1.本实用新型涉及一种治具,特别是涉及一种用于承载电路板的波峰焊治具与移载设备的组合。
背景技术:
2.现有波峰焊治具包括一用以承载电路板的托盘,及一用以压紧电路板的压盖。托盘具有多个定位柱。压盖具有一供所述定位柱穿设的下盖板,及一能滑动地连接于下盖板的上盖板。上盖板形成有多个分别用以供所述定位柱穿设的定位孔。每一个定位孔具有一圆孔部及一连通于圆孔部一侧的侧孔部。上盖板能相对于下盖板在一锁定位置及一解锁位置之间滑动。在锁定位置时,每一个定位柱穿设于对应的定位孔的侧孔部且卡扣于上盖板顶面。在解锁位置时,每一个定位柱穿设于对应的定位孔的圆孔部且未卡扣于上盖板顶面。
3.波峰焊治具带动电路板进入锡炉前,需通过操作人员推动上盖板使其由解锁位置滑动至锁定位置,使波峰焊治具能稳固地夹持电路板。波峰焊治具带动电路板移出锡炉后,需通过操作人员先推动上盖板使其由锁定位置滑动至解锁位置,随后,再通过操作人员依序进行将压盖拆离托盘以及将电路板由托盘内取出的操作。由于现有波峰焊治具的结构关系,使得前述操作只能通过人工方式来进行,因此,操作速度慢且需耗费大量工时,从而导致效率低下。
技术实现要素:
4.本实用新型的一目的,在于提供一种能够克服背景技术的至少一个缺点的波峰焊治具。
5.本实用新型的目的及解决背景技术问题是采用以下技术方案来实现的,依据本实用新型提出的波峰焊治具,适于承载电路板。
6.所述波峰焊治具包含用以承载所述电路板的托盘,及用以将所述电路板压紧于所述托盘的压盖,所述托盘包括两个反向设置的下卡钩,所述压盖包括两个反向设置的卡扣组,每一个所述卡扣组包含上卡钩,及释离件,所述上卡钩能在卡扣于对应的所述下卡钩的锁扣位置,及与对应的所述下卡钩分离的释离位置之间运动,所述释离件能被按压以顶推所述上卡钩由所述锁扣位置运动至所述释离位置。
7.本实用新型的波峰焊治具,每一个所述卡扣组还包含外壳,所述上卡钩枢设于所述外壳并能在所述锁扣位置及所述释离位置之间转动,所述释离件包括用以顶推所述上卡钩的顶推底面,及用以供按压的受压顶面。
8.本实用新型的波峰焊治具,所述压盖还包括供所述外壳设置的盖板,所述盖板形成有两个穿孔,所述释离件包括穿设于对应的所述穿孔的压柱,及可拆卸地组装于所述压柱顶端的压板,所述压柱具有所述顶推底面,所述顶推底面为半球面,所述压板具有用以顶推所述上卡钩的受压顶面。
9.本实用新型的波峰焊治具,所述顶推底面为半球面。
10.本实用新型的波峰焊治具,所述压板具有用以供按压的受压顶面,所述受压顶面为平面。
11.本实用新型的波峰焊治具,每一个所述穿孔具有大孔径部,及连通于所述大孔径部顶部的小孔径部,所述盖板具有两个挡止环面,每一个所述挡止环面介于所述大孔径部与所述小孔径部之间,所述压柱具有穿设于对应的所述小孔径部的柱体,及形成于所述柱体底端且容置于对应的所述大孔径部的压头,所述压头呈半球形且外径大于所述柱体外径并能被对应的所述挡止环面挡止,所述压头具有所述顶推底面,所述压板呈圆板状且外径大于所述柱体外径。
12.本实用新型的波峰焊治具,所述压盖还包括供所述卡扣组设置的盖板,所述盖板形成有两个侧凹槽,所述上卡钩穿设于对应的所述侧凹槽且部分凸伸出所述盖板顶端,所述上卡钩具有间隔位于所述盖板上方的上表面,所述上表面为斜面,所述释离件包括可拆卸地组装于所述上表面的压板,所述压板具有用以顶推所述上表面的顶推底面,及用以供按压的受压顶面,所述受压顶面为斜面且倾斜方向与所述上表面的倾斜方向相同。
