1.本技术涉及电池工装检测技术领域,具体涉及一种电池工装检测方法、检测装置及电池制作系统。
背景技术:
2.在光伏技术领域内,将焊带焊接或者胶接在电池片表面时,通常需要采用辅助工装(定位工装)来固定焊带在电池片表面的位置,用以辅助焊接。
3.在整个电池片或者电池串自动化制作设备中,辅助工装有多个并且是循环使用的,当工装在循环使用过程中因磨损或碰撞,或者工装上的弹性结构失效等,使得工装压在电池片表面的焊带上压力失效,严重影响焊带在电池上的稳定性,而且存在缺陷的定位工装循环使用,极易造成批量不良品的产出。当前串焊设备或者单片焊接机中的辅助工装出现缺陷时无法检测,工装数量较多无法追溯,出现因工装的缺陷而造成的不良电池片或电池串也无法追溯,并且无法快速、精准、剔除缺陷工装,造成批量不良品产出。
技术实现要素:
4.本发明实施例提供了一种电池工装检测方法、检测装置及电池制作系统,用以提供一种在电池片或电池串制作的自动化设备中添加电池片和定位工装追踪的系统或设备,以完成定位工装和电池片的追溯,并自动剔除不良定位工装的方案。
5.为了实现上述目的,本技术实施例提供了一种电池工装检测方法、检测装置及电池制作系统。
6.第一方面,本发明提供了一种电池工装检测方法,该方法应用于电池制作系统中的电子设备,所述电池制作系统还包括:电池制作主体设备、多个定位工装,所述电池制作主体设备用于承载所述定位工装并使所述定位工装循环使用,所述定位工装用于将待焊接在电池上的焊带与所述电池定位;所述方法包括:获取焊接质量存在问题的缺陷电池;查找生产所述缺陷电池时所使用的目标定位工装;根据所述目标定位工装确定缺陷工装。
7.可选的,在所述获取焊接质量存在问题的缺陷电池之前,所述方法还包括:在所述定位工装将焊带与待焊接电池定位的过程中,建立并存储待焊接电池与对所述待焊接电池进行定位的定位工装之间的映射关系,所述映射关系用于表示所述待焊接电池进行焊带焊接时所使用的定位工装;所述查找生产所述缺陷电池时所使用的目标定位工装,包括:从所存储的各所述映射关系中查找所述缺陷电池对应的定位工装,并将所述缺陷电池对应的定位工装确定为生产所述缺陷电池时所使用的目标定位工装。
8.可选的,所述定位工装具有工装标识,所述待焊接电池基于所述映射关系获取电
池标识;所述建立并存储待焊接电池与对所述待焊接电池进行定位的定位工装之间的映射关系,包括:建立并存储目标电池标识与目标工装标识之间的映射关系,所述目标电池标识为:待焊接电池对应的电池标识,所述目标工装标识为:对所述待焊接电池进行定位的定位工装的工装标识。
9.可选的,所述电池制作系统还包括:标识扫描设备;在所述建立并存储目标电池标识与目标工装标识之间的映射关系之前,所述方法还包括:从所述标识扫描设备获取对所述待焊接电池进行定位的定位工装的工装标识;确定所述待焊接电池的电池标识。
10.可选的,所述电池制作系统还包括:电池质量检测设备,所述电池质量检测设备用于检测所制作的电池的焊带焊接质量和电池片的质量;所述获取焊接质量存在问题的缺陷电池,包括:通过所述电池质量检测设备获取焊接质量存在问题的缺陷电池。
11.可选的,所述多个定位工装放置在所述电池制作主体设备中的传输机构上,以在所述传输机构的带动下使所述定位工装循环传动;所述电池制作系统还包括:工装剔除设备;所述方法还包括:当检测到所述缺陷工装传动到所述工装剔除设备的剔除位置时,控制所述工装剔除设备将所述缺陷工装剔除;在所述缺陷工装被所述工装剔除设备剔除前所处的传输机构的位置处放置更换后的定位工装。
12.可选的,所述根据所述目标定位工装确定缺陷工装,包括:当所述目标定位工装生产的缺陷电池的数量到达设定数量时,将所述目标定位工装确定为缺陷工装;或者,直接将所述目标定位工装确定为缺陷工装。
13.可选的,所述方法还包括:在显示界面显示所述传输机构所传输的多个所述定位工装的动态传输示意图、所述定位工装的工装标识、电池标识、电池缺陷故障报警以及故障原因,并在所述示意图中突出显示所述缺陷工装。
14.第二方面,本发明提供一种电池工装检测装置,应用于电池制作系统中的电子设备,所述电池制作系统还包括:电池制作主体设备、多个定位工装,所述电池制作主体设备用于承载所述定位工装并使所述定位工装循环使用,所述定位工装用于将待焊接在电池上的焊带与所述电池定位;所述装置包括:获取单元,用于获取焊接质量存在问题的缺陷电池;查找单元,用于查找生产所述缺陷电池时所使用的目标定位工装;确定单元,用于根据所述目标定位工装确定缺陷工装。
