1.本实用新型涉及一种连续型切割机,更特别地涉及一种可提升切割效率的连续型切割机。
背景技术:
2.印刷电路板(printed circuit board,pcb)是一种在电子工业领域中相当常见的电子组件。一般而言,当印刷电路板的母板完成表面的电路布局以及雕刻工序后,会经由切割机将母板切割为多个大小相同的子电路板,以利于在后续的产线上装配及利用。
技术实现要素:
3.由于母电路板的长度及宽度均为子电路板的多倍,因此需要分别对母电路板的长边及宽边进行多次切割,才能得到目标大小的子电路板。过往,在实现上述切割时一般会采取两种作法:(1)当切割机仅有单一切割刀具的情况下,会将承载母电路板的载台送入切割装置,在切割刀具对母电路板的长边或宽边其中一边进行切割后,将载台移出切割机并改变母电路板的摆放方向后再次送入切割机,或是驱动切割刀具移动至母电路板的另一边并进行第二次切割;(2)当切割机具有多个刀具时,会将承载母电路板的载台送入切割机,由第一组刀具完成长边或宽边其中一边的切割后,再通过第二组刀具完成另外一边的切割。
4.然而,针对第一种作法,无论是将载台多次送入、移出切割机,或是将原本执行其中一边切割的刀具移动至另一边进行切割,均需耗费相当多的时间,且当母电路板摆放方向改变时还需再次进行定位以确保切割精度;另一方面,针对第二种作法,为了避免执行长边切割的刀具与执行宽边切割的刀具彼此碰撞干涉,两个不同方向的切割必须依序进行,因此切割效率难以获得提升。
5.本实用新型的目的在于解决现有切割机的种种问题,提出一种可提升切割效率的连续型切割机,以期达到缩短切割时间从而提高生产效率的效果。
6.为达上述目的及其他目的,本实用新型提出一种连续型切割机,包括本体、承载平台、至少一切割件以及多个承载件。本体形成有进料口以及出料口;承载平台可枢转地配置于本体内;切割件可动地配置于本体内;承载件可动地配置于承载平台的周向上且分别适于承载工件,这些承载件通过承载平台的枢转依序接近进料口、切割件以及出料口,切割件在工件上形成相异两切口,且切口彼此不平行。
7.优选地,上述的切割件为多个,这些切割件包括第一切割件以及第二切割件,第一切割件以及第二切割件彼此间隔配置,承载件包括第一承载件,且第一承载件承载第一工件;当第一承载件接近第一切割件时,第一切割件在第一工件上形成第一切口,当第一承载件接近第二切割件时,第二切割件在第一工件上形成第二切口,且第一切口与第二切口彼此不平行。
8.优选地,上述的第一切割件沿第一切割路径形成第一切口,第二切割件沿第二切割路径形成第二切口,且第一切割路径平行于第二切割路径。
9.优选地,上述的承载件包括第一承载件以及第二承载件,第一承载件承载第一工件,第二承载件相邻于第一承载件配置且承载第二工件;当第一承载件接近切割件时,切割件沿切割路径正向移动并在第一工件上形成第一切口,当第二承载件接近切割件时,切割件沿切割路径反向移动并在第二工件上形成另一第一切口。
10.优选地,连续型切割机还包括切割校正单元,切割校正单元包括至少一切割定位件,切割定位件可动地连接于承载平台且对应于切割件配置。
11.优选地,上述的承载件固设于承载平台上,承载平台形成有至少一定位孔。切割定位件为定位销,且定位销选择性地与定位孔彼此卡掣。
12.优选地,上述的承载件分别包括至少一定位套筒,定位套筒嵌设于定位孔内,且定位销选择性地穿设于定位套筒。
13.优选地,连续型切割机还包括提取单元以及工件校正单元。提取单元包括进料件、至少一进料定位件以及图像传感器,进料件可动地连接于本体,进料定位件配置于进料件上,图像传感器配置于进料件上;工件校正单元相邻于进料口配置且包括工件承载部以及工件校正机构,工件承载部适于承载工件,工件校正机构连接于工件承载部且选择性地移动或旋转工件承载部;各承载件以及工件校正单元分别包括至少一定位特征,且各定位特征选择性地与进料定位件彼此耦合。
14.优选地,上述的承载件分别包括固持部,各固持部上形成有多个气孔以及多个切割槽,气孔连通于真空源,且切口对位于切割槽。
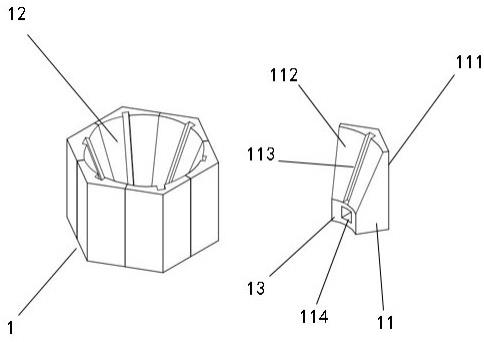
15.优选地,连续型切割机还包括提取单元以及倒角单元。提取单元包括出料件,出料件可动地相邻于出料口配置且包括至少一出料提取部,出料提取部选择性地固持工件通过切口形成的多个子工件;倒角单元包括壳体、子工件承载平台以及多个倒角件,壳体形成有开口,且开口具有多个角部,子工件承载平台对位于开口配置,这些倒角件的至少一部分配置于壳体内,且倒角件选择性地通过这些角部。
16.藉此,本实用新型的连续型切割机能通过承载平台的枢转结合切割件的移动,使得承载于承载件上的工件在由进料口移动至出料口的过程中完成相异两方向的切割,从而达到缩短切割时间从而提高生产效率的效果。
17.为能够更进一步了解本实用新型的特征及技术内容,请参阅以下有关实用新型的详细说明与附图,但是此说明与所附图式仅用来说明本实用新型,而非对本实用新型的权利范围作任何的限制。
