1.本实用新型涉及电液数控折弯机领域,具体是一种双伺服泵控快速点动电液数控同步折弯机液压系统。
背景技术:
2.电液数控折弯机作为钣金制造业中的不可或缺的设备之一,产品的质量取决于机床的控制精度,生产的效率取决于机床的速度,现如今数控折弯机的每一个循环可以分为六个过程:快下、工进、保压、泄压、返程、停止,在每一个工作过程中,对液压系统提供的压力和速度也不相同。
3.传统的数控折弯机液压系统是由一台普通的三相异步电动机(转速不可调)和一台定量液压泵提供压力和液压油量,但是在机床的整个循环中(包括机床停止状态),油泵在恒定的高速运转电机带动下,持续的向液压系统供压力油,但是在每个循环中,只有工进和返程时,电机做的是有用功,其余的液压油全部通过电比例溢流阀流回油箱,电机做的是无用功,而在整个过程中,无用功约占2/3,此时液压油温升高较快,油温较高,即影响液压油的使用寿命,同时对液压系统也是不利的因素,所以传统的电液数控同步折弯机在整个循环中,相对于双伺服泵控快速点动电液数控同步折弯机液压系统,效率低、耗能高、噪声大、不环保。
技术实现要素:
4.本实用新型的目的在于:为了解决传统的电液数控同步折弯机效率低、耗能高、噪声大、不环保的问题,提供一种双伺服泵控快速点动电液数控同步折弯机液压系统。
5.为实现上述目的,本实用新型提供如下技术方案:一种双伺服泵控快速点动电液数控同步折弯机液压系统,包括伺服电机、伺服泵、主压力溢流阀、三位四通换向阀、快下阀、第一节流孔、安全阀、背压阀、第一单向阀、第二节流孔、第一两位四通换向阀、第二单向阀、第二两位四通换向阀、第三节流孔、充液阀、增速缸、油箱、第三两位四通换向阀、磁栅尺、数控系统以及驱动器,所述伺服泵一端的吸油口连接于所述油箱的出油口,所述磁栅尺的一端连接于与所述增速缸的一端,所述数控系统通过导线连接于所述磁栅尺远离所述增速缸的一端,所述驱动器的输出、输入端通过导线连接于所述数控系统与所述伺服电机之间。
6.作为本实用新型再进一步的方案:所述三位四通换向阀上的a、b、p、t口通过管道分别与所述快下阀、所述增速缸的上腔增速进油端、所述伺服泵、所述油箱进行连接。
7.作为本实用新型再进一步的方案:所述增速缸的下腔出油端通过所述第一单向阀、所述背压阀与所述快下阀相连接,所述背压阀与所述第一单向阀呈并联状态,所述背压阀需调整到机床停止支撑滑板的压力。
8.作为本实用新型再进一步的方案:所述第三两位四通换向阀的b口通过管道与油箱油箱相连接,所述第三两位四通换向阀的p口通过管道与所述三位四通换向阀、所述伺服
泵之间的管道相连接。
9.作为本实用新型再进一步的方案:所述第二两位四通换向阀的p口通过所述第二单向阀与所述三位四通换向阀、所述伺服泵之间的管道相连接。
10.作为本实用新型再进一步的方案:所述增速缸的下腔出油端通过所述安全阀与所述第三两位四通换向阀的t口所连接的管道相连接,所述安全阀设定为系统所承受的最大压力。
11.作为本实用新型再进一步的方案:所述充液阀的设置有三个端口,其中所述充液阀的一个端口通过管道与所述第二两位四通换向阀的b口,且所述充液阀与所述第二两位四通换向阀之间的管道内部设置有第三节流孔,所述充液阀的其他两个端口通过管道分别与增速缸、油箱相连接。
12.与现有技术相比,本实用新型的有益效果是:
13.1、传统的数控机床电机是普通的三相异步电动机(转速额定),而双伺服泵控液压系统的电机是伺服电机(转速可调),由于转速可调,不仅可以提高工作效率,还可以节约电能,而且伺服电机的噪音低于普通的伺服电机,从而达到了降噪,由于液压油温可控,所以液压油寿命加长,从而达到了环保效果;
14.2、传统的液压系统主压力是由电比例溢流阀、手调溢流阀、插装阀共同控制,而双伺服泵控液压系统只需要一个手调溢流阀配合伺服电机就可以完成对主压力的控制,需要不同的折弯力可以通过数控系统、伺服驱动器来调整伺服电机的扭矩来实现,从而使液压系统控制更智能,结构更优化;
