径偏大,则会导致实际参与重叠的片段相较于原本需要参与重叠的片段更长,导致重合部分过多,拼接花纹轮廓l3’比实际的待测花纹的轮廓更短;若轮胎直径偏小,则会导致实际参与重叠的片段相较于原本需要参与重叠的片段更短,导致重合部分过少,拼接花纹轮廓l3
’’
比实际的待测花纹的轮廓更长,不同轮胎半径的客观原因导致了误差的存在。
108.为了减少轮胎直径不同对拼接花纹轮廓带来的误差,在本实施例中,还提供一种自动检测轮胎直径并根据检测结果适应地调整拼接操作的技术方案,以下为此技术方案的方法步骤和实施原理。
109.参照图13和图14,步骤s3包括:s31、基于激光花纹图像,得到实际拍摄距离。
110.其中,实际拍摄距离用于反映抵达检测位的轮胎到拍摄模块3之间的距离。
111.s32、基于激光花纹图像的实际拍摄距离,得到激光花纹图像的拍摄距离差。
112.其中,拍摄距离差影响原始激光段中重叠片段的设置,从而激光花纹图像中参与后续拼接的图像内容的范围。
113.在本实施例中,拍摄距离差为实际拍摄距离与标准拍摄距离之间的距离差。
114.具体的,标准拍摄距离为系统预设的标准值,用于指示在标准条件下,抵达检测位的轮胎到拍摄模块3之间的距离。标准条件指的是:当前拍摄模块3的拍摄角度、激光模块2的照射角度维持不变,轮胎的轮胎直径为预设的标准直径,此时获得的拼接花纹轮廓可以
反映真实的待测花纹轮廓。
115.例如,标准条件为:当前拍摄模块3的拍摄角度、激光模块2的照射角度维持不变,预设标准直径为r1英寸,则当轮胎直径为r1英寸的轮胎经过检测位时满足标准条件,拍摄模块3到轮胎之间的距离为标准拍摄距离(线段df的长度),此时拼接得到的拼接花纹轮廓l3最接近真实值。
116.s33、基于轮胎的多帧激光花纹图像和各帧激光花纹图像对应的拍摄距离差,得到轮胎的拼接花纹轮廓。
117.其中,在不同轮胎直径的情况下,拍摄模块3相对于激光的拍摄视角会存在偏差,在激光花纹图像上反映出来的是,会造成原始激光段的长度、位置之间的偏差。由于激光拼接是利用原始激光段中的重叠片段进行拼接,因此位置上的偏差可以暂时不考虑,而利用拍摄距离差则调整原始激光段拼接重叠的长度范围,可以适应性地调整拼接花纹轮廓的总长度,从而减少不同轮胎直径带来的误差对拼接花纹轮廓造成的误差。
118.步骤s33包括:s331、确定激光花纹图像的原始激光段。
119.其中,利用图像识别算法,从激光花纹图像中提取出原始激光段。
120.在本实施例中,为了提高原始激光段的准确率,激光花纹图像还需要二值化处理。
121.s332、基于激光花纹图像的拍摄距离差,确定原始激光段的重叠片段。
122.其中,拍摄距离差可以影响原始激光段在拼接花纹轮廓中的占比,使得不论原始激光段过长或过短均可以得到标准化的拼接花纹轮廓,而在本实施例中,拍摄距离差是通过改变重叠片段的长度实现上述功能。
123.步骤s332包括:s3321、基于拍摄距离差,确定修正系数。
124.参照图16和图17,其中,修正系数用于模拟拍摄模块3的拍摄视角变化。任意一帧激光花纹图像利用其对应的修正系数,对原始激光段进行位置调整之后,可以模拟出拍摄模块3在标准条件中的拍摄效果。
125.定义在轮胎直径为r1英寸的拍摄场景中,原始激光段处于拍摄视野边缘的一点为标记点,此标记点的实际位置在原始激光段l2中为p点、在原始激光段l2’中为p’点、在原始激光段l2
’’
中为p
’’
点,可见现实中实际存在的标记点在原始激光段l2、原始激光段l2’和原始激光段l2
’’
中位置均存在偏差,此偏差的横向距离为
△