附图说明
18.图1为本实用新型的连续型切割机的一实施例的正视图。
19.图2为图1的俯视图。
20.图3为图1的连续型切割机另一角度的立体图。
21.图4为图1中的取料件以及取料移动机构部分组件的立体图。
22.图5为图1中的进料件以及进料移动机构部分组件的立体图。
23.图6为图1中的工件校正单元的正视图。
24.图7为图1中的切割校正单元的正视图。
25.图8为图7中x-x剖面的局部剖视图。
26.图9为图3中的承载件的立体图。
27.图10为图1的连续型切割机对工件进行切割的第一状态的俯视图。
28.图11为图1的连续型切割机对工件进行切割的第二状态的俯视图。
29.图12为图1的连续型切割机对工件进行切割的第三状态的俯视图。
30.图13为图1的连续型切割机对工件进行切割的第四状态的俯视图。
31.图14为本实用新型的连续型切割机的另一实施例对另一工件进行切割时的俯视图。
32.图15为图1中的倒角单元以及出料部的立体图。
33.图16为图15中的倒角机构本体的立体图。
34.附图标记说明如下:
35.1、1’连续型切割机;100本体;110进料部;120出料部;200承载单元;210承载平台;212定位孔;214气管接头;220旋转机构;300切割单元;310、310’、310a、310b切割件;320、320a、320b切割移动机构;400、400a、400b承载件;410承载部;412定位特征;414定位套筒;420固持部;422内固持部;424外固持部;426气孔;428切割槽;430饰部;432气孔;500提取单元;510取料件;512取料提取部;514邻近传感器;520取料移动机构;530进料件;532进料提取部;532a内提取部;532b外提取部;534进料定位件;534a定位座;534b弹性件;536图像传感器;538压力传感器;540进料移动机构;550出料件;560出料移动机构;600工件校正单元;610工件定位基座;620工件校正平台;622工件承载部;622a气孔;630工件校正机构;632驱动电机;640定位特征;700切割校正单元;710切割定位基座;720、720a、720b切割校正基座;730、730a、730b切割校正机构;732驱动电机;734导引件;736位移传感器;740、740a、740b切割校正平台;750切割定位件;800倒角单元;810倒角机构本体;812壳体;812a开口;812b槽孔;814子工件承载平台;814a固持特征;816倒角件;818倒角件驱动机构;820倒角移动机构;830残料储存部;2、2’、2a、2b工件;22子工件;3托架;c旋转中心;i进料口;i1、i1’、i2、i2’、i3、i4切口;l1、l2位置;o出料口;p1、p2、p3切割路径;r旋转方向;x-x剖面
具体实施方式
36.为了充分了解本实用新型,通过下述具体的实施例,并配合所附的附图,对本实用新型做详细说明。本领域技术人员可由本说明书所公开的内容了解本实用新型的目的、特征及功效。须注意的是,本实用新型可通过其他不同的具体实施例加以施行或应用,本说明书中的各项细节也可基于不同观点与应用,在不背离本实用新型的精神下进行各种修饰与变更。另外,本实用新型所附的附图仅为简单示意说明,并非依实际尺寸的描绘。以下的实施方式将进一步详细说明本实用新型的相关技术内容,但所公开的内容并非用以限制本实用新型的权利要求。说明如下:
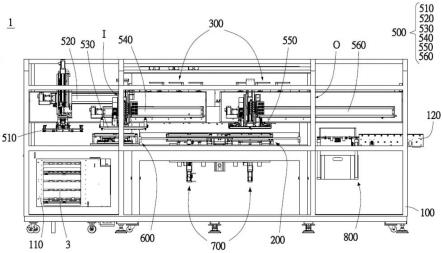
37.请参考图1至图3,其中图1为本实用新型的连续型切割机的一实施例的正视图,图2为图1的俯视图,而图3为图1的连续型切割机另一角度的立体图。本实施例的连续型切割机1适于对工件2进行切割,且包括本体100、承载单元200、切割单元300、多个承载件400、提取单元500、工件校正单元600、切割校正单元700以及倒角单元800。承载单元200包括承载平台210,且承载平台210可枢转地配置于本体100内;切割单元300包括至少一切割件310,切割件310例如是圆盘锯且可动地配置于本体100内;承载件400可动地配置于承载平台210
的周向上且分别适于承载工件2;提取单元500连接于本体100,用于提取切割前以及切割后的工件2且包括取料件510、取料移动机构520、进料件530、进料移动机构540、出料件550以及出料移动机构560,其中取料件510、进料件530以及出料件550分别通过取料移动机构520、进料移动机构540以及出料移动机构560选择性地相对于本体100移动;工件校正单元600连接于本体100,用以校正工件2与进料件530之间的相对位置;切割校正单元700配置于本体100内,用以在切割件310对工件2进行切割时对工件2的加工位置进行校正;倒角单元800连接于本体100,用以对切割后的工件2进行倒角。
