1.本技术涉及中空玻璃加工的技术领域,尤其是涉及一种丁基胶涂布机。
背景技术:
2.丁基胶涂布机是一种制造中空玻璃间隔层的专用设备之一,它的功能是将固态的丁基胶原料通过加热使其具有可流动性,并在一定的压力下,在中空玻璃间隔条的两侧涂上一层均匀的丁基胶,以起到中空玻璃间隔层的密封作用。
3.授权公告号为cn211887588u的中国专利公开了一种用于中空玻璃生产线的丁基胶涂布机,包括绕设在机体上用于输送间隔条的传送带,传送带沿长度方向的两侧对称设有两个出胶嘴,铝框在传送带上传送的过程中,工作人员手扶铝框并跟随铝框走动,出胶嘴对铝框涂胶。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题,铝框在传送带上传送的过程中,需要工作人员手扶铝框并跟随铝框走动,以方便涂布丁基胶,增加了工作人员的工作量,浪费人力。
技术实现要素:
5.为了减少人力浪费,本技术提供一种丁基胶涂布机。
6.本技术提供的一种丁基胶涂布机,采用如下的技术方案:
7.一种丁基胶涂布机,包括工作台、输送机构和涂胶机构,所述输送机构设置在所述工作台上,所述涂胶机构设置在所述工作台上,所述工作台上设置有固定装置,所述固定装置包括夹持机构和滑移块,所述滑移块滑移设置在所述工作台上,所述滑移块与所述输送机构同步;所述夹持机构包括第一夹持块、第二夹持块和第一驱动组件,所述第一夹持块设置在所述滑移块上,所述第二夹持块滑移设置在所述第一夹持块上,所述第一驱动组件设置在所述第一夹持块上,所述第一驱动组件与所述第二夹持块连接且带动所述第二夹持块向着所述第一夹持块靠近,铝框位于所述第一夹持块和所述第二夹持块之间。
8.通过采用上述技术方案,首先操作人员将铝框放置在输送机构上,然后滑动铝框至涂胶机构处,用第一驱动组件带动第二夹持块向着第二夹持块靠近,第二夹持块将铝框抵紧在第一夹持块上,用涂胶机构往铝框上涂胶,输送带带动铝框运动,同时滑移块带动第一夹持块和第二夹持块滑移;设置的夹持机构,减少了工作人员手扶铝框并跟随铝框走动的几率,进而减少了工作人员的工作量,减少了人力的浪费。
9.可选的,所述工作台上设置有滑移组件,所述滑移组件包括滑移电机、齿轮和齿条,所述齿条设置在所述工作台上,所述滑移电机设置在所述滑移块上,所述齿轮键连接在所述滑移电机上,所述齿轮与所述齿条啮合。
10.通过采用上述技术方案,启动滑移电机,滑移电机带动齿轮转动,齿轮与齿条发生相对位移,然后滑移块沿工作台滑移,滑移块带动第一夹持块和第二夹持块滑移,铝框随着滑动;设置的滑移组件结构简单便于操作。
11.可选的,所述第一驱动组件包括第一驱动电机、第一转动螺杆和第一导向块,所述第一转动螺杆转动连接在所述第一夹持块上,所述第一导向块滑移连接在所述第一夹持块上,所述第一导向块与所述第二夹持块连接,所述第一转动螺杆穿过所述第一导向块且与所述第一导向块螺纹连接,所述第一驱动电机设置在所述第一夹持块上且与所述第一转动螺杆连接。
12.通过采用上述技术方案,启动第一驱动电机,第一驱动电机带动第一转动螺杆转动,第一转动螺杆带动第一导向块沿第一夹持块滑移,第一导向块带动第二夹持块滑移,第二夹持块将铝框抵紧在第一夹持块上;设置的第一驱动组件结构简单,减少了人工滑动第二夹持块靠近第一夹持块,同时驱动组件省时省力,使得工作效率得到提高。
13.可选的,所述固定装置还包括辅助机构,所述辅助机构包括第三夹持块、第四夹持块和第二驱动组件;所述第三夹持块设置在所述滑移块上,所述第四夹持块滑移连接在所述第三夹持块上,铝框位于所述第三夹持块和所述第四夹持块之间;所述第二驱动组件设置在所述第三夹持块上且与第四夹持块连接;所述第三夹持块与所述工作台的距离大于所述第一夹持块与所述工作台的距离。