13.本实用新型的波峰焊治具,所述外壳包括呈直立的第一挡止面,及呈倾斜的第二挡止面,所述第一挡止面用以挡止所述上卡钩以使其定位在所述锁扣位置,所述第二挡止面用以挡止所述上卡钩以使其定位在所述释离位置。
14.本实用新型的波峰焊治具,每一个所述下卡钩具有朝上的上斜面,每一个所述上卡钩具有朝下的下斜面,所述下斜面用以接触对应的所述上斜面并能于其上滑动以促使所述上卡钩运动,进而使所述上卡钩能卡扣于对应的所述下卡钩,每一个所述卡扣组还包含复位弹簧,所述复位弹簧用以对所述上卡钩施加弹力以使其由所述释离位置运动至所述锁扣位置。
15.本实用新型的另一目的,在于提供一种能够克服背景技术的至少一个缺点的波峰焊治具与移载设备的组合。
16.本实用新型的目的及解决背景技术问题是采用以下技术方案来实现的,依据本实用新型提出的波峰焊治具与移载设备的组合,包括如前所述的波峰焊治具,及移载设备,所述波峰焊治具用以承载电路板,所述移载设备包含机械手臂,及设置于所述机械手臂末端的取放机构,所述取放机构包括按压模块,及至少一取放模块,所述按压模块用以按压所述释离件以使其推动所述上卡钩由所述锁扣位置运动至所述释离位置,所述取放模块用以夹取所述压盖及所述电路板其中之一者。
17.本实用新型的波峰焊治具与移载设备的组合,所述取放模块用以夹取所述压盖,所述按压模块设置于所述取放模块上,使得所述按压模块按压所述释离件后,所述取放模块能随即夹取所述压盖。
18.本实用新型的目的及解决背景技术问题是采用以下技术方案来实现的,依据本实用新型提出的波峰焊治具与移载设备的组合,包括波峰焊治具,及移载设备,所述波峰焊治具包含用以承载电路板的托盘、用以将所述电路板压紧于所述托盘的压盖,及用以将所述压盖与所述托盘锁定在一起的自锁机构,所述移载设备包含机械手臂,及设置于所述机械手臂末端的取放机构,所述取放机构包括按压模块,及至少一取放模块,所述按压模块用以按压所述自锁机构以使其解锁,所述取放模块用以夹取所述压盖及所述电路板其中之一者。
19.本实用新型的波峰焊治具与移载设备的组合,所述取放模块用以夹取所述压盖,所述按压模块设置于所述取放模块上,使得所述按压模块按压所述自锁机构后,所述取放模块能随即夹取所述压盖。
20.本实用新型的有益效果在于:波峰焊治具借由所述下卡钩及所述卡扣组所共同构成的一自锁机构,能提升压盖锁定于托盘的锁定操作便利性,以及解除压盖锁定于托盘的解锁操作便利性。借此,能提升操作速度及效率并能节省工时。此外,借由移载装置的机械手臂及取放机构设计,能对出锡炉后的波峰焊治具自动化地进行按压所述卡扣组的释离件的操作、夹取压盖的操作,以及夹取电路板的操作。借此,能大幅提升操作的速度及效率,并能节省人力及工时。
附图说明
21.图1是本实用新型波峰焊治具与移载设备的组合的第一实施例的一立体图,说明一波峰焊治具及一移载设备之间的配置关系;
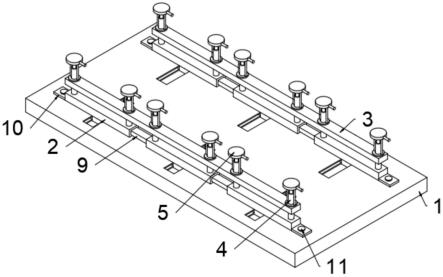
22.图2是第一实施例的波峰焊治具与一电路板的一立体分解图,说明一托盘、一压盖及电路板之间的组装关系;
23.图3是第一实施例的波峰焊治具与电路板的一不完整剖视分解图;
24.图4是第一实施例的压盖的一不完整立体分解图;
25.图5是第一实施例的一移载装置的一前视图,说明一连接架、一第一取放模块、一第二取放模块及一按压模块之间的配置关系;
26.图6是图5的一侧视图;
27.图7是第一实施例的波峰焊治具与电路板的一不完整剖视分解图,说明两上卡钩分别被两下卡钩向外撑开而分别沿一第一转动方向及一第二转动方向转动;
28.图8是第一实施例的波峰焊治具与电路板的一不完整剖视图,说明每一个上卡钩在一锁扣位置;