38.如图1及图2所示,本体100可包括进料部110以及出料部120,其中进料部110以及出料部120分别配置于连续型切割机1的两侧,用以存放切割前以及切割后的工件2。详细而言,本实施例的工件2例如是印刷电路板,而进料部110例如是具有存放空间的腔室,且内部存放有叠放多个托架3的台车,各个托架3上承载工件2,且通过提取单元500将托架3上的工件2提取至工件校正单元600以及承载平台210上。优选地,进料部110可存放两台以上的台车,各台车的底部配置有可自由滑动的滚轮,且各台车上配置着可将托架3抬升至特定高度的升降机构。通过这样的配置,各台车存放于进料部110内时可将托架3抬升至设定的位置以利提取单元500提取,且在其中一台车的工件2提取完毕后,可通过底部的滑轮直接滑出本体100而由其它台车接续补位,从而达到不间断进料的功效。然而,在其它可能的实施例中,也可以通过例如机械手臂或多向滑轨等移动机构传输工件2,本实用新型对此不加以限制。
39.如图1所示,本体100还形成有进料口i以及出料口o,当工件2通过上述托架3抬升至设定的位置时,取料件510会通过取料移动机构520移动至工件2的上方,将工件2提取至工件校正单元600后,通过进料件530与工件校正单元600的协同作用校正进料件530与工件2之间的相对位置,再由进料件530提取工件2通过进料口i从而将工件2配置于承载件400上。同理,当工件2完成切割后,出料件550会通过出料移动机构560移动至切割完成的工件2上方,并提取工件2通过出料口o以对工件2进行后续的倒角作业,或是移动至出料部120从而执行出料步骤。
40.值得一提的是,虽然在图1中以进料口i与出料口o分别设置于本体100的两侧为例,但本实用新型并不以此为限。依据厂房的大小以及实际进料出料的动向需求,进料口i以及出料口o也可以配置于本体100的同一侧,或者是仅配置一个开口而同时具备进料及出料的功能。
41.请参考图2及图3,本实施例的承载平台210例如是圆形转盘且具有旋转中心c,且承载件400通过承载平台210的枢转依序接近进料口i、切割件310以及出料口o。优选地,切割单元300还包括至少一切割移动机构320,其中切割移动机构320例如包括分别可沿图2中上下方向以及图3中上下方向进行水平移动及铅直移动的两组电动缸与滑轨,且切割件310通过切割移动机构320相对于承载平台210、承载件400以及工件2移动从而切割工件2。在本实施例中,切割件310为多个且适于在工件2上形成相异两切口,且这些切口彼此不平行。为了能清楚地辨识,在下文中会将在工件2上形成相异两切口中的其中一切口的切割件310称为第一切割件310a,将在工件2上形成相异两切口中的另一切口的切割件310称为第二切割件310b,其中第一切割件310a以及第二切割件310b彼此间隔配置,并将第一切割件310a以及第二切割件310b对应的切割移动机构320分别称为第一切割移动机构320a以及第二切割
移动机构320b。
42.请一并参考图1及图4,其中图4为图1中的取料件以及取料移动机构部分组件的立体图。在本实施例中,取料件510例如包括多个取料提取部512,这些取料提取部512例如是连接于真空源的吸嘴,且取料移动机构520包括沿图1中左右方向延伸的滑轨以及滑设于上述滑轨的伺服电机,且伺服电机适于驱动取料件510相对于本体100在铅直方向上位移。藉此,当取料件510通过取料移动机构520移动至工件2上方并接近工件2时,即可通过取料提取部512吸附工件2,从而提取工件2一并移动。优选地,取料件510还包括邻近传感器514,其中邻近传感器514例如可发射电磁场或电磁辐射束(例如红外线),并观察电磁场或反射讯号的变化,从而当工件2与取料件510之间的相对距离在一定范围内时正确侦测,提高取料提取部512的运作正确性及作动效率。
43.值得一提的是,虽然在本实施例中取料件510以真空吸附的方式固持工件2进行提取,但本实用新型并不限定于此。依据实际的需求,也可改用电磁铁磁吸或夹具夹持的方式固持工件2,且类似的固持方式也可应用于承载件400、进料件530、出料件550以及下文中的工件承载部622与子工件承载平台814。