14.通过采用上述技术方案,用第二驱动组件带动第四夹持块向着第三夹持块靠近,铝框被夹紧在第三夹持块和第四夹持块之间,设置的辅助机构和夹持机构共同作用,便于固定铝框,同时减少铝框不垂直于工作台,导致的涂胶位置发生改变,继而使得涂胶效果得以保持。
15.可选的,所述第一夹持块和所述第三夹持块均滑移设置在所述滑移块上,所述滑移块上设置动力组件,所述动力组件分别与所述第一夹持块和所述第三夹持块连接,所述动力组件带动所述第一夹持块和第三夹持块相互靠近或远离。
16.通过采用上述技术方案,首先用动力组件带动第一夹持块和第三夹持块相互靠近,然后用夹持机构和辅助机构对铝框进行夹持,设置的第一夹持块和第三夹持块可靠近,使得辅助机构和夹持机构对铝框的夹持深度发生变化,进而提高了固定装置的稳定性。
17.可选的,所述动力组件包括转动电机和双向螺杆,所述转动电机设置在所述滑移块上,所述双向螺杆转动设置在所述滑移块上,所述转动电机的输出轴与所述双向螺杆连接,所述双向螺杆的两端分别与所述第一夹持块和所述第三夹持块螺纹连接。
18.通过采用上述技术方案,启动转动电机,转动电机带动双向螺杆转动,双向螺杆带动第一夹持块和第三夹持块相互靠近;设置的动力组件结构简单,夹持机构和辅助机构共用一个驱动源,减少了空间占用,提高了资源利用率。
19.可选的,所述工作台上设置有定位机构,所述定位机构包括定位块和滑动组件,所述定位块滑移连接在所述工作台上,所述定位块用于铝框的快速定位;所述滑动组件设置在所述工作台上,所述滑动组件与所述定位块连接。
20.通过采用上述技术方案,首先用滑动组件带动定位块滑移,定位块滑移至输送机构上方,操作人员将铝框放置在输送机构上,然后滑动铝框向着定位块靠近,直至铝框与定位块抵接;设置的定位机构实现了铝框的快速定位,继而提高了工作效率。
21.可选的,所述滑动组件包括滑动电机和凸轮,所述滑动电机设置在所述工作台上,所述凸轮与所述定位块抵接且带动所述定位块滑移,所述定位块上设置有复位组件,所述复位组件带动所述定位块始终与所述凸轮抵触。
22.通过采用上述技术方案,启动滑动电机,滑动电机带动凸轮转动,凸轮带动定位块滑动,定位块位于输送机构的上方,滑动铝框与定位块抵接,铝框定位完成后,滑动电机带动凸轮继续转动,凸轮与定位块分离,复位组件带动定位块滑动至与凸轮抵接;设置的滑动组件结构简单,自动化程度高,减少了人工滑动定位块,继而具有提高工作效率的效果。
23.可选的,所述复位组件包括卡板和复位簧,所述卡板设置在所述定位块上,所述复位簧套设在所述定位块上,所述复位簧的一端与所述卡板连接,所述复位簧的另一端与所述工作台连接。
24.通过采用上述技术方案,启动滑动电机,滑动电机带动凸轮转动,凸轮带动定位块滑动,定位块位于输送机构的上方,同时复位簧受力压缩,滑动铝框与定位块抵接,铝框定位完成后,滑动电机带动凸轮继续转动,凸轮与定位块分离,复位簧释放弹性力并带动定位块向着凸轮运动,直至定位块与凸轮抵接;设置的复位组件使得定位块始终与凸轮抵接,同时完成的动能的积攒释放,提高了资源利用率。
25.综上所述,本技术包括以下有益技术效果:
26.1.设置的夹持机构,减少了工作人员手扶铝框并跟随铝框走动的几率,进而减少了工作人员的工作量,减少了人力的浪费;
27.2.设置的动力组件结构简单,夹持机构和辅助机构共用一个驱动源,减少了空间占用,提高了资源利用率;
28.3.设置的复位组件使得定位块始终与凸轮抵接,同时完成的动能的积攒释放,提高了资源利用率。
附图说明
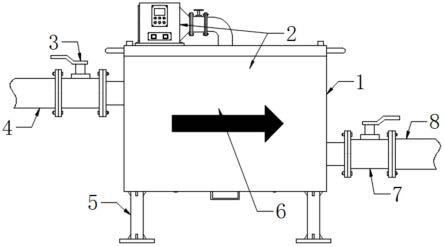
29.图1为本技术实施例中丁基胶涂布机的结构示意图;
30.图2为本技术实施例中定位机构的结构示意图;
31.图3为本技术实施例中滑移组件的结构示意图;
32.图4为本技术实施例中固定装置的结构示意图。
