1.本技术涉及加工技术领域,特别涉及一种贴合方法,用于将复合膜与发光显示层贴合。
背景技术:
2.在电子设备中,随着显示技术的不断发展,曲面显示屏的应用越开越广泛,例如,应用于手机、平板等显示设备上,以实现显示设备的3d形态的显示。3d形态的显示能够实现电子设备的正面显示和侧面显示,从而增加显示面积、实现无边框化。
3.通常在曲面显示屏的发光显示层背向电子设备的盖板的一侧贴合复合膜,复合膜能够起到保护发光显示层、防静电等作用。由于复合膜是贴合在发光显示层上,复合膜与发光显示层在贴合过程中容易产生气泡、虚贴等缺陷,导致产品良率较低。
技术实现要素:
4.本技术的实施例提供一种贴合方法,用于将电子设备中的复合膜与曲面屏中的发光显示层贴合在一起。本技术的贴合过程包括边缘仿形阶段和边缘吹扫阶段。在边缘仿形阶段,复合膜和发光显示层的边缘不会封住气泡;在边缘吹扫阶段,通过吹扫复合膜的边缘,实现复合膜的边缘和发光显示层的边缘的贴合,保证贴合质量。
5.为达到上述目的,本技术的实施例采用如下技术方案:
6.第一方面,本技术提供一种贴合方法,用于将复合膜(例如是复合金属膜)与发光显示层贴合,贴合方法包括:提供处于吸气状态的吸嘴,吸嘴吸附平面状的复合膜的边缘区域,使得复合膜的边缘区域与发光显示层的曲面状的边缘区域不接触;提供压合件(例如是压合垫或滚轮),压合件沿压合方向按压复合膜的中间区域,以使复合膜的中间区域被压合件所按压的部分与发光显示层的平面状的中间区域相贴合,使得复合膜的边缘区域与发光显示层的边缘区域初步仿形;吸嘴由吸气状态切换为吹气状态,吸嘴在吹气状态吹扫复合膜的边缘区域,以使复合膜的边缘区域与发光显示层的边缘区域贴合。
7.根据本技术的实施方式,由于复合膜的边缘区域被吸嘴吸附,并在压合件的压合作用下,复合膜的边缘区域与发光显示层的边缘区域初步仿形。这属于复合膜的边缘仿形阶段,此时,复合膜的边缘区域与发光显示层的边缘区域没有贴合在一起,相互不接触,复合膜的边缘区域和发光显示层的边缘区域之间不会封住气泡。在完成复合膜的边缘区域与发光显示层的边缘区域的初步仿形后,吸嘴再吹扫复合膜的边缘区域,使得复合膜的中间区域和发光显示层的中间区域贴合,保证了贴合质量。这属于复合膜的边缘吹扫阶段,在完成复合膜的边缘吹扫阶段后,复合膜的中间区域和发光显示层的中间区域贴合,此时,复合膜的边缘区域与发光显示层的边缘区域仿形。即,复合膜的边缘区域被压合到发光显示层的边缘区域上后,形成跟发光显示层的边缘区域相同形态。也即,复合膜的边缘区域与发光显示层的边缘区域完全仿形。
8.也即,复合膜的边缘仿形阶段的“初步仿形”相对于复合膜的边缘吹扫阶段的“完
全仿形”而言,复合膜的边缘区域与发光显示层的边缘区域并没有完全仿形,而是存在一定程度的仿形。例如,在“初步仿形”阶段,发光显示层的边缘区域呈弯曲形态,发光显示层的边缘区域的弯曲角度例如是60
°
;复合膜的边缘区域也成弯曲形态,复合膜的边缘区域的弯曲角度小于发光显示层的边缘区域的弯曲角度,复合膜的边缘区域的弯曲角度例如是50
°
。在“完全仿形”阶段,复合膜的边缘区域的弯曲角度和发光显示层的边缘区域的弯曲角度相同,即复合膜的边缘区域的弯曲角度是60
°
。
9.在上述第一方面的一种可能实现中,吸嘴在吹气状态吹扫复合膜的边缘区域的过程包括:吸嘴沿发光显示层的中间区域朝向发光显示层的边缘区域的方向,吹扫复合膜的边缘区域。即,吸嘴是转动吹扫复合膜的边缘区域,吸嘴的转动吹扫方向是沿发光显示层的中间区域朝向发光显示层的边缘区域的方向进行,使得复合膜的边缘区域受单边气压作用自然向外延方向延展的全部区域在吸嘴的转动吹扫作用下,与发光显示层紧密贴附。并且,可以对复合膜的边缘区域和发光显示层的边缘区域之间的气泡进行赶压,改善复合膜的边缘区域与发光显示层的边缘区域之间气泡的产生。从而,提高了复合膜和发光显示层的贴合质量。
10.示例性地,吸嘴以发光显示层的中间区域与发光显示层的边缘区域的连接处为吹扫起点,沿着发光显示层的边缘区域的弯曲方向吹扫复合膜的边缘区域。
11.在上述第一方面的一种可能实现中,吸嘴在吹气状态吹扫复合膜的边缘区域的过程包括:吸嘴以发光显示层的中间区域与发光显示层的边缘区域的连接处为吹扫起点,对复合膜的边缘区域进行吹扫。吸嘴以发光显示层的中间区域与发光显示层的边缘区域的连接处为吹扫起点,开始转动吹扫复合膜的边缘区域,可以对复合膜的边缘区域进行全方位的吹扫,提高复合膜的边缘区域与发光显示层的边缘区域的贴合质量。
12.在上述第一方面的一种可能实现中,吸嘴在吹气状态吹扫复合膜的边缘区域的过程包括:吸嘴沿着发光显示层的边缘区域的延伸方向移动,以吹扫复合膜的边缘区域。即,吸嘴沿着复合膜的边缘区域移动并吹扫复合膜的边缘区域,保证复合膜的边缘区域的全部区域能够与复合膜发光显示层的边缘区域实现贴合。示例性地,复合膜面向发光显示层的一侧涂覆有一层泡棉胶,复合膜的中间区域的一部分与发光显示层的平面状的中间区域通过泡棉胶相贴合。