44.请一并参考图1、图5及图6,其中图5为图1中的进料件以及进料移动机构部分组件的立体图,而图6为图1中的工件校正单元的正视图。为了确保工件2在切割时与承载平台210以及承载件400的相对位置精确度,本实施例的连续型切割机1通过工件校正单元600校正工件2与进料件530之间的相对位置,再通过进料件530将工件2配置于承载件400上从而达到提高精度的效果。如图1及图5所示,进料移动机构540包括沿图1中左右方向延伸的滑轨以及滑设于上述滑轨的伺服电机,且伺服电机适于驱动进料件530相对于本体100在铅直方向上位移。换言之,进料件530通过进料移动机构540可动地连接于本体100,且进料件530包括至少一进料提取部532,其中进料提取部532配置于进料件530的底部用以固持并提取工件2,在本实施例中形状例如是“口”字形且数量例如是四个,且各进料提取部532分别包括内提取部532a以及配置于内提取部532a外围的外提取部532b,各内提取部532a以及各外提取部532b分别连通于真空源,适于选择性地通过负压固持并提取工件2的局部区域。优选地,进料件530还包括至少一压力传感器538,在本实施例中数量例如是八个,分别对应于上述四个进料提取部532的内提取部532a以及外提取部532b,以即时监测进料提取部532提取工件2的各处负压压力值。
45.除此之外,提取单元500还包括至少一进料定位件534以及图像传感器536,其中进料定位件534例如是定位销,在本实施例中数量为两个且配置于进料件530的两侧,但本实用新型对进料定位件534的具体形状、数量以及实际配置位置不加以限制;而图像传感器536配置于进料件530上,用以当进料件530移动并接近配置于工件校正单元600上的工件2时,侦测工件2与工件校正单元600彼此之间的相对位置是否正确。
46.具体而言,进料定位件534是通过对位接触的方式与承载件400以及工件校正单元600进行定位。为了避免在接触时的相对位移造成进料定位件534、承载件400或工件校正单元600的组件受损,优选地,进料件530上还配置有至少一定位座534a以及至少一弹性件534b,且定位座534a以及弹性件534b的数量及位置对应于进料定位件534。更进一步而言,定位座534a配置于进料件530的顶部,进料定位件534如图5所示由进料件530的底部穿设于进料件530并连接于定位座534a,而弹性件534b例如是弹簧且配置于进料定位件534以及定
位座534a之间。通过这样的配置,当进料定位件534相对于进料件530底部突出的部分抵接于承载件400或工件校正单元600,且进料移动机构540持续驱动进料件530向下移动时,弹性件534b会因为进料定位件534的抵接而受力产生弹性变形,从而使进料弹性件534b可向上缩入定位座534a内,避免组件彼此因碰撞而损坏。
47.另一方面,工件校正单元600相邻于进料口i配置且包括工件定位基座610、工件校正平台620、工件校正机构630以及至少一定位特征640,其中工件校正机构630以及定位特征640配置于工件定位基座610上,且工件校正平台620配置于工件校正机构630上。详细而言,工件校正平台620包括工件承载部622,其中工件承载部622配置于工件校正平台620的顶部且适于承载工件2。具体而言,工件承载部622形成有多个气孔622a,用以将工件2吸附于工件校正平台620的顶面。如图6所示,工件校正机构630连接于工件承载部622,在本实施例中配置于工件定位基座610与工件校正平台620的底部之间且包括两个驱动电机632,这两个驱动电机632例如是线性电机且配置的方向彼此正交,可分别驱动工件校正平台620沿图6中的左右方向以及垂直于图面的方向移动,而在其它可能的实施例中,工件校正机构630还可以包括旋转电机,用以旋转并校正工件承载部622。换言之,工件校正机构630可选择性地移动或转动工件承载部622。
48.除此之外,定位特征640例如是具有凹槽的插座,数量例如为四个,且工件校正平台620相对于定位特征640可动。具体而言,工件校正平台620的两侧可分别形成避让凹槽,而工件定位基座610如图6所示形成有向上延伸的两个立柱,各立柱穿设于各避让凹槽内,且其中两个定位特征640配置于立柱上。由于避让凹槽与立柱间具有微小间隙,因此工件校正平台620可在工件校正机构630的驱动下相对于定位特征640进行小幅度的移动或转动。通过上述的配置,当取料件510将工件2配置于工件承载部622上,且进料件530通过进料移动机构540移动并接近工件校正单元600时,工件校正单元600将通过图像传感器536所侦测的影像确认工件2与定位特征640彼此之间的相对位置及相位是否正确。当工件2与定位特征640之间的相对位置或相位产生误差时,工件承载部622会通过气孔622a吸附工件2以暂时性地固定工件2,且工件校正机构630会通过驱动电机632移动或旋转工件校正平台620,从而使工件2与定位特征640彼此之间的相对位置及相位满足要求。
49.在上述位置及相位校正完毕后,进料移动机构540驱动进料件530靠近工件2,从而使进料定位件534与定位特征640彼此插设并耦合,此时进料提取部532也同时抵接于工件2的上表面。因此,当连接于进料提取部532的真空源启动时,进料提取部532即可提取工件2并一并移动,且因为工件2与定位特征640之间的相对位置已通过图像传感器536及工件校正机构630进行校正,而进料定位件534与进料提取部532的相对位置固定,所以当进料定位件534与定位特征640彼此耦合时,也同时确定进料件530与工件2之间的相对位置关系,即,对进料件530以及工件2之间的相对位置进行校正。
