1.本技术涉及自动控制技术领域,具体涉及一种生产线。
背景技术:
2.产品生产线多配置基础设备进行流水化作业,辅以操作人员处理设备故障,没有或者只有单一的检测设备帮助生产线识别不良产品。
3.实际生产中,产品生产线包括的工序繁多,且每个工序内均存在一定的不良品风险,若仅针对单一工序配置不良品检测设备,会增大生产线流出不良品的概率,这将给企业造成较大的经济损失。
技术实现要素:
4.本技术实施例的目的在于提供一种生产线,用于降低生产线流出不良品的概率。
5.为解决上述问题,本技术是这样实现的:
6.本技术实施例提供了一种生产线,包括:
7.n个复合单元,以及n个传输单元,所述n个复合单元与所述n个传输单元一一对应,所述n个传输单元依次连接,其中,n为大于或等于2的整数;
8.所述复合单元包括依次连接的生产设备和检测设备,所述复合单元对应的传输单元与所述复合单元的检测设备电连接,在所述复合单元的检测设备未启动的情况下,所述复合单元对应的传输单元不启动。
9.可选的,所述生产线还包括n个收集单元,所述n个收集单元与所述n个复合单元一一对应;
10.所述复合单元对应的收集单元与所述复合单元的检测设备连接,所述收集单元用于收集其所连接的检测设备检出的不良品。
11.可选的,所述生产线还包括n个监测单元,所述n个监测单元与所述n个收集单元一一对应;
12.所述监测单元设置于其所对应的收集单元内,所述监测单元与其所对应的传输单元电连接,在所述监测单元指示其所对应的收集单元内的不良品满仓时,所述监测单元对应的传输单元关闭。
13.可选的,所述生产线还包括中控单元,所述中控单元与所述传输单元以及所述监测单元电连接,在所述监测单元指示其所对应的收集单元内的不良品满仓时,所述中控单元控制所有传输单元关闭。
14.可选的,所述中控单元还与所述检测设备电连接,在所述中控单元统计所有检测设备检出的不良品的总个数大于或等于第一阈值的情况下,所述中控单元控制所有传输单元关闭。
15.可选的,所述生产线还包括报警单元,所述报警单元与所述中控单元电连接,在所述中控单元控制所有传输单元关闭的情况下,所述报警单元发出报警信息。
16.可选的,所述生产线还包括n个复检单元,所述n个收集单元与所述n个复检单元一一对应;
17.所述复检单元包括复检组件、第一存储件和第二存储件,所述复检组件的一端与其所对应的收集单元连接,所述复检组件的另一端与所述第一存储件和所述第二存储件连接,其中,所述复检组件用于再次核验所述检测设备检出的不良品,所述第一存储件用于存储核验通过的不良品,所述第二存储件用于存储核验不通过的不良品。
18.可选的,所述检测设备上配置有身份识别设备,所述身份识别设备与所述检测设备电连接,所述身份识别设备用于区分第一用户和第二用户,所述第一用户为具备所述检测设备的操作权限的用户,所述第二用户为具备所述检测设备的维护权限的用户。
19.可选的,所述检测设备包括如下至少一项:
20.用于检测产品的存储容器完整性的第一设备;
21.用于检测产品的存储容器密封性的第二设备;
22.用于检测产品的喷码信息正确性的第三设备;
23.用于检测产品内异物的第四设备;
24.用于检测产品重量一致性的第五设备;
25.用于检测产品外包装完整性的第六设备。
26.可选的,所述生产线还包括信息记录单元,所述信息记录单元与每一所述生产设备电连接,所述信息记录单元与每一所述检测设备电连接,所述信息记录单元用于记录所述生产设备和所述检测设备的工作数据。
27.在本技术实施例中,通过为生产线上每一生产设备配置对应的检测设备,以降低生产线流出不良品的概率,在此基础上,还对检测设备和传输单元之间的关联关系进行了限定,使传输单元仅能在检测设备启动的情况下开启,避免生产线运作但检测设备未启动的情况发生,这能进一步降低生产线流出不良品的概率,并减少企业在不良品方面的经济损失。
附图说明
28.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
29.图1是本技术实施例提供的一种生产线的结构示意图;
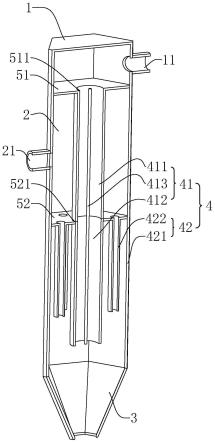
30.图2是本技术实施例提供的一种听装奶粉产品包装生产线的结构示意图。
具体实施方式
31.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。根据本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