13.在上述第一方面的一种可能实现中,吸嘴沿着发光显示层的边缘区域的延伸方向往复来回移动,以多次吹扫复合膜的边缘区域。吸嘴多次吹扫复合膜的边缘区域,可以使得复合膜的边缘区域可以紧贴发光显示层的边缘区域。在一些可能的实施方式中,可以在复合膜的边缘区域布置多个吸嘴,多个吸嘴一次性完成对复合膜的边缘区域的吹扫,无需往复来回移动,减少吹扫次数。
14.在上述第一方面的一种可能实现中,在吸嘴由吸气状态切换为吹气状态之前,压合件沿垂直于压合方向的方向移动,使得复合膜的中间区域与发光显示层的中间区域贴合。压合垫可以从中间向周边扩展移动,使得复合膜的中间区域和发光显示层的中间区域贴合,保证了贴合质量。在一些可能的实施方式中,压合件的尺寸与复合膜的中间区域的尺寸相同或相近,那么压合件可以不在复合膜的中间区域移动,即可通过一次按压复合膜的中间区域,实现复合膜的中间区域与发光显示层的中间区域贴合。
15.在上述第一方面的一种可能实现中,发光显示层的边缘区域包括:第一显示层曲
面区域、第二显示层曲面区域、第三显示层曲面区域以及第四显示层曲面区域,相邻的显示层曲面区域通过角落双折区域连接;第一显示层曲面区域和第三显示层曲面区域沿第一方向(例如是手机的宽度方向)间隔设置,并分别沿第二方向(例如是手机的长度方向)延伸,第一方向垂直于第二方向;第二显示层曲面区域和第四显示层曲面区域沿第二方向间隔设置,并分别沿第一方向延伸;复合膜的边缘区域包括:第一边缘区域、第二边缘区域、第三边缘区域以及第四边缘区域,相邻的边缘区域通过角落区域连接;第一边缘区域贴合于第一显示层曲面区域,第二边缘区域贴合于第二显示层曲面区域,第三边缘区域贴合于第三显示层曲面区域,第四边缘区域贴合于第四显示层曲面区域,复合膜的角落区域贴合于发光显示层的角落双折区域。
16.相当于,复合膜所贴合的发光显示层所对应的盖板是四曲面盖板,与四曲面盖板相贴合后的发光显示层呈四曲面状,通过上述的贴合方法,也保证复合膜的边缘区域和四曲面状的发光显示层的曲面状的边缘区域的贴合。
17.在上述第一方面的一种可能实现中,吸嘴在吹气状态吹扫复合膜的边缘区域的过程包括:吸嘴沿着第二方向移动,以分别一次或来回往复多次吹扫第一边缘区域和第三边缘区域;吸嘴沿着第一方向移动,以分别一次或来回往复多次吹扫第二边缘区域和第四边缘区域。
18.在上述第一方面的一种可能实现中,吸嘴吹扫第一边缘区域、第二边缘区域、第三边缘区域和第四边缘区域的过程中,在复合膜的角落区域吹扫交叠。即,吸嘴在相邻的边缘区域吹扫时在复合膜的四个角落区域分别存在一定的交叠。由于复合金属膜具有较强的抗塑性变形能力,复合膜的四个角落区域因吸嘴的吹扫交叠,可以很好的贴合,可以不再有针对性地分别吹扫复合膜的四个角落区域,减少了吹扫次数。在一些可能的实施方式中,为保障吹扫效果,可以在吸嘴吹扫完边缘区域后,再对四个角落区域进行一次吹扫。
19.在上述第一方面的一种可能实现中,吸嘴在吹气状态吹扫复合膜的边缘区域的过程包括:吸嘴分别吹扫复合膜的角落区域。
20.在一些可能的实施方式中,在采用滚轮压合复合膜的中间区域的基础上,通过上述的吸嘴对复合膜的边缘区域或四个角落区域吹扫。其中,滚轮可以仅对复合膜的中间区域压合,也可以进一步压合复合膜的边缘区域。
21.在上述第一方面的一种可能实现中,发光显示层的边缘区域包括:沿第一方向间隔设置的第一显示层曲面区域和第三显示层曲面区域,第一显示层曲面区域和第三显示层曲面区域分别沿第二方向延伸,第一方向垂直于第二方向;复合膜的边缘区域包括:第一边缘区域和第三边缘区域;第一边缘区域贴合于第一显示层曲面区域,第三边缘区域贴合于第三显示层曲面区域;或者,发光显示层的边缘区域包括:沿第二方向间隔设置的第二显示层曲面区域和第四显示层曲面区域,第二显示层曲面区域和第四显示层曲面区域分别沿第一方向延伸;复合膜的边缘区域包括:第二边缘区域和第四边缘区域;第二边缘区域贴合于第二显示层曲面区域,第四边缘区域贴合于第四显示层曲面区域。
22.相当于,复合膜所贴合的发光显示层所对应的盖板是双曲面盖板,与双曲面盖板相贴合后的发光显示层呈双曲面状,通过上述的贴合方法,也保证复合膜的边缘区域和双曲面状的发光显示层的曲面状的边缘区域的贴合。
23.在上述第一方面的一种可能实现中,吸嘴在吹气状态吹扫复合膜的边缘区域的过
程包括:吸嘴沿着第二方向移动,以分别一次或来回往复多次吹扫第一边缘区域和第三边缘区域;或者,吸嘴沿着第一方向移动,以分别一次或来回往复多次吹扫第二边缘区域和第四边缘区域。
