1.本实用新型涉及泵生产领域,具体涉及一种陆上泵生产装配线。
背景技术:
2.泵是输送流体或使流体增压的机械。它将原动机的机械能或其他外部能量传送给液体,使液体能量增加。泵主要用来输送水、油、酸碱液、乳化液、悬乳液和液态金属等液体,也可输送液、气混合物及含悬浮固体物的液体。
3.目前对于一些代加工的小厂家来说,泵的组装主要是依赖人工操作,尤其是电机的转子与轴承的装配,由于转子两端都需要安装轴承,人工操作不便,工作效率极其低下,生产效率低。
技术实现要素:
4.本实用新型的目的是提供陆上泵生产装配线,可以解决上述技术问题中的一个或是多个。
5.为了达到上述目的,本实用新型提出的技术方案如下:
6.一种陆上泵生产装配线,包括差速链,在差速链上设置有工装板。
7.沿所述差速链设置电机装配工位、泵体装配工位、测试工位。
8.所述电机装配工位包括:定子安装、转子安装、后盖安装。
9.所述泵体装配工位包括:叶轮安装、泵体安装、风叶风罩安装。
10.所述测试工位包括:电性能测试和气密性测试;在测试工位之前设置一备用工位。
11.电机装配工位、泵体装配工位、测试工位分别为人工操作。
12.在所述转子安装之前设置一台转子轴承压装机;
13.所述转子轴承压装机包括基座,在基座上布置有安装板、转子夹持机构、出料机构、轴承压料机构;
14.所述转子夹持机构包括转子座和夹持板,所述夹持板通过夹持气缸安装在转子座上方;
15.安装板在转子夹持机构两侧对称安装;每一安装板上设置有出料机构和轴承压料机构;
16.出料机构包括轴承料筒、轴承定位槽、推手、出料板、挡板;轴承料筒底部后方设置后开口;轴承料筒底部前方设置前开口;
17.轴承定位槽位于前开口的斜下方,出料板倾斜的安装在前开口和轴承定位槽之间,轴承定位槽与转子夹持机构同心;
18.推手安装在推手气缸上,推手从后开口进入轴承料筒内、将轴承从前开口推出轴承料筒以从轴承定位槽上方进入轴承定位槽;
19.挡板安装在挡板气缸上,挡板在轴承定位槽前端面;
20.轴承压料机包括液压推杆,液压推杆位于轴承定位槽之后与轴承定位槽同轴。
21.进一步的:后盖安装以及叶轮安装均配有压装机,所述压装机位于差速链的一侧;压装机包括压装座、支架、液压头;所述支架固定在压装座上,所述液压头安装在支架上,液压头冲下,液压头下方正对有顶升定位机构。
22.进一步的:每一人工操作的差速链对面设置一个工作台,所述工作台包括立架、盖板、料盒、风扇、工艺挂板、工具挂钩、照明灯;所述立架安装在差速线的一侧,所述盖板安装在立架顶部;所述料盒安装在立架中部,工艺挂板安装在料盒上方的立架上;风扇安装在盖板上,所述照明灯安装在风扇前方的盖板上,所述工具挂钩安装在照明灯前方的盖板上。
23.进一步的:所述轴承料筒包括底座和筒体,筒体安装在底座上,后开口和前开口分别设置在底座上,筒体上方设置上开口,筒体下方设置下出口,筒体侧面开设通槽。
24.本实用新型的技术效果是:
25.本实用新型中在陆上泵的生产装配线上,虽然采用机械人工结合的方式,但对于精细的转子装配增加了一个转子装配机,可以保证转子装配精度,进一步提高整个泵的装配精度;保证产品质量。
附图说明
26.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
27.在附图中:
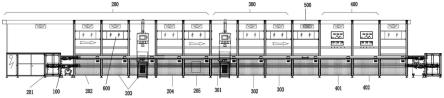
28.图1是本实用新型的总体结构示意图;
29.图2是图1的俯视结构示意图;
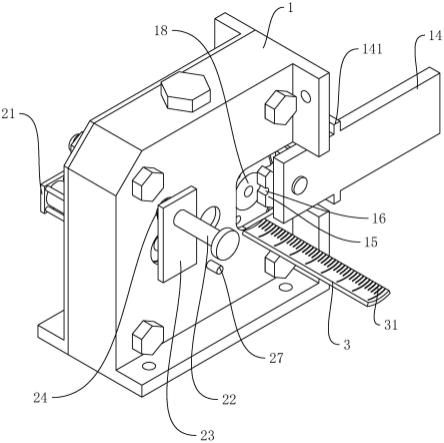
30.图3是转子装配机的结构示意图;
31.图4是图3的局部放大结构示意图;
32.图5是工作台结构示意图;
33.图6是压装机结构示意图。
具体实施方式
34.下面将结合附图以及具体实施例来详细说明本实用新型,其中的示意性实施例以及说明仅用来解释本实用新型,但并不作为对本实用新型的不当限定。
35.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
36.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
37.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不
必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