29.图9是第一实施例的波峰焊治具、电路板及一取放机构的一不完整剖视图,说明每一个上卡钩在一释离位置;
30.图10是第一实施例的波峰焊治具及取放机构的一不完整侧视图,说明第一取放模块夹持压盖;
31.图11是第一实施例的波峰焊治具及取放机构的一不完整侧视分解图,说明第一取放模块将压盖移离托盘;
32.图12是第一实施例的托盘、电路板及取放机构的一不完整侧视图,说明第二取放模块夹持电路板;
33.图13是第一实施例的托盘、电路板及取放机构的一不完整侧视分解图,说明第二取放模块将电路板移离托盘;
34.图14是本实用新型波峰焊治具与移载设备的组合的第二实施例的压盖的一不完整立体图;
35.图15是第二实施例的压盖的一不完整立体分解图;
36.图16是第二实施例的波峰焊治具与电路板的一不完整剖视图;及
37.图17是第二实施例的波峰焊治具、电路板及取放机构的一不完整剖视图。
具体实施方式
38.下面结合附图及实施例对本实用新型进行详细说明。
39.在本实用新型被详细描述之前,应当注意在以下的说明内容中,类似的元件是以相同的编号来表示。
40.参阅图1及图2,是本实用新型波峰焊治具与移载设备的组合的第一实施例,包含一波峰焊治具200,及一移载设备210。波峰焊治具200用于承载电路板1并带动其过一锡炉(图未示)以进行波峰焊接。移载设备210设置于锡炉下游。
41.参阅图2及图3,波峰焊治具200包含一用以承载电路板1的托盘3,及一用以将电路板1压紧于托盘3的压盖4。托盘3包括一盘体31、四个定位块32,及两个下卡钩33。盘体31呈长盘形且形成有一用以供电路板1容置的定位卡槽311,及多个连通于定位卡槽 311底部的镂空槽312。镂空槽312对应于电路板1底部的上锡位置。所述定位块32设置于盘体31顶面且分别邻近于盘体31的四个角隅处,每一个定位块32形成有一定位孔321。所述下卡钩33反向设置于盘体31顶面且分别邻近于盘体31的两侧边。每一个下卡钩33具有一朝向盘体31的对应侧边的钩部331,钩部331具有一朝上的上斜面332。
42.参阅图2、图3及图4,压盖4包括一盖板41、四个定位柱42、多个弹性抵压柱43,及两个卡扣组44。盖板41包含一压板件411,及两个设置于压板件411顶面的挡板件412。压板件411呈长板形并形成有多个彼此相间隔的开孔413。所述挡板件412分别邻近于压板件411的两侧边,每一个挡板件412与压板件411共同界定出一穿孔414,穿孔414具有一形成于压板件411的大孔径部415,及一形成于挡板件412且连通于大孔径部415顶部的小孔径部416,小孔径部416孔径小于大孔径部415孔径。每一个挡板件412具有一介于大孔径部415与小孔径部416之间的挡止环面417。所述定位柱42 设置于压板件411底面且分别邻近于压板件411的四个角隅处,每一个定位柱42用以插置于对应的定位块32的定位孔321内并能抵接于对应的定位块32顶面。借此,能确保压盖4组装于托盘3后的位置准确性并能使压板件411与托盘3保持一段适当安全距离。所述弹性抵压柱43设置于压板件411且凸伸出压板件411底面,每一个弹性抵压柱43包含一抵压头431,及一用以对抵压头431朝下施加弹力的弹簧432。每一个弹性抵压柱43的抵压头431用以施加弹力地抵压于电路板1的对应插接电子元件,借此,以将插接电子元件压紧于电路板1的板体并且将板体压紧于托盘3。所述开孔413用以供操作人员观看弹性抵压柱43的抵压头431抵压于对应插接电子元件的状况。