15.3、传统的数控液压系统(阀控)的换向阀为电比例换向阀,数控系统要输出模拟信号来控制电比例换向阀的开口大小,控制数控机床的同步精度,这样开口的大小必会造成节流,产生不必要的能量损失,造成油温升高加快,而双伺服泵控系统的换向阀为常规的换向阀,开口大小不需要调节,只需要数控系统给出电磁换向阀的得电或失电信号完成换向调节,系统所需流量的大小由伺服电机转速和定量油泵控制,此时,数控系统会根据不同工况来确定伺服电机的转速,调节所需液压油流量大小,避免了流量节流损失;
16.4、传统的数控机床液压系统中油缸为常规的活塞缸,在机床的快下工况中,全依靠滑板的自重快下,而此双伺服泵控液压系统的油缸为增速活塞缸,相比常规活塞缸,机床在快下过程中,除了滑板自重外,还有一个增速缸,可以在压力油的作用下,加速滑板下滑,从而提高了生产效率。
附图说明
17.图1为本实用新型的线路连接示意图;
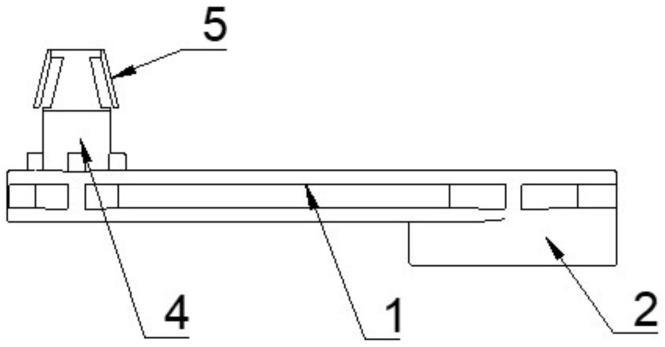
18.图2为本实用新型的增速缸与数控系统的连接线路图。
19.图中:1、伺服电机;2、伺服泵;3、主压力溢流阀;4、三位四通换向阀;5、快下阀;6、第一节流孔;7、安全阀;8、背压阀;9、第一单向阀;10、第二节流孔;11、第一两位四通换向阀;12、第二单向阀;13、第二两位四通换向阀;14、第三节流孔;15、充液阀;16、增速缸;17、油箱;18、第三两位四通换向阀;19、磁栅尺;20、数控系统;21、驱动器。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1~2,本实用新型实施例中,一种双伺服泵控快速点动电液数控同步折弯机液压系统,包括伺服电机1、伺服泵2、主压力溢流阀3、三位四通换向阀4、快下阀5、第一节流孔6、安全阀7、背压阀8、第一单向阀9、第二节流孔10、第一两位四通换向阀11、第二单向阀12、第二两位四通换向阀13、第三节流孔14、充液阀15、增速缸16、油箱17、第三两位四通换向阀18、磁栅尺19、数控系统20以及驱动器21,伺服泵2一端的吸油口连接于油箱17的出油口,磁栅尺19的一端连接于与增速缸16的一端,数控系统20通过导线连接于磁栅尺19远离增速缸16的一端,驱动器21的输出、输入端通过导线连接于数控系统20与伺服电机1之间。
22.在本实施例中:通过三位四通换向阀4、第一两位四通换向阀11、第二两位四通换向阀13、第三两位四通换向阀18得电数量的不同来将压力油分为不同支路,需要不同的折弯力可以通过数控系统20、驱动器21来调整伺服电机1的扭矩来实现,从而使液压系统控制更智能,结构更优化,增速缸16的输出轴上安装有一个读磁头,读磁头与磁栅尺19相互组成磁栅尺测量系统,它们之间根据磁感应的原理进行工作,当读磁头在磁栅尺19的磁场空间中做直线运动时,读磁头会根据运动的相关位移量实时的输出符合标准的位置脉冲,继而可实现增速缸16输出端移动距离的快速检测操作。
23.请着重参阅图1,三位四通换向阀4上的a、b、p、t口通过管道分别与快下阀5、增速缸16的上腔增速进油端、伺服泵2、油箱17进行连接,增速缸16的下腔出油端通过第一单向阀9、背压阀8与快下阀5相连接,背压阀8与第一单向阀9呈并联状态,背压阀8需调整到机床停止支撑滑板的压力。
24.在本实施例中:在伺服电机1正转的作用下,压力油经三位四通换向阀4的p—b—增速缸16的上腔增速进油端,增速缸16的下腔出油端—背压阀8—快下阀5—三位四通换向阀4的a—t口流回油箱17,此时下腔在压力油的作用下,提高伺服电机1的转速和扭矩,可以提高机床的快下速度。
25.请着重参阅图1,第三两位四通换向阀18的b口通过管道与油箱17相连接,第三两位四通换向阀18的p口通过管道与三位四通换向阀4、伺服泵2之间的管道相连接,增速缸16的下腔出油端通过安全阀7与第三两位四通换向阀18的t口所连接的管道相连接,安全阀7设定为系统所承受的最大压力。
26.在本实施例中:当第三两位四通换向阀18得电后,压力油经第三两位四通换向阀18的p—b—回流油箱17,当三位四通换向阀4、第一两位四通换向阀11、第二两位四通换向阀13持续得电时,压力油分三条支路,其中一条流向第一两位四通换向阀11,经p—b—增速缸16的上腔增速进油端,开始压制;增速油缸的下腔经背压阀8流向换向阀4的a—t口,最后流向油箱17。