x,此偏差的纵向距离为
△
d,将修正系数设定为
△
x,则利用
△
d和拍摄模块3的视场角θ,通过数学运算(如三角函数运算)计算出
△
x的长度,进而得到原始激光段需要调整的距离。
126.修正系数具体通过公式(1)得到。
127.△
x=tan(θ/2)*
△dꢀꢀꢀ
(1)其中,
△
x为修正系数,
△
d为拍摄距离差,∠θ为拍摄模块3的视场角。
128.参照图16和图17,若将原始激光段中l2、原始激光段中l2’和原始激光段中l2
’’
映射于同一坐标系中,并将使镜头中心点的位置重合,原始激光段中l2中的p点具有原始坐标(xp,yp)。
129.若需要修正直径偏大带来的误差,则可以基于r2和r1可以计算出
△
d1,基于
△
d1和公式(1)可以计算出
△
x1, p’点在横向移动
△
x1的距离、纵向移动
△
d1的距离之后,可以
进入拍摄视野的边缘,使得原本在轮胎直径为r2的拍摄场景中不能进入拍摄视野的p’点能够进入拍摄视野,与p点在拍摄视野中的相对位置一致,使得在后续操作中,实际参与重叠的片段与标准条件下参与重叠的片段一致,减少重合部分过多带来的问题,得到修正效果。
130.若需要修正直径偏小带来的误差,则可以基于r0和r1可以计算出
△
d2,基于
△
d2和公式(1)可以计算出
△
x2, p
’’
点在横向移动
△
x2的距离、纵向移动
△
d2的距离之后,可以抵达拍摄视野的边缘,使得原本在轮胎直径为r0的拍摄场景中进入拍摄视野内部的p
’’
点能够抵达拍摄视野的边缘,与p点在拍摄视野中的相对位置一致,使得在后续操作中,实际参与重叠的片段与标准条件下参与重叠的片段一致,减少重合部分过少带来的问题,得到修正效果。
131.s3322、将原始激光段映射于标准坐标系中。
132.s3323、基于修正系数,在标准坐标系中平移原始激光段。
133.其中,若拍摄距离差为正数,说明当前轮胎的轮胎直径大于标准值,则存在两种方式对原始激光段进行平移调整,可以模拟出拍摄模块3在标准条件中的拍摄效果:方式(1):基于修正系数移动多条原始激光段;左侧的原始激光段向x轴负方向移动修正系数
△
x的距离,并且,右侧的原始激光段向x轴正方向移动修正系数
△
x的距离;方式(2):基于修正系数移动单条原始激光段;左侧的原始激光段向x轴负方向移动两倍修正系数
△
x的距离,或者,右侧的原始激光段向x轴正方向移动两倍修正系数
△
x的距离。
134.同理,若拍摄距离差为负数,说明当前轮胎的轮胎直径小于标准值,则也存在两种方式对原始激光段进行调整,可以模拟出拍摄模块3在标准条件中的拍摄效果:方式(1):基于修正系数移动多条原始激光段;左侧的原始激光段向x轴正方向移动修正系数
△
x的距离,并且,右侧的原始激光段向x轴负方向移动修正系数
△
x的距离;方式(2):基于修正系数移动单条原始激光段;左侧的原始激光段向x轴正方向移动两倍修正系数
△
x的距离,或者,右侧的原始激光段向x轴负方向移动两倍修正系数
△
x的距离。
135.上述方式(1)可以保证原始激光段保留有较长的重叠片段,但是需要移动多条原始激光段,因此在步骤s3322中,需要将多条原始激光段映射于标准坐标系中,计算难度较大,效率较低,适用于原始激光段较短、较为不完整或难以获取的应用场景中。
136.上述方式(2)则只需要将一条原始激光段映射于标准坐标系中,处理效率较高,但是原始激光段保留有的重叠片段较短。适用于原始激光段较长、较为完整或易以获取的应用场景中。在本实施例中,优选采用方式(2)对原始激光段进行调整。