43.所述卡扣组44反向设置于盖板41且分别邻近于压板件411的两侧边,每一个卡扣组44包含一外壳45、一枢轴46、一上卡钩47、一复位弹簧48,及一释离件49。外壳45包括两个可拆卸地组装在一起的半壳体450,所述半壳体450通过如螺栓与螺帽相配合的方式锁固在一起。每一个半壳体450通过如螺丝锁固方式锁固于压板件 411底面并具有一侧壁451,及凸设于侧壁451内侧的一下凸块452 与一背凸块453。所述半壳体450的下凸块452相互抵接在一起,所述半壳体450的背凸块453相互抵接在一起。所述半壳体450共同界定出一用以供上卡钩47容置的枢转槽454,及一用以供复位弹簧48容置并与枢转槽454连通的定位槽455。每一个半壳体450的侧壁451形成有一与枢转槽454连通用以供枢轴46的一部分容置的轴孔456。所述半壳体450的下凸块452共同界定出一呈直立的第一挡止面457,及一呈倾斜地连接于第一挡止面457顶端的第二挡止面 458。
44.上卡钩47包括一卡扣臂471,及一连接于卡扣臂471顶端的顶臂472。卡扣臂471具
有一直立段473、一钩部474,及一倾斜段475。直立段473部分凸伸出外壳45底端。钩部474凸设于直立段473内侧且邻近于直立段473底端,用以卡扣于对应的下卡钩33的钩部 331。钩部474具有一朝下用以接触对应的下卡钩33的上斜面332 的下斜面476。倾斜段475倾斜地连接于直立段473顶端与顶臂472 底端之间,倾斜段475形成有一枢接于枢轴46的枢接孔477。顶臂 472具有一上表面478,上表面478为平面且面向对应的穿孔414的大孔径部415。通过卡扣臂471能转动地枢接于枢轴46,使得上卡钩47能以转动的运动方式相对于外壳45运动并且能在一卡扣于对应的下卡钩33的锁扣位置(如图8所示),及一与对应的下卡钩33 分离的释离位置(如图9所示)之间转动。
45.复位弹簧48为一容置于定位槽455与枢转槽454内的压缩弹簧,复位弹簧48上下两端分别抵接于上卡钩47的顶臂472底面以及所述下凸块452,用以对顶臂472施加朝上的弹力。借此,使得上卡钩 47恒定位在直立段473接触第一挡止面457并且被其挡止的锁扣位置。
46.释离件49包括一压柱491、一压板492,及一螺丝493。压柱491具有一穿设于对应的穿孔414的小孔径部416的柱体494,及一形成于柱体494底端且容置于对应的穿孔414的大孔径部415的压头495。压头495呈半球形且外径大于柱体494外径并能被对应的挡止环面417挡止,借此,能防止压柱491向上移动而脱离穿孔414。压头495具有一用以接触并顶推上卡钩47的上表面478的顶推底面 496,顶推底面496为半球面。压板492呈圆板状并通过螺丝493锁固于柱体494顶端,压板492外径大于柱体494外径并具有一用以供按压的受压顶面497,受压顶面497为平面且间隔位于盖板41上方。当受压顶面497被按压时,释离件49会通过顶推底面496向下顶推上卡钩47的顶臂472,以促使上卡钩47由锁扣位置转动至释离位置。压板492借由螺丝493可拆卸地组装于柱体494顶端的方式,使得压板492的受压顶面497不会受到柱体494的限制而能够设计得较大,以提升受压顶面497被按压时的便利性。
47.参阅图1、图5及图6,移载设备210包含一第一输送装置5、一第二输送装置6、一平台7,及一移载装置8。第一输送装置5用以承接通过锡炉后的波峰焊治具200。第二输送装置6设置于第一输送装置5下游。平台7设置于第二输送装置6一侧。移载装置8设置于第一输送装置5与平台7之间并包括一机械手臂81,及一取放机构82。机械手臂81为六轴机械手臂并具有一位于末端的枢转接头 811。