50.请参考图7,图7为图1中的切割校正单元的正视图。为了确保切割后的工件2大小符合要求且不致产生误差,本实施例的连续型切割机1还通过切割校正单元700进一步校正工件2在切割过程中的具体位置,从而达到提高切割精度的效果。如图7所示,本实施例的切割校正单元700包括切割定位基座710、至少一切割校正基座720、至少一切割校正机构730、至少一切割校正平台740以及至少一切割定位件750,其中切割定位基座710连接于本体100,切割校正基座720配置于切割定位基座710上,切割校正机构730配置于切割校正基座
720上且连接于切割校正平台740,且切割定位件750配置于切割校正平台740上。
51.详细而言,切割校正基座720、切割校正机构730以及切割校正平台740的数量对应于切割单元300为了对应不同切口而配置的切割件310的组数,在本实施例中各为两个而分别对应于第一切割件310a以及第二切割件310b,从而使得配置于各切割校正平台740上的切割定位件750可动地连接于承载平台210且对应于切割件310配置。藉此,当第一切割件310a以及第二切割件310b对承载平台210上的工件2进行切割时,切割定位件750可选择性地与承载平台210或配置于承载平台210上的承载件400彼此耦合,从而达到定位工件2的效果。为了能清楚地辨识,在下文中会将对应于第一切割件310a配置的切割校正基座720、切割校正机构730以及切割校正平台740分别称为第一切割校正基座720a、第一切割校正机构730a以及第一切割校正平台740a,而将对应于第二切割件310b配置的切割校正基座720、切割校正机构730以及切割校正平台740分别称为第二切割校正基座720b、第二切割校正机构730b以及第二切割校正平台740b,且由于两组切割校正基座720、切割校正机构730以及切割校正平台740的结构完全相同,因此仅针对视图中较为详尽的第二切割校正基座720b、第二切割校正机构730b以及切割校正平台740b进行说明。
52.如图7所示,第二切割校正机构730b包括驱动电机732、多个导引件734以及至少一位移传感器736,其中驱动电机732例如是伺服电机,穿设于切割定位基座710且配置于第二切割校正基座720b上,用以驱动第二切割校正平台740b在铅直方向上移动;导引件734例如是导柱,穿设于第二切割校正基座720b且一端连接于第二切割校正平台740b;而位移传感器736例如是光学传感器,相对于驱动电机732固定配置且用以侦测导引件734另一端的位移量。优选地,驱动电机732上配置有支撑基板,支撑基板上形成有导槽,且位移传感器736滑设于导槽中,藉此可针对不同长度的导引件734预先设定不同的电机推进行程以及位移传感器736配置的位置。当第二切割件310b即将切割工件2时,第二切割校正机构730b的驱动电机732会驱动第二切割校正平台740b沿着导引件734的延伸方向往上移动,从而使得第二切割校正平台740b接近甚至抵接于承载平台210,进而让配置于第二切割校正平台740b上的切割定位件750与承载平台210或承载平台210上的承载件400彼此耦合,达到切割时定位工件2的效果。
53.请一并参考图8及图9,其中图8为图7中x-x剖面的局部剖视图,而图9为图3中的承载件的立体图。如图9所示,承载件400包括承载部410以及至少一固持部420,其中固持部420的数量例如为四个且通过铆钉或焊接等锁固手段固设于承载部410上。更进一步而言,各固持部420包括内固持部422以及外固持部424,其中内固持部422配置于外固持部424内,内固持部422以及外固持部424上分别形成有多个气孔426,且内固持部422与外固持部424之间以及相邻的两外固持部424之间分别形成有切割槽428。换言之,各固持部420上形成有多个气孔426以及多个切割槽428,这些气孔426连通于真空源,用以在切割件310切割工件2时将工件2固持于固持部420上;而切割槽428对位于工件2的切口,作为切割刀刃的预留空间以防止切割件310与承载件400彼此干涉。
54.由于工件2在切割时,邻近切割槽428的部分容易受到切割件310强大的作用力而产生位移,为此,在内固持部422以及外固持部424的每条边上形成有21个气孔426,藉此可稳固地将工件2固持在承载件400上,但本实用新型对于气孔426的具体数量不加以限制。另一方面,为了防止切割后的子工件在切割过程中因为边缘受力而产生中央部分翘曲的情