27.请着重参阅图1,第二两位四通换向阀13的p口通过第二单向阀12与三位四通换向阀4、伺服泵2之间的管道相连接,充液阀15的设置有三个端口,其中充液阀15的一个端口通
过管道与第二两位四通换向阀13的b口,且充液阀15与第二两位四通换向阀13之间的管道内部设置有第三节流孔14,充液阀15的其他两个端口通过管道分别与增速缸16、油箱17相连接。
28.在本实施例中:通过设置此结构来使当三位四通换向阀4、第一两位四通换向阀11、第二两位四通换向阀13持续得电时,压力油分三条支路,其中一条流向第二两位四通换向阀13的p、b,从b口流向充液阀15并关闭上腔,为压制提供必要条件。
29.工作原理:数控折弯机的每一个循环可以分为六个过程:快下、工进、保压、泄压、返程、停止:
30.快下:三位四通换向阀得电,伺服电机1带动伺服泵2转动,伺服泵2吸油口与油箱17连接,主压力油在没有超过安全溢流阀3的情况下,流向三位四通换向阀4的p口,最后由p口进入b口,从b口流向增速缸16的上腔增速进油端,加快增速缸16快下速度;增速缸16下腔油口经过背压阀8、快下阀5、三位四通换向阀4的a—t口流回油箱,在增速缸16的作用下,依靠滑板重力从油箱快速吸油,流经充液阀15,从而达到机床快速向下的效果,并同时填充增速缸16上腔;
31.压制:当三位四通换向阀4、第一两位四通换向阀11、第二两位四通换向阀13持续得电时,压力油分三条支路:第一条流向三位四通换向阀4的p口,之后由b口流出,从b口流向增速缸16的上腔增速进油端,继续起到压制作用;第二条流向第一两位四通换向阀11,经p—b—增速缸16的上腔,开始压制;增速缸16的下腔经背压阀8流向三位四通换向阀4的a—t口,最后流向油箱17;第三条流向第二两位四通换向阀13的p—b,从b口流向充液阀15并关闭上腔,为压制提供必要条件;
32.保压:与压制动作一样,只需调整伺服电机1的转速与扭矩实现保压;
33.卸荷:三位四通换向阀4的yv4处得电,此时压力油还是分两条支路:第一条是在伺服电机1反转的作用下,增速油缸的压力油流经三位四通换向阀4的b—p—油箱17;第二条是增速缸16的上腔压力油在充液阀恢复常开位置时(控制充液阀15压力油经第二两位四通换向阀13的b—t—油箱17),使增速缸16的上腔与油箱17相通,此时增速缸16的压力油经充液阀流回油箱17,就达到了卸荷工况;
34.返程:三位四通换向阀4的yv3处得电,此时压力油只有一条路:在伺服电机2正转的作用下,压力油经三位四通换向阀4的p—a—快下阀—单向阀9—增速缸16的下腔,此时下腔在压力油的作用下,提高伺服电机1的转速和扭矩,可以提高机床的返程速度;
35.停止:所有电磁阀全都不得电,伺服电机1停转,机床处于静止状态;
36.根据机床的每个运转工况,通过磁栅尺19的精确反馈信号输入给数控系统,数控系统20输出信号通过控制驱动器21来改变伺服电机1转速,以实现无溢流控制优点,可实现快速点动功能与预加热功能:
37.快速点动:为适应特殊工况,需快速点动折弯。此时快速点动折弯就延续工进动作,三位四通换向阀4、第一两位四通换向阀11、第二两位四通换向阀13、第三两位四通换向阀18持续得电。当触发快速点动功能,伺服电机1即可保持设定转速为怠速状态,第三两位四通换向阀18得电,压力油经第三两位四通换向阀18的p—b—油箱17,启用快速点动功能后,第三两位四通换向阀18失电,保持工进,如此循环即可实现快速点动功能,从而提高工作效率,产生效益;
38.预加热功能:快速点动功能这条油路还可在工作环境温度较低的情况时,伺服电机1设定恒定转速为怠速状态,第三两位四通换向阀18得电,通过自身的液压油循环给液压油预热,在不同的环境中也能发挥功能优势。
39.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。