48.取放机构82包含一连接架83、一第一取放模块84、一第二取放模块85,及一按压模块86。连接架83呈u型且连接于枢转接头 811。第一取放模块84包括一承载架841,及两个夹取器842。承载架841呈t型并具有一连接于连接架83一侧的第一架体843,及一形成于第一架体843末端的第二架体844。所述夹取器842分别设置于第一架体843的两相反侧,每一个夹取器842具有两个夹爪845,所述夹爪845能在一张开状态及一闭合状态之间变换,用以夹取盖板41。第二取放模块85包括一承载架851,及两个夹取器852。承载架851呈t型并具有一连接于连接架83另一侧的第一架体853,及一形成于第一架体853末端的第二架体854。所述夹取器852设置于第二架体854且相间隔,每一个夹取器852具有两个夹爪855,所述夹爪855能在一张开状态及一闭合状态之间变换,用以夹取电路板1(如图2所示)。按压模块86包括两个设置于第一取放模块84的第二架体844且相间隔的按压块861,所述按压块861分别用以按压所述卡扣组44的释离件49的受压顶面497(如图3所示)。
49.参阅图2、图3、图7及图8,欲通过波峰焊治具200承载电路板1进入锡炉前,操作人
员会于锡炉的上游处先将电路板1组装于波峰焊治具200。首先,将电路板1放置于托盘3的定位槽311内。随后,将压盖4的所述定位柱42分别对齐于托盘3的所述定位孔321。接着,将压盖4下压使其朝托盘3方向移动。压盖4向下移动的过程中,所述定位柱42会先分别穿入所述定位孔321内,随后,每一个上卡钩47的下斜面476会接触对应的下卡钩33的上斜面332并于其上滑动,上斜面332施予下斜面476的分力会促使上卡钩47绕枢轴46旋转,且上卡钩47的顶臂472会向下挤压复位弹簧48使其压缩变形并蓄积复位弹力。借此,使得所述上卡钩47分别被所述下卡钩33向外撑开而分别沿一第一转动方向r1及一相反于该第一转动方向r1的第二转动方向r2转动。
50.当每一个上卡钩47的下斜面476与对应的下卡钩33的上斜面 332分离时,上卡钩47停止转动,且钩部474会沿着下卡钩33的钩部331外缘向下移动。当每一个上卡钩47的钩部474与对应的下卡钩33的钩部331分离时,借由复位弹簧48所蓄积的复位弹力将顶臂472往上弹,使得所述上卡钩47分别沿第二转动方向r2及第一转动方向r1转动。借此,每一个上卡钩47能自动地回复到钩部474 卡扣于对应的下卡钩33的钩部331底端的锁扣位置,使得压盖4自动地锁定于托盘3上。此时,每一个弹性抵压柱43的弹簧432呈压缩变形状态,使得抵压头431施加弹力地抵压于电路板1的对应插接电子元件。借此,所述弹性抵压柱43能将电路板1压紧于托盘3,使得压盖4及托盘3能稳固地夹持住电路板1。之后,操作人员便能将波峰焊治具200送入锡炉进行波峰焊接。
51.参阅图1、图6及图9,当波峰焊治具200带动电路板1完成波峰焊接并由锡炉输出后,第一输送装置5会承接波峰焊治具200。第一输送装置5会将所承接的波峰焊治具200输送至一如图1所示的出料位置。随后,移载装置8的机械手臂81会带动取放机构82运动至一如图1所示位于波峰焊治具200上方的对位位置,使第一取放模块84朝向波峰焊治具200的压盖4,以及按压模块86的所述按压块861分别对齐于所述释离件49的受压顶面497。