况,如图9所示,承载件400优选地还包括至少一饰部430,其中饰部430例如是金属厚板,数量对应于固持部420且分别配置于各内固持部422所形成的凹部内,且各饰部430在厚度方向上的高度例如与各固持部420相等或略低于各固持部420。通过这样的配置,在切割过程中饰部430可支撑工件2远离固持部420的部分避免其过度下凹而产生翘曲。优选地,各饰部430形成有多个气孔432,这些气孔432连通于真空源从而形成与各固持部420相等或强度略小于各固持部420的负压,且气孔432的分布密度小于气孔426的分布密度,藉此可减少气孔426的数量并降低真空源的输出动力。
55.为了将工件2精确地配置于承载件400上,如图8及图9所示,本实施例的承载件400还包括定位特征412,其中定位特征412例如是具有凹槽的插座,数量例如是四个且分别配置于承载部410的四个边上,且这些定位特征412与固持部420的相对位置等同于进料定位件534与进料提取部532的相对位置。藉此,连续型切割机1在工件校正步骤时已经通过进料定位件534、图像传感器536以及工件校正单元600确定进料件530与工件2之间的相对位置关系,因此当进料件530将工件2配置于承载件400上,且进料定位件534与定位特征412彼此耦合时,即可确定工件2与承载件400的相对位置关系和工件2与进料件530的相对位置关系相同,也等同于经由图像传感器536校正后的工件2与工件校正平台620的相对位置关系。换言之,通过承载件400的定位特征412以及工件校正单元600的定位特征640选择性地与进料定位件534耦合,可确保工件2与承载件400之间的相对位置及方向的正确性,毋需再度通过影像感测校正定位,大幅提高了切割效率。
56.另一方面,如图2及图7所示,承载单元200还包括旋转机构220,其中旋转机构220例如包括旋转电动缸,可依据输入的编程驱动承载平台210绕着旋转中心c进行转动。由于承载平台210的直径相对于工件2而言相当庞大(约2公尺),若仅仰赖旋转机构220的旋转编程设定确定承载件400旋转的目标位置,有可能无法达到工件2的切割精度要求,甚至可能会产生切割误差。为此,如图8所示,承载件400的承载部410例如通过铆钉、焊接或嵌设等固定手段固设于承载平台210上,且承载平台210形成有至少一定位孔212,且切割定位件750例如是可与上述定位孔212耦合的定位销。通过这样的配置,当旋转机构220依据输入的编程驱动承载平台210带动承载件400旋转至进行切割的加工位置时,驱动电机732可如同上文所述驱动切割校正平台740,从而带动切割定位件750(定位销)与定位孔212彼此卡掣。如此一来,即使承载件400由于旋转机构220的旋转精度限制而与正确的切割位置间有些许误差,也可通过定位销与定位孔212的卡掣得以校正至正确的切割位置。换言之,通过定位销选择性地与定位孔212彼此卡掣,可进一步提升承载件400以及承载的工件2在切割时的位置精度。
57.更进一步而言,在其它可能的实施例中,承载件410可包括至少一定位套筒414,其中定位套筒414朝承载平台210延伸并嵌设于定位孔212内,且当切割校正机构730驱动切割定位件750向上移动时,定位销可穿设于定位套筒414。通过这样的配置,切割校正单元700可通过切割定位件750一次性地正位承载平台210以及承载件400,即使承载件400未完全固设于承载平台210上,也可确保切割时的精度。
58.值得一提的是,虽然在本实施例中以定位销卡掣于定位孔212,或是定位销穿设于嵌设在定位孔212内的定位套筒414为例,但本实用新型并不限定于此。在其它可能的实施例中,定位孔212、定位套筒414以及切割定位件750的配置位置也可以彼此调换,或是变更
为可活动地彼此卡掣、啮合或锁定的机构,只要能达到在切割时锁定承载件400的功效即可。
59.以下将针对本实施例的连续型切割机1如何切割工件2进行详细的说明。请参考图10至图13,分别为图1的连续型切割机对工件进行切割的第一状态至第四状态的俯视图。在图10至图13中,为了能清楚说明,将省略第一切割移动机构320a以及第二切割移动机构320b而仅显示第一切割件310a以及第二切割件310b,且在下文中,将工件2中依序移动至切割件310切割的其中两个工件2分别称为第一工件2a以及第二工件2b,并将承载第一工件2a以及第二工件2b的承载件400分别称为第一承载件400a以及第二承载件400b。
60.如图10所示,当第一工件2a经由工件校正单元600以及进料件530的进料定位件534配置并定位于第一承载件400a上后,第一承载件400a的固持部420会连通于真空源产生负压并将第一工件2a固持于第一承载件400a上。此时,旋转机构220将驱动承载平台210相对于旋转中心c沿旋转方向r旋转一段相位距离,在本实施例中例如是90度,从而使得固持第一工件2a的第一承载件400a接近第一切割件310a,并使得第一承载件400a前方的承载件400以及所承载的工件2接近第二切割件310b。优选地,承载平台210还包括多个气管接头214,这些气管接头214例如配置于承载平台210的顶面中心区域且连接有通往各承载件400的固持部420的气路管线,可因应承载平台210的旋转而与各承载件400保持固定的相对方向及距离,进而防止气路管线因旋转而与其它组件或机构缠绕或干涉。