24.在上述第一方面的一种可能实现中,在吸气状态,复合膜、发光显示层以及吸嘴处于真空腔体中;在吹气状态,真空腔体的真空环境解除。在真空腔体中进行贴合操作,能够使复合膜在压合件的作用下更紧密牢固的贴附于发光显示层,并且在后续释放大气压时复合膜的边缘区域受单边气压作用能够自然向外延方向延展,有利于曲面状边缘区域的贴附和排气。
25.在上述第一方面的一种可能实现中,吸嘴在吹气状态吹扫复合膜的边缘区域的过程包括:吸嘴以设定的距离、设定的角度、设定的吹扫速度、设定的气体流量吹扫复合膜的边缘区域,设定的距离是吸嘴距离复合膜的边缘区域的距离,设定的角度是吸嘴与压合方向的夹角。
26.在上述第一方面的一种可能实现中,设定的距离在0.5cm至1.5cm之间。吸嘴距离复合膜的边缘区域在上述设定的距离范围内,可以良好地进行气体赶压。
27.在上述第一方面的一种可能实现中,设定的角度与发光显示层的边缘区域的弯曲角度相适配。保证复合膜的边缘区域与发光显示层所有弯曲的区域充分贴合。
28.在上述第一方面的一种可能实现中,设定的吹扫速度在0.2mm/s至0.5mm/s之间。在此参数范围内,复合膜的边缘区域可以充分地与发光显示层的边缘区域贴合,也能够更好地进行气体赶压,防止气泡被封在复合膜和发光显示层之间。
29.在上述第一方面的一种可能实现中,设定的气体流量在100lpm至500lpm之间。这样有利于充分地进行气体赶压,使得复合膜的边缘区域与发光显示层的边缘区域良好贴合。
30.在上述第一方面的一种可能实现中,吸嘴向复合膜的边缘区域吹扫的是气体是惰性气体。惰性气体例如是氮气。惰性气体比较稳定,在吹扫复合膜的边缘区域的过程中,不会与复合膜的边缘区域发生化学反应。
31.在上述第一方面的一种可能实现中,发光显示层的边缘区域的弯曲角度为60
°
;
32.吸嘴在吹气状态吹扫复合膜的边缘区域的过程包括:
33.在第一阶段,第一阶段为设定的角度在0
°
至20
°
之间的阶段,设定的吹扫速度为0.5mm/s,设定的气体流量为500lpm;
34.在第二阶段,第二阶段为设定的角度在20
°
至40
°
之间的阶段,设定的吹扫速度为0.2mm/s,设定的气体流量为500lpm;
35.在第三阶段,第三阶段为设定的角度在40
°
至60
°
之间的阶段,设定的吹扫速度为0.5mm/s,设定的气体流量为500lpm。吸嘴通过分阶段向复合膜的边缘区域吹扫氮气,可以充分地进行气体赶压,使得复合膜的边缘区域与发光显示层的边缘区域良好贴合。
36.在上述第一方面的一种可能实现中,压合件按压复合膜的中间区域,以使复合膜的中间区域与发光显示层的中间区域贴合的过程中:压合件按压复合膜的中间区域的按压压力在200kgf至400kgf之间;压合件按压复合膜的中间区域的按压速度在3mm/s-6mm/s之间;压合件按压复合膜的中间区域后保持2s至6s。在上述压合参数范围内,可以使得复合膜的中间区域和发光显示层的中间区域贴合良好。
附图说明
37.图1根据本技术的一些实施例,示出了盖板的立体图;
38.图2根据本技术的一些实施例,示出了发光显示层的立体图;
39.图3根据本技术的一些实施例,示出了复合膜的俯视图;
40.图4根据本技术的一些实施例,示出了复合膜与发光显示层的贴合示意图一;
41.图5根据本技术的一些实施例,示出了复合膜与发光显示层的贴合流程图;
42.图6根据本技术的一些实施例,示出了复合膜与发光显示层的贴合示意图二;
43.图7根据本技术的一些实施例,示出了复合膜与发光显示层的贴合示意图三;
44.图8根据本技术的一些实施例,示出了复合膜与发光显示层的贴合示意图四。
具体实施方式
45.以下将参考附图详细说明本技术的具体实施方式。
46.本技术提供了一种贴合方法,用于将电子设备中的复合膜与发光显示层贴合。本技术的贴合过程包括边缘仿形阶段和边缘吹扫阶段。在边缘仿形阶段,复合膜和发光显示层的边缘不会封住气泡;在边缘吹扫阶段,实现复合膜和发光显示层的边缘的贴合,保证贴合质量。
47.可以理解,本技术的技术方案可以适用于具有曲面屏的多种电子设备,例如,包括但不限于平板电脑、手机、智能穿戴产品及电脑等电子设备。
48.为了方便描述,下文以手机为电子设备的示例进行说明。
49.在一种可能的实施方式中,参考图1至图4,本技术的手机包括发光显示层10、复合膜20以及曲面盖板30。发光显示层10位于曲面盖板30与复合膜20之间,分别和曲面盖板30以及复合膜20通过胶层相贴合。示例的,上述的盖板是硬屏,例如是cg(cover glass,盖板玻璃)盖板,cg盖板的材质例如是无机玻璃或有机玻璃。在一些可能的实施方式中,盖板是柔性屏,示例性的,盖板使用超薄玻璃(utg)或透明聚酰亚胺(cpi)等柔性材质。上述的发光显示层10可以是有机发光二极管(oled)屏幕。发光显示层10与盖板30相贴合后,发光显示层10会与盖板30相仿形,即发光显示层10的形状与盖板30的形状相类似或相同,下文会详细描述。上述的复合膜20例如是复合金属膜,能够起到保护发光显示层10以及防静电等作用。