32.本技术实施例中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描
述特定的顺序或先后次序。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。此外,本技术中使用“和/或”表示所连接对象的至少其中之一,例如a和/或b和/或c,表示包含单独a,单独b,单独c,以及a和b都存在,b和c都存在,a和c都存在,以及a、b和c都存在的7种情况。
33.请参见图1,图1是本技术实施例提供的一种生产线的结构示意图,如图1所示,生产线包括:
34.n个复合单元,以及n个传输单元,所述n个复合单元与所述n个传输单元一一对应,所述n个传输单元依次连接,其中,n为大于或等于2的整数;
35.所述复合单元包括依次连接的生产设备和检测设备,所述复合单元对应的传输单元与所述复合单元的检测设备电连接,在所述复合单元的检测设备未启动的情况下,所述复合单元对应的传输单元不启动。
36.实际应用中,生产线还包括进料设备和出料设备,其中,进料设备设置于生产线的起始位置,出料设备设置于生产线的结束位置,n个复合单元通过n个传输单元连接于进料设备与出料设备之间,每一复合单元的生产设备对应产品生产流程中的一道加工工序。
37.举例来说,若生产线包括复合单元a和复合单元b,其中,复合单元a包括生产设备a1和检测设备a2,复合单元b包括生产设备b1和检测设备b2,且生产设备a1对应的工序位于生产设备b1对应的工序之前,则生产线运作时,原材料经进料设备输入生产线后,将依次经过生产设备a1、检测设备a2、生产设备b1以及检测设备b2,最终在出料设备处成为产品并向外输出。
38.在生产线运作过程中,进料设备输入用于产品加工制造的原材料,所述原材料经多道加工工序(也即多个生产设备)处理后,即成为产品,并经出料设备向外流出。
39.由于每一加工工序内均设置有适配该工序的检测设备,因此可有效降低生产线流出不良品的概率。并且,在此基础上,还对检测设备和传输单元之间的关联关系进行了限定,使传输单元仅能在检测设备启动的情况下开启,避免生产线运作但检测设备未启动的情况发生,这能进一步降低生产线流出不良品的概率,并减少企业在不良品方面的经济损失。
40.可选的,所述生产线还包括n个收集单元,所述n个收集单元与所述n个复合单元一一对应;
41.所述复合单元对应的收集单元与所述复合单元的检测设备连接,所述收集单元用于收集其所连接的检测设备检出的不良品。
42.如上所述,通过收集单元的设置,对检测设备检出的不良品进行收纳,不仅能避免不良品在检出设备处堆积的情况,还能避免不良品再次混入生产线的情况,同时便利后续对不良品产生原因的回溯操作。
43.在一些实施方式,所述收集单元可以包括收集导轨和收集仓,其中,收集导轨的第一端与检测设备的不良品剔除口连接,收集导轨的第二端与收集仓连接,在检测设备检出不良品以后,检测设备会将检出的不良品转移至不良品剔除口,经收集导轨引导后,所检出不良品落入收集仓内,至此完成对不良品的收集。
44.进一步的,为降低能耗,可以设置收集导轨的第一端位置高于收集导轨的第二端位置,利用不良品自身重力完成不良品在收集导轨的移动。
45.更进一步的,还可以在收集仓上开设第一开口和第二开口,并限定第一开口与所述收集导轨的第二端连接,第一开口的开口面积小于第二开口的开口面积,同时配置封闭件对第二开口进行封闭。通过上述设置,使第一开口作为不良品在收集仓内的入口,将第二开口作为不良品在收集仓内的出口,同时设置封闭件对第二开口进行封闭,进一步降低不良品流入生产线的情况,应用中,可以配置特定人员对封闭件的启闭进行管理,举例来说,上述封闭件可以为密封板,以及用于将密封板限位于第二开口处的锁件,前述特定人员可持有用于开启该锁件的钥匙。
46.可选的,所述生产线还包括n个监测单元,所述n个监测单元与所述n个收集单元一一对应;
47.所述监测单元设置于其所对应的收集单元内,所述监测单元与其所对应的传输单元电连接,在所述监测单元指示其所对应的收集单元内的不良品满仓时,所述监测单元对应的传输单元关闭。
48.如上所述,通过监测单元的设置,对收集单元内的不良品的仓储状况进行监测,以及时发现不良品满仓情况,并在不良品满仓时,相应关闭监测单元对应的传输单元。