15.第三方面,本发明提供了一种电池制作系统,包括:电池制作主体设备,用于承载电池,
多个定位工装,用于将待焊接在电池上的焊带与所述电池定位;电子设备,用于执行上述的方法。
16.如前所述,本发明提供了一种电池工装检测方法、检测装置及电池制作系统,其中,检测方法应用于电池制作系统中的电子设备,所述电池制作系统还包括:电池制作主体设备、多个定位工装,所述电池制作主体设备用于承载所述定位工装并使所述定位工装循环使用,所述定位工装用于将待焊接在电池上的焊带与所述电池定位;本技术方案通过获取焊接质量存在问题的缺陷电池;查找生产所述缺陷电池时所使用的目标定位工装;根据所述目标定位工装确定缺陷工装。不仅能够获得不良的电池片信息,也能够追溯到焊接该电池片的定位工装信息,帮助车间生产人员排查缺陷工装,节省了大量的人力,提高了排查效率,也降低了焊后不良电池片的占比,提高了生产良率,对于改善焊接机的设备品质具有重大意义。
附图说明
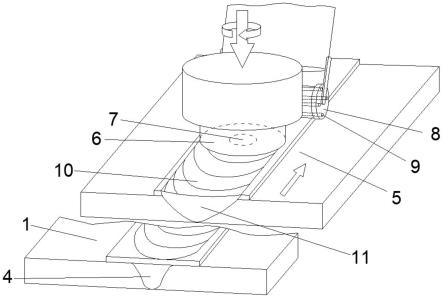
17.图1表示本技术实施例提供的一种电子设备的系统组成示意图;图2表示本技术实施例提供的一种具有单个扫描设备的电池制作系统的结构示意图;图3表示本技术实施例提供的一种具有两个扫描设备的电池制作系统的结构示意图;图4表示本技术实施例提供的一种工装剔除设备的结构示意图;图5表示本技术实施例提供的另一种电子设备的系统框架结构示意图;图6表示本技术实施例提供的一种车间级的定位工装追溯的流程示意图;图7表示本技术实施例提供的一种焊接机内部定位工装追溯的流程示意图。
具体实施方式
18.下面将结合申请实施例中的附图,对申请实施例中的技术方案进行清楚、完整地描述。另外,在整个说明书各处出现的“在一个实施例中”或“在一实施例中”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
19.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体与另一个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的物品或者终端设备中还存在另外的相同要素。
20.本公开的示例性实施例中首先提供一种用于实现电池工装检测方法的系统架构。该系统架构可以包括终端设备(如本技术的焊接机、电池制作系统、定位工装、扫描设备、电池质量检测设备、工装剔除设备等),网络和服务器。网络用以在终端设备和服务器之间提供通信链路的介质。网络可以包括各种连接类型,例如有线、无线通信链路或者光纤电缆等
等。
21.在使用过程中,焊接机将焊带焊接在电池上,终端设备中的电池质量检测设备对焊接有焊带的电池做质量检测,如质量检测不合格,终端设备通过网络将不合格信息发送至服务器,服务器基于缺陷电池查找到对应固定该电池的缺陷工装,并控制工装剔除设备将缺陷工装剔除。
22.服务器可以是提供各种服务的服务器,例如对用户利用终端设备所浏览的购物类网站提供支持的后台管理服务器(仅为示例)。后台管理服务器可以对不合格的信息进行分析处理,得到缺陷工装,并将缺陷工装的标识或信息发送给终端设备(工装剔除设备)。工装剔除设备将缺陷工装剔除,并更换新的定位工装。
23.参照图1至图7所示,本发明实施例提供了一种电池工装检测方法、检测装置及电池制作系统。其中,电池工装检测方法,应用于电池制作系统中的电子设备,电池制作系统还包括:电池制作主体设备、多个定位工装,电池制作主体设备用于承载定位工装并使定位工装循环使用,定位工装用于将待焊接在电池上的焊带与电池定位。
24.方法包括:步骤s101,获取焊接质量存在问题的缺陷电池。
25.步骤s102,查找生产缺陷电池时所使用的目标定位工装。
26.步骤s103,根据目标定位工装确定缺陷工装。