50.下面介绍发光显示层10、复合膜20以及曲面盖板30一种可能的贴合过程。
51.示例性的,如图1所示,发光显示层10要贴合的曲面盖板30为四曲面盖板。其中,四曲面盖板包括平面状的盖板中间区域31和曲面状的盖板边缘区域,四曲面盖板的曲面状的边缘区域环绕四曲面盖板的平面状的盖板中间区域31设置。即,四曲面盖板的曲面状的边缘区域是位于四曲面盖板的平面状的盖板中间区域31的四周。示例性地,四曲面盖板的平面状的盖板中间区域31呈长方形状,包括分别沿长度方向(图1中x方向所示)延伸的两个长边,以及分别沿宽度方向(图1中y方向所示)延伸的两个短边。四曲面盖板的曲面状的盖板边缘区域包括:第一盖板曲面区域32、第二盖板曲面区域33、第三盖板曲面区域34以及第四盖板曲面区域35,相邻的曲面区域通过角落双折区域连接。
52.上述的第一盖板曲面区域32和第三盖板曲面区域34沿手机的宽度方向间隔设置,第一盖板曲面区域32和第三盖板曲面区域34分别沿手机的长度方向延伸,并分别由四曲面
盖板的盖板中间区域31的长边沿盖板中间区域31背向用户的方向(图1中a方向所示)向外弯曲以覆盖手机的中框的长边(图未示出)。上述的第二盖板曲面区域33和第四盖板曲面区域35沿手机的长度方向间隔设置,第二盖板曲面区域33和第四盖板曲面区域35分别沿手机的宽度方向延伸,并分别由四曲面盖板的盖板中间区域31的短边沿盖板中间区域31背向用户的方向(图1中a方向所示)向外弯曲以覆盖手机的中框的短边(图未示出)。
53.四曲面盖板的四个角落分别设置有角落双折区域,第一盖板曲面区域32和第二盖板曲面区域33在四曲面盖板的其中一个角落处通过第一盖板角落双折区域36实现连接,第二盖板曲面区域33和第三盖板曲面区域34在四曲面盖板的其中一个角落处通过第二盖板角落双折区域37实现连接,第三盖板曲面区域34和第四盖板曲面区域35在四曲面盖板的其中一个角落处通过第三盖板角落双折区域38实现连接,第四盖板曲面区域35和第一盖板曲面区域32在四曲面盖板的其中一个角落处通过第四盖板角落双折区域39实现连接。
54.示例性地,上述的各个双折区域是,第一盖板曲面区域32、第二盖板曲面区域33、第三盖板曲面区域34以及第四盖板曲面区域35在四曲面盖板的角落处的重合区域,四曲面盖板在重合区域二次弯曲。示例性地,双折区域是三维曲面。
55.如图4所示,示例性地,先将发光显示层10与曲面盖板30相贴合,待发光显示层10和曲面盖板30完成贴合后,再将复合膜20贴合在发光显示层10背向曲面盖板30的一侧的表面。发光显示层10在与曲面盖板30贴合前呈平面状,发光显示层10与曲面盖板30相贴合后,发光显示层10的形状和曲面盖板30的形状是相同或相近似的。
56.图2中示出,本技术的发光显示层10也相应地为四曲面形态。即,如图2所示,四曲面形态的发光显示层10也相应地包括平面状的显示层中间区域11和曲面状的显示层边缘区域,曲面状的显示层边缘区域环绕平面状的显示层中间区域11设置。发光显示层10的平面状的中间区域11与四曲面盖板的平面状的盖板中间区域31相贴合,发光显示层10的曲面状的显示层边缘区域与四曲面盖板的曲面状的盖板边缘区域相贴合。相应地,发光显示层10的曲面状的边缘区域包括:第一显示层曲面区域12、第二显示层曲面区域13、第三显示层曲面区域14以及第四显示层曲面区域15,相邻的曲面区域通过角落双折区域连接。
57.发光显示层10的四个角落分别设置形成有角落双折区域,第一显示层曲面区域12和第二显示层曲面区域13在发光显示层10的其中一个角落处通过第一显示层角落双折区域16实现连接,第二显示层曲面区域13和第三显示层曲面区域14在发光显示层10的其中一个角落处通过第二显示层角落双折区域17实现连接,第三显示层曲面区域14和第四显示层曲面区域15在发光显示层10的其中一个角落处通过第三显示层角落双折区域18实现连接,第四显示层曲面区域15和第一显示层曲面区域12在发光显示层10的其中一个角落处通过第四显示层角落双折区域19实现连接。
58.继续参考图3和图4,本技术的复合膜20在与发光显示层10贴合之前也呈平面状,大体呈长方形状。平面状的复合膜20具有与发光显示层10的中间区域11相对应的中间区域21,以及与发光显示层10的边缘区域相对应的边缘区域。在贴合之前,复合膜20的边缘区域环绕复合膜20的中间区域21设置,并处于同一个平面。在复合膜20的边缘区域与发光显示层10的边缘区域相贴合后,复合膜20的边缘区域也相应地变为曲面状。复合膜20的整体形状类似图2所示的发光显示层10的形状。
59.示例性地,参考图3,复合膜20的边缘区域包括:第一边缘区域22、第二边缘区域