49.在一些实施方式中,所述监测单元可以通过统计落入收集单元内的不良品数量的方式,来判别收集单元是否存在不良品满仓的情况。
50.在一些实施方式中,所述监测单元也可以通过监测收集单元的入口是否堵塞的方式,来判别收集单元是否存在不良品满仓的情况,例如,在收集单元包括收集导轨和收集仓的情况下,监测单元可以为设置于收集仓的第一开口处的红外发射器和红外接收器,红外接收器能接收红外发射器的红外信号时,说明收集仓的入口并未堵塞,即收集仓未出现不良品满仓的情况;红外接收器不能接收红外发射器的红外信号时,说明收集仓的入口被堵塞,即收集仓出现不良品满仓的情况。
51.可选的,所述生产线还包括中控单元,所述中控单元与所述传输单元以及所述监测单元电连接,在所述监测单元指示其所对应的收集单元内的不良品满仓时,所述中控单元控制所有传输单元关闭。
52.如上所述,通过中控单元的设置,对生产线包括的所有传输单元进行关联调控,以在至少一个传输单元被关闭时,相应关闭生产线包括的所有传输单元,避免原材料在被关闭传输单元处堆积的情况。
53.在一些实施方式中,在目标传输单元被关闭的情况下,中控单元也可以仅关闭进料设备与目标传输单元之间的其他传输单元(即目标传输单元和出料设备之间的传输单元继续运行),这能在避免原材料堆积问题的情况下,降低生产线停工带来的经济损失。
54.可选的,所述中控单元还与所述检测设备电连接,在所述中控单元统计所有检测设备检出的不良品的总个数大于或等于第一阈值的情况下,所述中控单元控制所有传输单元关闭。
55.如上所述,通过配置中控单元与检测设备电连接,以使中控单元可以统计所有检测设备检出的不良品的总个数,在所统计的不良品的总个数大于或等于第一阈值时,则说明当前生产线的不良品的出现概率过高,此时通过关闭所有传输单元的方式,降低原材料
的耗损,待生产线经过检修维护后,再行开启。
56.需要说明的是,所述第一阈值可根据实际需求进行适应性调整,例如20个、40个、100个等,本技术实施例对此并不加以限定。
57.另外,需要指出的是,中控单元对所有检测设备检出的不良品的总个数统计应限于一定时间周期,该时间周期可以为1小时、12小时、24小时等,本技术实施例对此也不加以限定。
58.可选的,所述生产线还包括报警单元,所述报警单元与所述中控单元电连接,在所述中控单元控制所有传输单元关闭的情况下,所述报警单元发出报警信息。
59.如上所述,通过报警单元的设置,以在中控单元控制所有传输单元关闭的情况下,及时对外反馈,以使生产线附近的辅助人员以及生产线的管理人员及时处置传输单元关闭的情况。
60.在一些实施方式中,报警单元可以为蜂鸣器(通过音波传输报警信息),也可以为指示灯(通过灯光颜色和灯光启闭状态相结合的方式传输报警信息)或显示器(通过文字或图像的方式传输报警信息),本技术实施例对此并不加以限定。
61.可选的,所述生产线还包括n个复检单元,所述n个收集单元与所述n个复检单元一一对应;
62.所述复检单元包括复检组件、第一存储件和第二存储件,所述复检组件的一端与其所对应的收集单元连接,所述复检组件的另一端与所述第一存储件和所述第二存储件连接,其中,所述复检组件用于再次核验所述检测设备检出的不良品,所述第一存储件用于存储核验通过的不良品,所述第二存储件用于存储核验不通过的不良品。
63.如上所述,通过复检组件的设置,对检测设备检出的不良品进行复核,以纠正检测设备的错检问题(指将良品检测为不良品的问题),降低原材料的耗损。
64.需要说明的是,核验通过应理解为,不良品在复核过程中被识别为良品;核验不通过应理解为,不良品在复核过程中仍被识别为不良品。
65.为降低复核误差,在复检组件对不良品进行复核处理时,可以将不良品的复核次数设置为m次以上,仅在不良品的m复核均被识别为良品,才将该不良品重新为良品,其中,m大于或等于2的整数。
66.可选的,所述检测设备上配置有身份识别设备,所述身份识别设备与所述检测设备电连接,所述身份识别设备用于区分第一用户和第二用户,所述第一用户为具备所述检测设备的操作权限的用户,所述第二用户为具备所述检测设备的维护权限的用户。
67.如上所述,通过身份识别设备的设置,对第一用户和第二用户进行区分,避免第一用户的错误操作干扰生产线运作,提高生产线在复杂场景下的适用性。
68.其中,第一用户可理解为生产线对应的辅助人员,其可监控生产线的运作情况并完成生产线上各个设备的启闭控制;第二用户可理解为生产线对应的维护人员,其可以对生产线上各个设备的运行参数进行调试。