33.附图标记:100、工作台;200、输送机构;300、涂胶机构;310、固定块;320、出胶嘴;400、固定装置;410、夹持机构;411、第一夹持块;412、第二夹持块;413、第一驱动电机;414、第一转动螺杆;415、第一导向块;420、滑移块;430、辅助机构;431、第三夹持块;432、第四夹持块;433、第二驱动电机;434、第二转动螺杆;435、第二导向块;500、滑移组件;510、滑移电机;520、齿轮;530、齿条;600、动力组件;610、转动电机;620、双向螺杆;700、定位机构;710、定位块;720、滑动组件;721、滑动电机;722、凸轮;800、复位组件;810、卡板;820、复位簧。
具体实施方式
34.以下结合附图1-4对本技术作进一步详细说明。
35.本技术实施例公开一种丁基胶涂布机。
36.参考图1,丁基胶涂布机,包括放置在地面上的工作台100,工作台100上设置有输送机构200,工作台100上设置有涂胶机构300,涂胶机构300部分位于输送机构200的上方;工作台100的一端设置有固定装置400,固定装置400对铝框进行夹持固定并带动铝框与输送机构200同步滑动。操作人员首先将铝框放置在输送机构200上,然后滑动铝框至涂胶机
构300处,然后用固定装置400对铝框进行固定,固定装置400带动铝框滑移,同时输送机构200带动铝框滑移,直至铝框的单边涂胶完毕。
37.参考图1和图2,输送机构200为输送带,输送带滑动连接在工作台100上,同时输送带的轴线与工作台100的轴线重合;涂胶机构300包括两个固定块310,两个固定块310分别位于输送带的两侧,两个固定块310相互靠近的侧壁上分别固定连接有两个出胶嘴320。
38.参考图1和图2,其中一个固定块310上设置有定位机构700,定位机构700包括固定连接在固定块310远离工作台100的侧壁上的安装板,安装板位于固定块310靠近另一个固定块310的一端;安装板上滑移滑移连接有定位块710,定位块710的一端位于输送带的上方;固定块310上设置有滑动组件720,滑动组件720包括固定连接在固定块310上的滑动电机721,滑动电机721的输出轴上连接有凸轮722,凸轮722与定位块710抵接且带动定位块710滑移;定位块710上设置有复位组件800,复位组件800包括固定连接在定位块710上的卡板810,卡板810位于定位块710靠近滑动电机721的一侧;定位块710上套设有复位簧820,复位簧820位于卡板810和安装板之间,复位簧820的两端分别与卡板810和安装板连接。启动滑动电机721,滑动电机721带动凸轮722转动,凸轮722带动定位块710滑移,复位簧820受力发生形变。
39.参考图3和图4,固定装置400包括滑移连接在工作台100上的滑移块420,滑移块420位于固定块310的一侧,滑移块420位于输送带的上方且滑移块420的两端分别位于输送带的两侧,滑移块420与输送带同步滑动;滑移块420上设置有夹持机构410,夹持机构410包括第一夹持块411,第一夹持块411滑移连接在滑移块420上,第一夹持块411滑移方向与滑移块420的滑移方向垂直;第一夹持块411上靠近固定块310的侧壁上开设有第一滑移孔,第一滑移孔内滑移连接有第二夹持块412;第一夹持块411远离滑移块420的侧壁上开设有第一滑移槽,第一滑移槽与第一滑移孔连通,第一滑移槽的轴线与第一滑移孔的轴线平行;第一夹持块411上设置有第一驱动组件,第一驱动组件包括第一导向块415,第一导向块415滑移连接在第一滑移槽内;第一夹持块411上转动连接有第一转动螺杆414,第一转动螺杆414的一端穿过第一导向块415且与第一导向块415螺纹连接;第一夹持块411上固定连接有第一驱动电机413,第一驱动电机413的输出轴与第一转动螺杆414的一端连接。启动第一驱动电机413,第一驱动电机413带动第一转动螺杆414转动,第一转动螺杆414带动第一导向块415滑移,第一导向块415带动第二夹持块412靠近或者远离第一夹持块411。