23、第三边缘区域24以及第四边缘区域25,相邻的边缘区域通过角落区域连接。上述的第一边缘区域22和第三边缘区域24沿手机的宽度方向(图3中y方向所示)间隔设置,第一边缘区域22和第三边缘区域24分别沿手机的长度方向(图3中x方向所示)延伸,并分别与第一显示层曲面区域12、第三显示层曲面区域14相贴合。上述的第二边缘区域23和第四边缘区域25沿手机的长度方向间隔设置,第二边缘区域23和第四边缘区域25分别沿手机的宽度方向延伸,并分别与第二显示层曲面区域13、第四显示层曲面区域15相贴合。
60.复合膜20的角落区域包括第一角落区域26、第二角落区域27、第三角落区域28以及第四角落区域29。第一角落区域26用于和发光显示层10的第一显示层角落双折区域16相贴合,第二角落区域27用于和第二显示层角落双折区域17相贴合,第三角落区域28用于和第三显示层角落双折区域18相贴合,第四角落区域29用于和第四显示层角落双折区域19相贴合。
61.需说明的是,本技术的盖板30不限于是四曲面盖板,相应地,发光显示层10不限于是四曲面形态。在一些可能的实施方式中,本技术的发光显示层10要贴合的盖板30是双曲面盖板,相应地,发光显示层10是双曲面形态。示例性地,双曲面盖板与图1所示的四曲面盖板的区别在于,双曲面盖板的曲面状的边缘区域包括:第一盖板曲面区域32和第三盖板曲面区域34。或者,双双曲面盖板的曲面状的边缘区域包括:第二盖板曲面区域33和第四盖板曲面区域35。
62.下面结合图4介绍一种可能的复合膜20的贴合方法。如图4中(a)所示,发光显示层10贴合在曲面盖板30上,通过滚轮41按压的方式,实现复合膜20与发光显示层10的贴合。具体而言,通过滚轮41按压复合膜20的中间区域21与发光显示层10的平面状的中间区域11,完成复合膜20的中间区域21与发光显示层10的平面状的中间区域11的贴合。由于发光显示层10的上述的曲面状的边缘区域存在弯曲度,无法通过滚轮41直接滚压发光显示层10的曲面状的全部边缘区域,即无法通过滚轮41直接滚压发光显示层10的第一显示层曲面区域12、第二显示层曲面区域13、第三显示层曲面区域14、第四显示层曲面区域15以及各角落双折区域。
63.这就导致复合膜20的边缘区域与发光显示层10的各曲面区域以及各角落双折区域存在气泡以及虚贴问题,贴合质量不高。图4中(b)示出了复合膜20的第一边缘区域22与发光显示层10的第一显示层曲面区域12存在虚贴和气泡问题,以及复合膜20的第三边缘区域24与发光显示层10的第三显示层曲面区域14存在虚贴和气泡问题。目前模组厂的虚贴以及气泡问题导致的良率损失在0.1%左右。
64.为此,本技术提供了另外一种贴合方法,复合膜20和发光显示层10的边缘可以贴合,改善了虚贴和气泡问题,保证贴合质量。
65.下面结合图5至图8详细描述本技术的另外一种贴合方法的贴合过程,该贴合过程主要包括边缘吸附初步仿形阶段和边缘吹扫阶段。
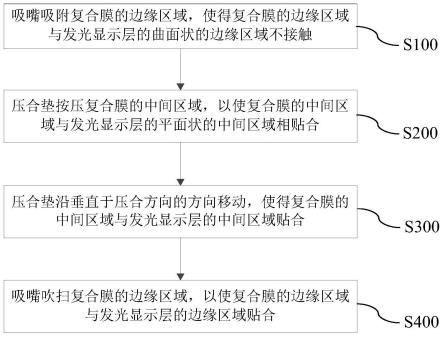
66.在一些可能的实施方式中,参考图5至图8,本技术的贴合方法包括以下步骤:
67.s100:吸嘴40处于吸气状态,吸附复合膜20的边缘区域,使得复合膜20的边缘区域与发光显示层10的曲面状的边缘区域不接触。
68.示例性地,本技术以发光显示层10为上述的四曲面形态为示例说明。下文如图6中(a)和图7中(a)所示,吸嘴40的数量是四个,四个吸嘴40处于吸气状态,四个吸嘴40分别吸
附复合膜20的第一边缘区域22、第二边缘区域23、第三边缘区域24以及第四边缘区域25的中间位置。本技术对吸嘴40的数量不做限制,对吸嘴40吸附复合膜20的边缘的具体位置也不做限制,能够吸附复合膜20的边缘区域以使得复合膜20的边缘区域与发光显示层10的曲面状的边缘区域相分离的吸嘴40设置方式都属于本技术的保护范围。
69.例如,在一些可能的实施方式中,四个吸嘴40分别吸附复合膜20的第一角落区域26、第二角落区域27、第三角落区域28以及第四角落区域29。或者,在一些可能的实施方式中,吸嘴40的数量为八个,其中四个吸嘴40分别吸附复合膜20的第一角落区域26、第二角落区域27、第三角落区域28以及第四角落区域29,其余四个吸嘴40分别吸附复合膜20的第一边缘区域22、第二边缘区域23、第三边缘区域24以及第四边缘区域25的中间位置。
70.示例性地,本技术中,将盖板、发光显示层10、复合膜20放置在贴合腔体100中,吸嘴40在吸气状态,贴合腔体100是真空腔体。即,在复合膜20与发光显示层10贴合之前,先对贴合腔体100抽真空。示例性地,启动与贴合腔体100连通的抽真空装置,以通过抽真空装置对贴合腔体100进行抽真空。本技术中,在真空腔体中进行后续的贴合操作(即发光显示层10与复合膜20的贴合过程),能够使复合膜20在后述的压合垫50的作用下更紧密牢固的贴附于发光显示层10,并且在后续释放大气压时复合膜20的边缘区域受单边气压作用能够自然向外延方向延展,有利于曲面状边缘区域的贴附和排气。