137.s3324、基于平移后的原始激光段进入候选区域的部分,确定重叠片段。
138.值得注意的是,若在步骤s3323中采用方式(1),则两条原始激光段分别具有重叠片段;若采用方式(2),则只有一条原始激光段具有重叠片段。
139.s333、基于轮胎的多帧激光花纹图像的原始激光段,得到轮胎的拼接花纹轮廓。
140.其中,原始激光段的重叠片段重合于相邻的另一原始激光段中,可以使相邻的两条原始激光段进行拼接,得到拼接花纹轮廓。
141.值得注意的是,若在步骤s3323中采用方式(1),则两条原始激光段分别具有重叠片段,在步骤s333中,其中两条原始激光段的重叠片段分别需要重合,如原始激光段l1’的
重叠片段需要与原始激光段l2’重合,同时原始激光段l2’的重叠片段需要与原始激光段l1’重合,此方法的拼接效果更加准确、完整。
142.若在步骤s3323中采用方式(2),则只有一条原始激光段具有重叠片段,只需要将此原始激光段的重叠片段重合于相邻的另一原始激光段中即可,此方法的拼接操作更加高效。
143.如图18(a)所示,在获取原始激光段l1’和原始激光段l2’之后,利用上述方式(2)对原始激光段l2’进行平移调整,再获取原始激光段l2’的重叠片段,然后对原始激光段l1’和原始激光段l2’进行拼接,得到的拼接花纹轮廓l3
’ꢀ
更接近于在标准条件中的拼接效果,更加接近真实值。
144.如图18(b)所示,在获取原始激光段l1’和原始激光段l2’之后,直接对原始激光段l1’和原始激光段l2’进行拼接,得到的拼接花纹轮廓l3’与真实值误差较大。
145.为了能够实现高效拼接,需要高效、快速地获取激光花纹图像所对应的实际拍摄距离,而如何基于当前的激光花纹图像得到实际拍摄距离,在本实施例中的具体实施过程如下。
146.参照图19和图20,步骤s31包括:s311、确定激光花纹图像的实际激光位置。
147.其中,实际激光位置为激光花纹图像中激光的位置,即原始激光段的位置。
148.如图20所示,轮胎直径为r1英寸的轮胎经过检测位时,激光经轮胎表面反射后入射于拍摄模块3的镜头中心点d点,并落在感光元件的b点上,此时实际激光位置为b点所对应的位置。
149.轮胎直径为r0(r0<r1)英寸的轮胎经过检测位时,激光经轮胎表面反射后入射于拍摄模块3的镜头中心点d点,并落在感光元件的c点上,此时实际激光位置为c点所对应的位置。
150.轮胎直径为r2(r2>r1)英寸的轮胎经过检测位时,激光经轮胎表面反射后入射于拍摄模块3的镜头中心点d点,并落在感光元件的a点上,此时实际激光位置为a点所对应的位置。
151.s312、基于激光花纹图像的实际激光位置和预设的标准激光位置,确定感光偏差距离。
152.其中,标准激光位置为在标准条件中激光花纹图像中激光的位置。感光偏差距离为实际激光位置和标准激光位置之间的距离差。
153.例如,预设标准直径为r1英寸,则当轮胎直径为r1英寸的轮胎经过检测位时满足标准条件,标准激光位置为b点所对应的位置,若实际激光位置为a点所对应的位置,则感光偏差距离可以通过线段ab的长度计算得到。
154.由于光线在感光元件上的落点可以反映在图像中,因此,在分辨率保持一致的情况下,通过对比激光花纹图像中不同位置的像素点距离,可以计算出感光偏差距离。
155.具体的,可以将标准条件下得到的激光花纹图像的原始激光段映射于标准坐标系中,得到标准激光位置;并将实际得到的激光花纹图像的原始激光段映射于标准坐标系中,得到实际激光位置,然后通过计算标准激光位置和实际激光位置之间的坐标差计算出感光偏差距离。