61.然后,如图10及图11所示,第一切割移动机构320a会驱动第一切割件310a沿第一切割路径p1正向移动,并在第一工件2a上形成等同于第一切割件310a数量的第一切口i1。在本实施例中第一切口i1的数量例如是三个,且这些第一切口i1将第一工件2a划分为中央部分的两个大小相近的中间产物以及左右两侧的残料。值得一提的是,由于第一切口i1的位置对位于第一承载件400a的切割槽428,且切割槽428的两侧分别配置有内固持部422以及外固持部424,因此即使第一工件2a形成有第一切口i1,中间产物以及左右两侧的残料均能通过内固持部422以及外固持部424固持于第一承载件400a上,而不会散落至承载平台210上。
62.在此同时,第二切割移动机构320b也驱动第二切割件310b沿第二切割路径p2正向移动,并在前一工件2上形成等同于第二切割件310b数量的第二切口i2,在本实施例中第二切口i2的数量例如是三个,且第一切割路径p1平行于第二切割路径p2,但本实用新型对于第一切割路径p1及第二切割路径p2的具体方向、第一切割件310a与第二切割件310b的数量、各切割件310之间的距离以及相对于工件2的位置不加以限制。依据实际需求,也可以将第一工件2a切割为三个、四个或更多个的中间产物,各中间产物切割后的大小也可以彼此相异,仅需配置具有对应上述切口的切割槽428的承载件400即可。
63.请参考图12,在上述切割步骤结束后,旋转机构220将驱动承载平台210相对于旋转中心c沿旋转方向r再旋转一段相位距离,在本实施例中例如是90度,从而使得第一工件2a以及第一承载件400a接近第二切割件310b,并使得承载且固持第二工件2b的第二承载件400b自邻近进料口i的位置移动并接近第一切割件310a,其中第二承载件400b相邻于第一承载件400a配置。
64.然后,如图12及图13所示,第一切割移动机构320a将驱动第一切割件310a沿相同的第一切割路径p1反向移动,并在第二工件2b上形成新的第一切口i1’;在此同时,第二切
割移动机构320b也驱动第二切割件310b沿相同的第二切割路径p2反向移动,并在第一工件2a上形成新的第二切口i2’,且第一切口i1与第二切口i2’彼此不平行,在本实施例中第一切口i1与第二切口i2’两者互相垂直,从而将第一工件2a切割为四个大小相等的正方形子工件22,但本实用新型并不限定于此。最后,切割完成的第一工件2a会通过承载平台210的枢转再次移动一相位距离,从而接近出料口o。
65.通过这样的配置,本实施例的连续型切割机1通过承载平台210的旋转结合切割件310的移动,能够在工件2上形成彼此不平行的相异两切口,毋需将承载工件2的载台或承载用组件多次送入、移出连续型切割机1,因此能有效提高切割的效率。除此之外,当第一切割件310a切割形成第一切口i1时,第二切割件310b可同步切割形成第二切口i2,使得切割效率更进一步地提升。再者,即使第一切口i1与第二切口i2’彼此不平行,但第一切割路径p1以及第二切割路径p2仍可设计为彼此平行的路径,如此一来不仅能防止不同方向的刀具彼此碰撞干涉,且能使本体100的内部容纳更多的切割刀具以及机构组件,从而缩小连续型切割机1所占据的体积。
66.请参考图14,图14为本实用新型的连续型切割机的另一实施例对另一工件进行切割时的俯视图。虽然在上述实施例中,切割件310为多个且包括第一切割件310a以及第二切割件310b,并通过第一切割件310a以及第二切割件310b在第一工件2a枢转至不同位置时进行切割从而形成相异两切口,但本实用新型并不以此为限。如图14所示,在另一实施例中,连续型切割机1’仅包括一切割件310’,其中切割件310’例如可沿第三切割路径p3(即图14中的左右方向)往复移动,且工件2’例如是三角形的电路板。当工件2’位于第一位置l1时,切割件310’沿第三切割路径p3移动而在工件2’上形成第三切口i3;而当工件2’随着承载平台210沿旋转方向r旋转至第二位置l2时,切割件310’继续沿第三切割路径p3移动而在工件2’上形成第四切口i4,且第三切口i3以及第四切口i4彼此不平行。换言之,本实施例的连续型切割机1’可在仅具备单一切割件310’的情况下,通过承载平台210的枢转结合切割件310’的移动而在工件2’上形成彼此不平行的相异两切口,大幅提高了切割效率。
67.值得一提的是,虽然在以上实施例中以承载平台210为圆盘状结构,切割件310为圆盘锯,且各切割路径为直线为例,但本实用新型并不限定于此。在其它可能的实施例中,承载平台210也可以为椭圆盘、正方盘或多边形盘,切割件310也可变更为激光切割刀具、水刀或超音波振动刀,切割路径也可设定为弧线、曲线或拋物线,承载平台210转动的相位角度也不限于90度,均可依据实际加工需求进行调整。