71.在一些可能的实施方式中,上述贴合腔体100不是真空腔体。
72.s200:压合垫50沿压合方向按压复合膜20的中间区域21,以使复合膜20的中间区域21与发光显示层10的平面状的中间区域11相贴合。
73.如图6中(a)所示,压合垫50沿压合方向(图6中(a)所示的a方向)按压复合膜20的中间区域21。如图6中(b)所示,复合膜20在压合垫50的按压作用下,复合膜20的中间区域21的一部分与发光显示层10的平面状的中间区域11相贴合。示例性地,复合膜20面向发光显示层10的一侧涂覆有一层泡棉胶,复合膜20的中间区域21的一部分与发光显示层10的平面状的中间区域11通过泡棉胶相贴合。
74.由于复合膜20的边缘区域被吸嘴40吸附,并在压合垫50的压合作用下,复合膜20的边缘区域与发光显示层10的边缘区域初步仿形。这属于复合膜20的边缘仿形阶段,此时,复合膜的边缘区域与发光显示层的边缘区域没有贴合在一起,相互不接触,复合膜20的边缘区域和发光显示层10的边缘区域之间不会封住气泡。同时由于吸嘴40以及压合垫50的初步仿形,有利于改善复合膜20提前接触发光显示层10的刮胶问题。
75.图6中(b)示出复合膜20的第一边缘区域22与发光显示层10的第一显示层曲面区域12初步仿形,复合膜20的第三边缘区域24与发光显示层10的第三显示层曲面区域14初步仿形。可以理解,复合膜20的第二边缘区域23与发光显示层10的第二显示层曲面区域13初步仿形,复合膜20的第四边缘区域25与发光显示层10的第四显示层曲面区域15初步仿形,复合膜20的各个角落区域与发光显示层10的各个角落双折区域也相初步仿形。
76.示例性地,上述的压合垫50与复合膜20的中间区域21的接触面积小于复合膜20的中间区域21的面积。在一些可能的实施方式中,压合垫50与复合膜20的中间区域21的接触面积等于复合膜20的中间区域21的面积。
77.此外,本技术不限于是通过压合垫50按压复合膜20的中间区域21,在一些可能的实施方式中,也可以通过上述的滚轮41按压复合膜20的中间区域21。
78.s300:压合垫50沿垂直于压合方向的方向移动,使得复合膜20的中间区域21与发光显示层10的中间区域11贴合。
79.在完成复合膜20的边缘区域与发光显示层10的边缘区域的初步仿形后,压合垫50可以从中间向周边扩展移动(图6中(c)所示的c方向为移动方向),使得复合膜20的中间区域21和发光显示层10的中间区域11贴合。
80.在一些可能的实施方式中,上述压合垫50按压复合膜20的中间区域21的按压压力在200kgf至400kgf之间;压合垫50按压复合膜20的中间区域21的按压速度在3mm/s-6mm/s之间;压合垫50按压复合膜20的中间区域21后保持2s至6s。在上述压合参数范围内,可以使得复合膜20的中间区域21和发光显示层10的中间区域11贴合良好。
81.在一些可能的实施方式中,压合垫50与复合膜20的中间区域21的接触面积等于复合膜20的中间区域21的面积。那么压合垫50可以不在复合膜20的中间区域21移动,即可通过一次按压复合膜20的中间区域21,实现复合膜20的中间区域21与发光显示层10的中间区域11贴合。
82.同样,在一些可能的实施方式中,也可以通过上述的滚轮41沿压合方向(图6中(a)所示的a)移动,在将复合膜20压合到发光显示层10上后,沿垂直于压合方向的方向(图6中(c)所示的c方向)进行往复滚动,以使得复合膜20的中间区域21与发光显示层10的中间区域11贴合。
83.s400:吸嘴40由吸气状态切换为吹气状态,吸嘴40在吹气状态吹扫复合膜20的边缘区域,以使复合膜20的边缘区域与发光显示层10的边缘区域贴合。
84.在复合膜20的中间区域21和发光显示层10的中间区域11贴合后,开始边缘吹扫阶段。在边缘吹扫阶段,贴合腔体100的真空环境解除,例如上述的抽真空装置停止工作,贴合腔体100与外界的大气相连通。贴合腔体100释放大气压后,复合膜20的边缘区域自然向外延方向延展,使得上述的初步仿形效果更好,利于在后续的边缘吹扫阶段实现复合膜20的边缘区域与发光显示层10的边缘区域的良好贴合,实现完全仿形。
85.如图6中(c)和图7中(b)所示,贴合腔体100大气开放后,吸嘴40由吸气状态切换为吹起状态,通过吸嘴40吹扫复合膜20的边缘区域进行气体赶压,实现复合膜20的边缘区域与发光显示层10的边缘区域的良好贴合(如图6中(d)所示)。图6中(c)示出,吸嘴40吹扫复合膜20的第一边缘区域22和第三边缘区域24。