156.s313、基于激光花纹图像的感光偏差距离,得到激光花纹图像的实际拍摄距离。
157.其中,入射角度用于反映轮胎表面发射的激光入射到拍摄模块3的角度。
158.如图20所示,轮胎直径为r1英寸的轮胎经过检测位时,入射角为∠fdh;轮胎直径为r0英寸的轮胎经过检测位时,入射角为∠gdh;轮胎直径为r2英寸的轮胎经过检测位时,入射角为∠edh。
159.拍摄模块3拍摄待测花纹表面的激光的原理,是激光模块2将激光照射于待测花纹的表面,而激光在其表面发生反射,反射后的激光入射到拍摄模块3的镜头,然后在拍摄模块3的感光元件上成像。由于拍摄模块3的照射角度维持不变,激光模块2的照射角度维持不变,而激光经不同直径的弧形表面后反射的角度也不同,导致光线落在感光元件中的位置不同,因此,利用感光偏差距离,可以利用数学运算,如三角函数运算,计算出入射角度和实际拍摄距离。
160.以下为入射角度、实际拍摄距离的获取方法的具体描述。
161.如图20所示,线段dh为水平面,激光模块2的照射角为∠γ,拍摄模块3的拍摄角为∠α;线段hp为平行于激光模块2照射方向的一辅助线段,线段dp为垂直于线段hp的一辅助线段。
162.若轮胎直径为r2英寸的轮胎经过检测位,入射角为∠edh,此入射角∠edh与之间∠α存在偏差角∠edf,则有以下数学关系:公式(2)、公式(3)、公式(4)。
163.art ab/bd=∠adb=∠edf
ꢀꢀꢀ
(2)dp= dh* sin∠γ
ꢀꢀꢀ
(3)dp= de*sin∠dep=de*sin[∠γ-(∠α-∠edf)]
ꢀꢀꢀ
(4)根据公式(2)、公式(3)和公式(4),可以推导出公式(5)和公式(6)。
[0164]
dh*sin∠γ= dp= de*sin[∠γ-(∠α-art ab/bd)]
ꢀꢀꢀ
(5)de=dh*sin∠γ/sin[∠γ-(∠α-art ab/bd)]
ꢀꢀꢀ
(6)在公式(6)中,dh已知,∠γ已知,∠α已知,bd已知,在ab取值之后可以计算得到de。
[0165]
因此,在实际检测过程中,若轮胎直径为r2英寸的轮胎经过检测位,则可以通过基于感光偏差距离ab,计算出实际拍摄距离de。
[0166]
同理,若轮胎直径为r0英寸的轮胎经过检测位,入射角为∠gdh,此入射角∠gdh与之间∠α存在偏差角∠gdf,则有以下数学关系:公式(7)和公式(8)。
[0167]
art bc/bd=∠cdb=∠gdf
ꢀꢀꢀ
(7)dp= dg*sin∠dgp=de*sin[∠γ-(∠α ∠gdf)]
ꢀꢀꢀ
(8)根据公式(7)、公式(3)和公式(8),可以推导出公式(9)和公式(10)。
[0168]
dh* sin∠γ= dp= dg*sin∠dgp=de*sin[∠γ-(∠α art bc/bd)]
ꢀꢀꢀ
(9)dg= dh* sin∠γ/ de*sin[∠γ-(∠α art bc/bd)]
ꢀꢀꢀ
(10)在公式(10)中,dh已知,∠γ已知,∠α已知,bd已知,在bc取值之后可以计算得到dg。
[0169]
因此,在实际检测过程中,若轮胎直径为r0英寸的轮胎经过检测位,则可以通过基于感光偏差距离bc,计算出实际拍摄距离dg。
[0170]
利用本技术中的实际拍摄距离计算方法,可以在获取多帧激光花纹图像中,分别
计算出对应的感光偏差距离和实际拍摄距离,减少由于轮胎不同的轮胎直径带来的误差对后续拼接的影响,提高检测准确率。
[0171]
以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。