38.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
39.如图1—图6所示,一种陆上泵生产装配线,包括差速链100,在差速链上设置有工装板101;沿所述差速链设置电机装配工位200、泵体装配工位300、测试工位400。
40.所述电机装配工位200包括:定子安装201、转子安装202、后盖安装203。在后盖安装之后还有人工拧紧螺栓204,然后人工喷油、装配机械密封205;电机装配完全结束,接下来进行泵体的装配。
41.在所述泵体装配工位300包括:叶轮安装301、泵体安装302、风叶风罩安装303。
42.所述测试工位400包括:电性能测试401和气密性测试402。
43.在测试工位之前设置一备用工位500。
44.电机装配工位、泵体装配工位、测试工位分别为人工操作;另外在不同的人工操作位置分别对应设置有定位气缸700,定位气缸为成熟产品,不做详细阐述。
45.在所述转子安装之前设置一台转子轴承压装机207;
46.所述转子轴承压装机207包括基座2071,在基座上布置有安装板2072、转子夹持机构2073、出料机构2074、轴承压料机构2075。
47.所述转子夹持机构2073包括转子座20731和夹持板20732,所述夹持板20732通过夹持气缸20733安装在转子座20731上方。
48.安装板2072在转子夹持机构2073两侧对称安装;每一安装板2072上设置有出料机构2074和轴承压料机构2075。
49.如图3所示,转子800被转子座20731和夹持板20732夹持,在转子座上根据转子直径设置有凹槽,夹持板20732为倒l形板。
50.如图3、图4,所示出料机构2074包括轴承料筒20741、轴承定位槽20742、推手20743、出料板20744、挡板20745。
51.轴承料筒20741底部后方设置后开口;轴承料筒20741底部前方设置前开口。
52.轴承定位槽20742位于前开口的斜下方,出料板20744倾斜的安装在前开口和轴承定位槽之间,轴承定位槽20742与转子夹持机构2073同心。
53.推手20743安装在推手气缸上,推手2074从后开口进入轴承料筒20741内、将轴承从前开口推出轴承料筒20741以从轴承定位槽20742上方进入轴承定位槽20742。
54.挡板20745安装在挡板气缸上,挡板20745在轴承定位槽20742前端面。
55.轴承压料机20745包括液压推杆,液压推杆位于轴承定位槽20742之后与轴承定位槽20742同轴。
56.出料机构2074的工作流程是:从轴承料筒20741上方装入轴承,轴承以重力下降;随着下降过程中逐渐下落;随着推手将轴承推出,轴承落入轴承定位槽内等待后续操作;
57.液压推杆将轴承从轴承定位槽推出,挡板上升,轴承被压入转子端部。
58.在某些实施例中:所述轴承料筒包括底座和筒体,筒体安装在底座上,后开口和前开口分别设置在底座上,筒体上方设置上开口,筒体下方设置下出口,筒体侧面开设通槽。
59.通槽的设置可以直接看到料筒内的物料数量,可以及时补充轴承。
60.在某些实施例中:后盖安装203以及叶轮安装301均配有压装机206,所述压装机206位于差速链100的一侧;压装机206包括压装座2061、支架2062、液压头2063;所述支架2062固定在压装座2061上,所述液压头2063安装在支架2062上,液压头2063冲下,液压头2063下方正对有顶升定位机构。
61.压装机206的液压头203根据实际情况进行匹配,在此不做限定。
62.在某些实施例中:每一人工操作的差速链对面设置一个工作台600,所述工作台包括立架601、盖板602、料盒603、风扇604、工艺挂板605、工具挂钩606、照明灯607;所述立架安装在差速线的一侧,所述盖板安装在立架顶部;所述料盒安装在立架中部,工艺挂板安装在料盒上方的立架上;风扇安装在盖板上,所述照明灯安装在风扇前方的盖板上,所述工具挂钩安装在照明灯前方的盖板上。
63.每一工作台对应设置有工作台,工作台上的料盒603用于存放零配件,工艺挂板605用于展示该工序的工艺流程,避免出错;工具挂钩用于某一工序需要的工具放置;风扇和照明灯提供良好的工作环境;同时在这里料盒向差速线倾斜安装,既保证了下料的顺畅,同时工人无需时时整理料盒就可以拿到零配件,提高工作效率。
64.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。