86.上述复合膜20的边缘仿形阶段的“初步仿形”相对于复合膜20的边缘吹扫阶段的“完全仿形”而言,复合膜20的边缘区域与发光显示层10的边缘区域并没有完全仿形,而是存在一定程度的仿形。例如,在“初步仿形”阶段,发光显示层10的边缘区域呈弯曲形态,发光显示层10的边缘区域的弯曲角度例如是60
°
;复合膜20的边缘区域也成弯曲形态,复合膜20的边缘区域的弯曲角度小于发光显示层10的边缘区域的弯曲角度,复合膜20的边缘区域的弯曲角度例如是50
°
。在“完全仿形”阶段,复合膜20的边缘区域的弯曲角度和发光显示层10的边缘区域的弯曲角度相同,即复合膜的边缘区域的弯曲角度是60
°
。
87.示例性地,吸嘴40向复合膜20的边缘区域吹扫的是气体是惰性气体,例如是氮气。惰性气体比较稳定,在吹扫复合膜20的边缘区域的过程中,不会与复合膜20的边缘区域发生化学反应。另外,在边缘吹扫阶段,吸嘴40可以调节吹扫角度以及气压大小。
88.综上,本技术的复合膜20与发光显示层10的贴合过程主要经历边缘仿形阶段和边
缘吹扫阶段。在边缘仿形阶段,复合膜20和发光显示层10的边缘区域不接触,实现初步仿形,不会封住气泡,复合膜20的中间区域21与发光显示层10的中间区域11从中间向四边扩展完成平面区域的贴附;在边缘吹扫阶段,通过吸嘴40吹扫复合膜20的边缘区域,实现复合膜20和发光显示层10的边缘区域的贴合,实现完全仿形。解决了复合膜20的边缘区域与发光显示层10的边缘区域(尤其角落区域)容易虚贴以及提前接触锁定气泡的问题。复合膜20与发光显示层10的贴合质量好,良品率高。
89.在一些可能的实施方式中,在通过吸嘴40吹扫复合膜20的边缘区域后,可以通过上述的滚轮41滚压复合膜30的边缘区域的一部分,保证复合膜20的边缘区域与发光显示层10的贴合质量。
90.下面对吸嘴40吹扫复合膜20的边缘区域的具体吹扫方式做详细说明。
91.在一些可能的实施方式中,吸嘴40分别沿着复合膜20的宽度方向(图3中y方向所示)和长度方向(图3中x方向所示)移动,以吹扫复合膜20的边缘区域。
92.示例性地,与复合膜20的第一边缘区域22、第二边缘区域23、第三边缘区域24以及第四边缘区域25相对应的位置处分别设有吸嘴40。第一边缘区域22和第三边缘区域24所对应的吸嘴40沿着长度方向移动(例如往复来回移动或者一次性移动),以吹扫第一边缘区域22和第三边缘区域24,使得第一边缘区域22贴合于第一显示层曲面区域12,第三边缘区域24贴合于第三显示层曲面区域14。第二边缘区域23和第四边缘区域25所对应的吸嘴40沿着宽度方向移动(例如往复来回移动或者一次性移动),以吹扫第二边缘区域23和第四边缘区域25,使得第二边缘区域23贴合于第二显示层曲面区域13,第四边缘区域25贴合于第四显示层曲面区域15。
93.各个吸嘴40沿着长度方向和宽度方向移动,在复合膜20的四个角落区域存在吹扫重叠区域。例如,吸嘴40吹扫复合膜20的第一边缘区域22和第二边缘区域23,在第一角落区域26存在吹扫重叠区域。由于复合金属膜具有较强的抗塑性变形能力,复合膜20的四个角落区域因吸嘴40的重叠吹扫,可以很好的贴合,可以不再有针对性地分别吹扫复合膜20的四个角落区域,即可以使得复合膜20的第一角落区域26贴合于第一显示层角落双折区域16,第二角落区域27贴合于第二显示层角落双折区域17,第三角落区域28贴合于第三显示层角落双折区域18,第四角落区域29贴合于第四显示层角落双折区域19。在一些可能的实施方式中,为保障吹扫效果,可以在吸嘴吹扫完复合膜20的边缘区域后,再对复合膜20的角落区域进行一次针对性地吹扫。
94.在一些可能的实施方式中,上述的吸嘴40仅分别吹扫复合膜20的第一边缘区域22、第二边缘区域23、第三边缘区域24以及第四边缘区域25,在复合膜20的四个角落区域不存在吹扫重叠区域,需分别再次吹扫复合膜20的四个角落区域。
95.在一些可能的实施方式中,可以设置一个吸嘴40,吸嘴40绕着复合膜20的边缘区域吹扫。例如依次吹扫复合膜20的第一边缘区域22、第一角落区域26、第二边缘区域23、第二角落区域27、第三边缘区域24、第三角落区域28、第四边缘区域25以及第四角落区域29。
96.在一些可能的实施方式中,可以在复合膜20的第一边缘区域22、第二边缘区域23、第三边缘区域24、第四边缘区域25以及四个角落区域相对应的位置处分别设置多个吸嘴40,各个吸嘴40不需要进行多次吹扫,而是进行一次性吹扫。
97.在一些可能的实施方式中,上述吸嘴40沿发光显示层10的中间区域11朝向发光显
示层10的边缘区域的方向,吹扫复合膜20的边缘区域。例如,上述吸嘴40在吹扫过程中先沿复合膜20的边缘区域的弯曲方向转动吹扫再移动吹扫。即,吸嘴40在长度方向分段吹扫,在每一段先沿着复合膜20的第一边缘区域22和第三边缘区域24的弯曲方向转动吹扫,然后再沿长度方向移动到下一段,再次进行转动吹扫,重复上面的过程,直至将复合膜20的第一边缘区域22贴合于第一显示层曲面区域12,第三边缘区域24贴合于第三显示层曲面区域14。