52.接着,机械手臂81会带动取放机构82向下移动,使所述按压块861分别按压所述释离件49的受压顶面497以带动所述释离件49 下移。每一个释离件49下移过程中通过顶推底面496顶推对应的上卡钩47的上表面478并于其上滑动,顶推底面496施予上表面478 的分力会促使上卡钩47绕枢轴46旋转,使得顶臂472向下挤压复位弹簧48使其压缩变形并蓄积复位弹力。借此,所述上卡钩47分别被所述释离件49下压后能分别沿第一转动方向r1及第二转动方向r2转动,以使每一个上卡钩47的钩部474逐渐移离对应的下卡钩33的钩部331。每一个释离件49借由顶推底面496顶推对应的上表面478的方式,能提升释离件49下移过程中对上表面478施压的施力均匀性,使上卡钩47能顺畅地绕枢轴46旋转。当每一个上卡钩47的倾斜段475接触到第二挡止面458并且被第二挡止面458挡止时,上卡钩47便无法再转动而定位在钩部474完全脱离钩部331 的释离位置。
53.参阅图1、图9及图10及图11,移载装置8后续会通过第一取放模块84进行夹取压盖4的作业。在本第一实施例中,机械手臂81 会先带动取放机构82上移。所述弹性抵压柱43的弹簧432借由蓄积的复位弹力向上回弹,从而带动盖板41及所述卡扣组44上移。此外,每一个复位弹簧48所蓄积的复位弹力则会带动对应的上卡钩 47于前述上移过程中同时绕枢轴46旋转而逐渐复位。当每一个上卡钩47上移至钩部474位于对应的下卡钩33的钩部331上方且回复至锁扣位置时,每一个夹取器842的所述夹爪845由张开状态变换至闭合状态且分别抵压于盖板41的压板件411的两侧边以夹持住盖板41。接着,机械手臂81会带动取放机构82
上移以将压盖4移离托盘3。机械手臂81随后会带动取放机构82转动至位于平台7上方的位置,每一个夹取器842的所述夹爪845由闭合状态变换至张开状态以将压盖4放置于平台7上暂存。
54.需说明的是,在本第一实施例的另一实施态样中,也可以是当每一个上卡钩47在释离位置,每一个夹取器842的所述夹爪845即由张开状态变换至闭合状态以夹持住盖板41。接着,机械手臂81便能带动取放机构82转动至位于平台7上方的位置并通过夹取器842 将盖板41放置于平台7上,不以前述操作方式为限。
55.参阅图1、图6及图12及图13,之后,移载装置8会通过第二取放模块85进行夹取电路板1的作业。首先,机械手臂81带动取放机构82旋转并回复到对位位置。随后,机械手臂81的枢转接头811驱动取放机构82旋转180度,使第二取放模块85朝下并朝向托盘3所承载的电路板1。接着,机械手臂81会带动取放机构82向下移动,使每一个夹取器852的所述夹爪855分别对应于电路板1的两侧边。每一个夹取器852的所述夹爪855由张开状态变换至闭合状态且分别抵压于电路板1的两侧边以夹持住电路板1。之后,机械手臂81会带动取放机构82上移以将电路板1移离托盘3。机械手臂 81随后会带动取放机构82转动至位于第二输送装置6上方的一放置位置,每一个夹取器852的所述夹爪855由闭合状态变换至张开状态以将电路板1放置于第二输送装置6上,使电路板1能进行后续的检查作业。最后,机械手臂81带动第一取放模块84夹取暂存于平台7上的压盖4并将其放回托盘3上,第一输送装置5会自动地将波峰焊治具200移载至另一个输送装置(图未示)并通过此输送装置将波峰焊治具200输出以承载下一个电路板1。
56.参阅图7及图8,借由下卡钩33的上斜面332、上卡钩47的下斜面476以及复位弹簧的48的设计,使得操作人员通过一由上朝下的下压方向d将压盖4朝托盘3下压后便能将压盖4自动地锁定于托盘3上。借此,能提升锁定操作的便利性。