40.参考图3和图4,滑移块420上设置有辅助机构430,辅助机构430包括第三夹持块431,第三夹持块431滑移连接在滑移块420上,第三夹持块431滑移方向与滑移块420的滑移方向垂直,第三夹持块431与第一夹持块411沿工作台100的轴线对称设置,同时第三夹持块431与工作台100之间的距离大于第一夹持块411与工作台100的距离;第三夹持块431上靠近固定块310的侧壁上开设有第二滑移孔,第二滑移孔内滑移连接有第四夹持块432;第三夹持块431远离滑移块420的侧壁上开设有第二滑移槽,第二滑移槽与第二滑移孔连通,第二滑移槽的轴线与第二滑移孔的轴线平行;第三夹持块431上设置有第二驱动组件,第二驱动组件包括第二导向块435,第二导向块435滑移连接在第二滑移槽内;第三夹持块431上转动连接有第二转动螺杆434,第二转动螺杆434的一端穿过第二导向块435且与第二导向块435螺纹连接;第三夹持块431上固定连接有第二驱动电机433,第二驱动电机433的输出轴与第二转动螺杆434的一端连接。启动第二驱动电机433,第二驱动电机433带动第二转动螺
杆434转动,第二转动螺杆434带动第二导向块435滑移,第二导向块435带动第四夹持块432靠近或者远离第三夹持块431。
41.参考图3和图4,滑移块420上设置有动力组件600,动力组件600包括转动连接在滑移块420上的双向螺杆620,双向螺杆620的两端分别穿过第一夹持块411和第三夹持块431,且双向螺杆620的两端分别与第一夹持块411和第三夹持块431螺纹连接;滑移块420远离工作台100的侧壁上固定连接有转动电机610,转动电机610的输出轴与双向螺杆620的一端连接。
42.参考图3,工作台100上设置有滑移组件500,滑移组件500包括滑移电机510,滑移块420上开设有安装腔,滑移电机510固定连接在安装腔的侧壁上,滑移电机510的输出轴上键连接有齿轮520,滑移块420靠近工作台100的侧壁上开设与安装腔连通的转动槽,齿轮520转动在转动槽内;工作台100上开设有安装槽,安装槽的轴线与输送带平行,安装槽的槽底固定连接有齿条530,齿轮520与齿条530啮合。启动滑移电机510,滑移电机510带动齿轮520转动,齿轮520与齿条530发生相对滑移,滑移块420沿工作台100滑动。
43.本技术实施例一种丁基胶涂布机的实施原理为:首先启动滑动电机721,滑动电机721带动凸轮722转动,凸轮722带动定位块710滑移,定位块710位于输送带上方,同时复位簧820受力压缩形变;然后操作人员将铝框放置在输送带上,然后滑动铝框与定位块710抵接;同时转动电机610启动,转动电机610带动双向螺杆620转动,双向螺杆620带动第一夹持块411和第三夹持块431相互靠近,直至铝框位于第一夹持块411和第二夹持块412之间,铝框位于第三夹持块431和第四夹持块432之间;启动第一驱动电机413,第一驱动电机413带动第一转动螺杆414转动,第一转动螺杆414带动第一导向块415滑动,第一导向块415带动第二夹持块412向着第一夹持块411靠近,第一夹持块411和第二夹持块412将铝框夹紧,同时第二驱动电机433启动,第二驱动电机433带动第二转动螺杆434转动,第二转动螺杆434带动第二导向块435滑动,第二导向块435带动第四夹持块432向着第三夹持块431靠近,第三夹持块431和第四夹持块432将铝框夹紧;启动涂胶机构300、输送带和滑移电机510,滑移电机510带动齿轮520转动,齿轮520与齿条530发生相对位移,滑移块420与输送带同步滑移并带动铝框滑移,丁基胶涂抹在铝框单边的两侧。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。