98.以及,吸嘴40在宽度方向分段吹扫,在每一段先沿着复合膜20的第二边缘区域23和第四边缘区域25的弯曲方向转动吹扫,然后再沿宽度方向移动到下一段,再次进行转动吹扫,重复上面的过程,直至将复合膜20的第二边缘区域23贴合于第二显示层曲面区域13,第四边缘区域25贴合于第四显示层曲面区域15。
99.同样,吸嘴40对复合膜20的四个角落区域的吹扫也是转动吹扫。
100.示例性地,吸嘴40以发光显示层10的中间区域11与发光显示层10的边缘区域的连接处为吹扫起点,沿着发光显示层10的边缘区域的弯曲方向吹扫复合膜20的边缘区域。即,吸嘴40的转动吹扫方向是从平面状的中间区域11向曲面状的边缘区域进行。参考图6和图8,以吸嘴40转动吹扫复合膜20的第一边缘区域22为示例说明上述转动吹扫的过程。吸嘴40以发光显示层10的中间区域11与发光显示层10的第一显示层曲面区域12的连接处为吹扫起点,沿着发光显示层10的第一显示层曲面区域12的弯曲方向(图6中(c)和图8中b方向所示)吹扫复合膜20的第一边缘区域22。
101.也即,吸嘴40由图6中(c)和图8中所示的位置
①
开始吹扫复合膜20的边缘区域(例如第一边缘区域22),沿着发光显示层10的边缘区域的弯曲方向一直吹扫到处于图6中(c)和图8中所示的位置
③
,完成对发光显示层10的边缘区域的吹扫。这样的吹扫方式利于实现对复合膜20的边缘区域和发光显示层10的边缘区域之间的部分的赶压以及实贴,可以良好地改善复合膜20与发光显示层10之间气泡的产生现象,提高贴合质量。
102.此外,本技术的吸嘴40在吹气状态吹扫复合膜20的边缘区域的过程中可以根据贴合需求设定以下参数:设定的距离、设定的角度、设定的吹扫速度、设定的气体流量。其中,设定的距离是吸嘴40距离复合膜20的边缘区域的距离(图8中l所示),设定的角度是吸嘴40与压合方向的夹角(图6中(c)和图8中α所示)。
103.在一些可能的实施方式中,上述吸嘴40的设定的距离在0.5cm至1.5cm之间,包括0.5cm和1.5cm。吸嘴40以无接触地方式吹扫复合膜20的边缘区域,吸嘴40距离复合膜20的边缘区域过远和过近,都难以很好地实现赶压,改善复合膜20与发光显示层10之间气泡的产生。吸嘴40距离复合膜20的边缘区域在上述设定的距离范围内,可以良好地进行气体赶压。
104.在一些可能的实施方式中,上述设定的角度与发光显示层10的边缘区域的弯曲角度(图8中α所示)相适配。示例性地,发光显示层10的边缘区域的弯曲角度是60
°
,上述设定的角度在0
°
至60
°
之间,包括0
°
和60
°
。吸嘴40在0
°
至60
°
之间吹扫复合膜20的边缘区域,吸嘴40在0
°
时垂直于发光显示层10。即,吸嘴40完成对复合膜20的边缘区域的吹扫需要由0
°
转动到60
°
,吸嘴40在整个吹扫过程中转动了60
°
。
105.在一些可能的实施方式中,上述设定的吹扫速度在0.2mm/s至0.5mm/s之间,包括0.2mm/s和0.5mm/s。在一些可能的实施方式中,上述设定的气体流量在100lpm至500lpm之间,包括100lpm和500lpm。示例性地,当复合膜20的材质包括电解铜时,设定的气体流量在
100lpm至500lpm之间。当复合膜20的材质包括压延铜时,设定的气体流量在400lpm至1000lpm之间。
106.在一些可能的实施方式中,当发光显示层10的边缘区域的弯曲角度为60
°
时,吸嘴40沿着发光显示层10的边缘区域的弯曲方向吹扫复合膜20的边缘区域的过程包括多个阶段,例如是三个阶段。示例性地,在第一阶段,第一阶段为设定的角度在0
°
至20
°
之间的阶段,吸嘴40设定的吹扫速度为0.5mm/s,吸嘴40设定的气体流量为500lpm;在第二阶段,第二阶段为设定的角度在20
°
至40
°
之间的阶段,吸嘴40设定的吹扫速度为0.2mm/s,吸嘴40设定的气体流量为500lpm;在第三阶段,第三阶段为设定的角度在40
°
至60
°
之间的阶段,吸嘴40设定的吹扫速度为0.5mm/s,吸嘴40设定的气体流量为500lpm。吸嘴40通过分阶段向复合膜20的边缘区域吹扫氮气,可以充分地进行气体赶压,使得复合膜20的边缘区域与发光显示层10的边缘区域良好贴合。
107.综上,本技术提供的贴合方法,改善了复合膜和发光显示层贴合过程中边缘区域存在的气泡和虚贴问题,使得复合膜和发光显示层贴合质量得到了提高,良品率提升。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。