68.请参考图15及图16,其中图15为图1中的倒角单元以及出料部的立体图,而图16为图15中的倒角机构本体的立体图。在工件2经由上述的切割流程成为多个大小相等的子工件22后,由于子工件22由切口所形成的四个角部相当锐利,容易与其它零件接触而断裂或凹折,也有可能会割伤操作人员以及其它的组件。为此,本实施例的倒角单元800可对子工件22执行倒角流程,如图15所示,本实施例的倒角单元800包括倒角机构本体810以及倒角移动机构820,其中倒角机构本体810配置于倒角移动机构820上,且倒角移动机构820适于驱动倒角机构本体810进行移动。优选地,倒角移动机构820包括沿长度方向延伸的滑轨,倒角机构本体810滑设于上述滑轨上,出料部120配置于滑轨的一侧上,且出料件550可动地相邻于出料口o配置。
69.请再次参考图5,本实施例的出料件550与进料件530的结构大致相同,两者主要的
差异在于:由于切割后的工件2已无精准切割正位的需要,因此出料件550上可不配置定位件,而仅通过图像传感器侦测工件2的位置,但本实用新型并不以此为限。相似地,出料件550上包括至少一出料提取部,其中出料提取部配置于出料件550的底部用以固持并提取工件2,数量例如是四个,且各出料提取部分别包括内提取部以及配置于内提取部外围的外提取部,这些内提取部以及外提取部分别连通于真空源。换言之,出料提取部选择性地固持工件2通过第一切口i1以及第二切口i2形成的多个子工件22。
70.当第一工件2a切割完成后,出料件550会移动至第一承载件400a的上方,通过各出料提取部的内提取部提取切割完成的子工件22,并通过出料提取部的外提取部提取子工件22外围的残料,再通过出料移动机构560移动至倒角机构本体810上方。如图16所示,倒角机构本体810包括壳体812、子工件承载平台814、多个倒角件816以及多个倒角件驱动机构818,其中壳体812形成有开口812a,且开口812a具有多个角部;子工件承载平台814对位于开口812a配置,且优选地与壳体812的上表面形成有段差;倒角件816的至少一部分配置于壳体812内,数量对应于开口812a的角部以及子工件22欲进行倒角的角部数量,在本实施例中例如是四个,而倒角件驱动机构818连接于倒角件816,用以驱动倒角件816移动以进行倒角程序。
71.当出料件550通过图像传感器确认其中一个出料提取部位于开口812a的正上方时,所述出料提取部的内提取部会破真空使得固持的子工件22通过开口812a落在子工件承载平台814上。优选地,子工件承载平台814包括多个固持特征814a,其中固持特征814a例如是与子工件承载平台814顶面垂直的止挡组件且配置于子工件承载平台814的侧边上,可防止子工件22在倒角过程中偏移或脱离开口812a。除此之外,子工件承载平台814上也可形成多个与真空源连通的气孔,当子工件22配置于子工件承载平台814上时,可驱动真空源产生负压进而将子工件22稳固的吸附于子工件承载平台814上。
72.当子工件承载平台814稳定固持子工件22后,各倒角件驱动机构818会驱动各倒角件816开始移动。如图16所示,壳体812的底面上还形成有对应倒角件816数量的槽孔812b,倒角件816例如是连接于旋转曲柄上的倒角磨轮,且旋转曲柄的一部分穿设于槽孔812b。藉此,当倒角件驱动机构818驱动旋转曲柄沿槽孔812b移动时,旋转曲柄会同时旋转,使得配置于上方的倒角磨轮通过开口812a以及子工件22的角部,从而对子工件22进行倒角。
73.在上述倒角作业结束后,子工件承载平台814会停止固持子工件22,而由原本破真空的内提取部再次提取倒角完成的子工件22。当出料件550上的所有子工件22均完成倒角作业后,出料件550会将子工件22提取至出料部120。优选地,出料部120包括用以输送子工件22的滚轮或履带,可将完成切割及倒角的子工件22送出连续型切割机1。
74.另一方面,本实施例的倒角单元800优选地还包括残料储存部830,其中残料储存部830例如是集料桶,当出料件550将子工件22提取至出料部120后,可移动至残料储存部830上方,并驱动各外提取部破真空,此时原先由外提取部固持的外围残料将会自动掉到残料储存部830中,待累积到定量后再由操作人员一次清除,可减少清洁承载平台210以及承载件400的工序及人力。
75.本实用新型在上文中已以优选实施例公开,然而本领域技术人员应理解的是,所述实施例仅用于描绘本实用新型,而不应解读为限制本实用新型的范围。应注意的是,凡是与所述实施例等效的变化与置换,均应设定为涵盖在本实用新型的范围内。因此,本实用新
型的保护范围当以权利要求书所界定的内容范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。