69.可选的,所述检测设备包括如下至少一项:
70.用于检测产品的存储容器完整性的第一设备;
71.用于检测产品的存储容器密封性的第二设备;
72.用于检测产品的喷码信息正确性的第三设备;
73.用于检测产品内异物的第四设备;
74.用于检测产品重量一致性的第五设备;
75.用于检测产品外包装完整性的第六设备。
76.可选的,所述生产线还包括信息记录单元,所述信息记录单元与每一所述生产设备电连接,所述信息记录单元与每一所述检测设备电连接,所述信息记录单元用于记录所述生产设备和所述检测设备的工作数据。
77.如上所述,通过信息记录单元的设置,对生产线上各个设备的工作数据进行记录,也即形成生产线上各个设备的工作日志,以便利后续的生产线各类问题的回溯处理。
78.为方便理解,示例说明如下:
79.以听装奶粉产品包装生产线为例,如图2所示,听装奶粉产品包装生产线依次包括上听设备(上听工序)、空听影像检测设备、灌装设备(灌装工序)、封合设备(封合工序)、激光打码设备(打码工序)、封合检测设备、漏打印检测设备、积分码检测设备、x光检测设备、扣盖设备(扣盖工序)、帽盖检测设备、称重检测设备、套膜设备(套膜工序)、套膜检测设备、装箱设备(装箱工序)、以及整箱检测设备。
80.听装奶粉产品包装生产线运行时,上听设备输入听装壳体,经空听影像检测设备检测(检测听装壳体的完整性、以及检测听装壳体内是否存在异物)后,灌装设备向检测通过的听装壳体内灌装奶粉,封合设备对灌装完成的听装奶粉进行封口,这之后,激光打码设备对听装奶粉进行打码处理(对听装奶粉的生产批次、生产日期、配料等信息进行印刻),打码后的听装奶粉会进行封合检测(检测听装奶粉封合后的密封性),封合检测通过的听装奶粉会进行漏打印检测(检测听装奶粉的打码信息的完整性),漏打印检测通过的听装奶粉会进行积分码检测(检测听装奶粉的打码信息的准确性),积分码检测通过的听装奶粉会进行x光检测设备(检测听装奶粉内是否混入异物),扣盖设备对x光检测通过的听装奶粉进行帽盖扣合,帽盖扣合的听装奶粉会进行帽盖检测(检测帽盖位置以及扣合状态),帽盖检测通过的听装奶粉会进行称重检测(检测听装奶粉的重量是否处于预定义的重量范围内),套膜设备对称重检测通过的听装奶粉进行套膜处理,套膜后的听装奶粉会进行套膜检测(检测套膜包装的完整性),装箱设备对套膜检测通过的听装奶粉进行装箱处理,装箱后的听装奶粉会进行整箱检测(检测听装奶粉所在箱体的条形码是否匹配听装奶粉的品项),装箱检测通过后的听装奶粉会作为成品流出生产线。
81.听装奶粉产品包装生产线通过传送带进行物料传输,每一工序对应的检测设备与该工序处的传送带联动,检测设备不启动,则该工序处的传送带也无法启动。
82.听装奶粉产品包装生产线的各个工序处的传送带均配置有第一光电传感器(如红外电子眼等),第一光电传感器可用于识别对应工序处的传送带是否发生堵塞问题,若识别到堵塞问题出现,则光电传感器指示该工序处的传送带由后向前逐步停止运行,防止物料堆积。
83.听装奶粉产品包装生产线的每一检测设备处均配置有剔除仓(用于收集检出的不良品),且每一剔除仓的入口处均配置有第二光电传感器,在不良品满仓并阻碍第二光电传感器的光信号传输时,则该剔除仓对应工序的传送带停止运行,这能避免不良品无法进入剔除仓的情况出现。
84.听装奶粉产品包装生产线检出的不良品经过专人复检通过后,可以再次返回生产
线,需要说明的是,复检要求至少对不良品进行三次或三次以上的检测,仅在三次或三次以上的检测均通过的情况下,不良品可以再次返回生产线。
85.另外,为避免不良品流出,还需要对进行各个剔除仓进行上锁管理,并配置管理员对剔除仓钥匙进行统一管理。
86.听装奶粉产品包装生产线的各个检测设备的权限分为两类,一类为操作权限,另一类为维护权限,操作权限仅可以选择检测设备的运行模板以及控制检测设备的启闭,维护权限在具备操作权限的前提下,还可以对检测设备的运行模板进行调整(如新增运行模板、删除运行模板、或修改运行模板的部分参数等)。
87.听装奶粉产品包装生产线的各个检测设备均配置有日志记录功能,可通过图片、文档等方式记录检测设备的开启时间、关闭时间、操作人员等工作数据。
88.以上所述是本技术实施例的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。