57.参阅图8及图9,借由释离件49具有供按压的受压顶面497,使得按压模块86或操作人员可以通过下压方向d同时按压所述释离件49的受压顶面497以使上卡钩47解锁。借此,不需从盖板41侧边进行解锁的操作,能提升解锁操作的便利性。此外。借由释离件 49的受压顶面497间隔位于盖板41上方,能清楚地凸显出受压顶面 497所在的位置,借此,能更进一步地提升解锁操作的便利性。
58.参阅图6、图9及图11及图13,借由取放机构82的第一取放模块84、第二取放模块85及按压模块86的配置,通过单一个机械手臂81便能带动取放机构82依序地进行按压所述卡扣组44的释离件49的操作、夹取压盖4的操作,以及夹取电路板1的操作,以达到自动化的效果。前述自动化的操作流程,不需将多个操作步骤区分成多个工位来执行,且不需在机械手臂81上进行不同功能的模块更换,借此,能大幅提升操作的速度及效率,并能节省人力及工时。再者,借由按压模块86设置于第一取放模块84上的方式,使得按压模块86进行完按压释离件49的操作后,第一取放模块84能随即进行夹取压盖4的操作。借此,机械手臂81的枢转接头811不需通过旋转来进行模块位置的切换,能更进一步地提升操作的速度及效率。
59.参阅图14、图15及图16,是本实用新型波峰焊治具与移载设备的组合的第二实施例,其整体结构大致与第一实施例相同,不同处在于卡扣组44的结构。
60.在本第二实施例中,盖板41的压板件411形成有两个侧凹槽 418。每一个上卡钩47的顶臂472穿设于对应的侧凹槽418且部分凸伸出压板件411顶面。顶臂472的上表面478间
隔位于压板件411 顶面上方,上表面478是由内朝外并朝下倾斜延伸的斜面。压板492 呈方板状并具有抵接于上表面478的顶推底面496及受压顶面497。压板492通过多个螺丝493锁固于上表面478。由于压板492锁固于上表面478,因此,压板492的受压顶面497为斜面且倾斜方向与上表面478的倾斜方向相同。
61.参阅图16及图17,当机械手臂81带动取放机构82(如图1所示)向下移动时,每一个按压块861会按压对应的受压顶面497邻近顶端的部位,使释离件49的顶推底面496向下顶推上表面478以使上卡钩47绕枢轴46旋转。上卡钩47旋转过程中,顶臂472向下挤压复位弹簧48使其压缩变形并蓄积复位弹力,且钩部474逐渐移离对应的下卡钩33的钩部331。当每一个上卡钩47转动到释离位置时,第一取放模块84(如图10所示)便能进行夹取压盖4的操作。
62.需说明的是,在本第二实施例的另一实施态样中,上卡钩47的上表面478也可设计成平面,使得释离件49的受压顶面497在上卡钩47位在锁扣位置时成平面以及在上卡钩47位在释离位置时成斜面。
63.归纳上述,各实施例的波峰焊治具200,借由所述下卡钩33及所述卡扣组44所共同构成的一自锁机构,能提升压盖4锁定于托盘 3的锁定操作便利性,以及解除压盖4锁定于托盘3的解锁操作便利性。借此,能提升操作速度及效率并能节省工时。此外,借由移载装置8的机械手臂81及取放机构82设计,能对出锡炉后的波峰焊治具200自动化地进行按压所述卡扣组44的释离件49的操作、夹取压盖4的操作,以及夹取电路板1的操作。借此,能大幅提升操作的速度及效率,并能节省人力及工时,确实能达到本实用新型所诉求的目的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。