27.本示例实施方式所提供的电池工装检测方法应用于电池制作系统中的电子设备,电池制作系统还包括:电池制作主体设备、多个定位工装,电池制作主体设备用于承载定位工装并使定位工装循环使用,定位工装用于将待焊接在电池上的焊带与电池定位;本技术方案通过获取焊接质量存在问题的缺陷电池来查找生产缺陷电池时所使用的目标定位工装;根据目标定位工装确定缺陷工装。不仅能够获得不良的电池片信息,也能够追溯到焊接时该电池片所使用的定位工装信息,帮助车间生产人员排查缺陷工装,节省了大量的人力,提高了排查效率,也降低了焊后不良电池片的占比,提高了生产良率,对于改善焊接机的品质具有重大意义。
28.如图1所示,在电池制作系统制作电池的过程中,标识扫描设备通过扫描识别定位工装的id编号或者名称,并上传至上位机,上位机根据当前正在压接待焊接电池的定位工装对应的id编号或者名称,自动映射并记录该压接待焊接电池对应的电池标识,电池制作系统对待焊接电池焊接完成后,电池质量检测设备检测焊接完成的电池的焊接质量,如不存在缺陷,则焊接完成的电池进入下一工序,如质量存在缺陷,则将信息反馈至工装剔除设备以及上位机,上位机根据缺陷电池的电池标识确定加工该缺陷电池的定位工装的位置,并控制工装剔除设备将该缺陷工装从电池制作系统制中剔除。
29.本公开实施方式所提供的电池工装检测方法可以应用于以下应用场景:场景一,可以应用于焊接机内部追溯;如图2所示,只需要一个扫描设备即可实现扫描电池片上使用的定位工装的id,并且扫描获取定位工装循环系统中要剔除的定位工装并将其id信息发送给上位机以将其剔除。具体的:自动化设备中一个电池片送过来,焊带摆放完毕后,下来一个定位工装将电池片和其上面的焊带压紧,扫描1扫描该定位工装的id,如012,重复再过来两个电池片,用到id为013、014、015的定位工装,然后经过焊接后,定位工装012、013、014、015回到定位工装循环系统中循环使用。当电池检测系统检测到焊接后
的电池存在焊接缺陷时,将该信息(假设电池片001a焊接质量存在缺陷)发送至上位机,上位机将定位工装001标记为异常定位工装,定位工装001对应的图标变红,在定位工装循环系统中,当扫描1扫描到定位工装001的位置时,工装剔除设备被唤醒,定位工装001被剔除,并且定位工装101被更换到定位工装001原来在定位工装循环系统中所在的原位置。
30.另外,如图3所示,使用两个扫描设备,即扫描1和扫描2,其中扫描1是扫描电池片上使用的定位工装的id,扫描2是扫描获取定位工装循环系统中要剔除的定位工装并将其id信息发送给上位机以将其剔除。在定位工装循环系统中有一个扫描1和一个扫描2,扫描1的位置是给送来的电池片上放定位工装的位置,扫描2的位置是定位工装剔除和更换的位置,当电池检测系统检测到焊接后的电池存在焊接缺陷时,将该信息(电池片001a存在焊接缺陷)发送至上位机,上位机将定位工装001标记为异常定位工装,定位工装001对应的图标变红,在定位工装循环系统中,如果扫描2扫描到定位工装001时,工装剔除设备被唤醒,定位工装001被剔除,并且定位工装101被更换到定位工装001原来在定位工装循环系统中所在的位置,此时,定位工装102顶替到定位工装101的位置,作为下次剔除缺陷工装后,被更换的工装;因为剔除和更换这两个动作可以在定位工装循环移动的周期内完成,所以,整个更换过程中自动化设备不需要停机。
31.本实例实施方式中,上述工装标识可以是:二维码、条码信息、其他类型的码、数字或特殊字符、颜色符号、图形符号、盲文,字母符号等中的任一种标识,还可以是前述多种标识组合的标识。
32.本示例实施方式中,参见图7所示,以条码信息作为工装标识为例,焊接机内部追溯的步骤如下:步骤1.开始启动焊接机。
33.步骤2.初始化焊接机控制系统,并清空工位物料信息。
34.步骤3.焊接机设备开始运行。
35.步骤4.定位工装传输到归正位并归正。
36.步骤5.条码相机获取定位工装的条码信息并识别。
37.步骤6.抓取定位工装,并对定位工装、焊带、电池三者进行物料结合。
38.步骤7.为电池配制与制作其的定位工装对应的标识或者将电池的特征(例如编码)与制作其的定位工装的标识绑定。
39.步骤8.移动定位工装、焊带、电池至焊接工位并焊接。
40.步骤9.移动焊接后的电池、定位工装至工装回收工位,并回收定位工装。
41.步骤10.上位机读取回收后的定位工装的标识。
42.步骤11.电池质量检测设备对焊接后的电池进行质量检测,如合格,则焊接机不停机,该电池对应的定位工装正常工作,否则,重复上述步骤4-步骤11。如不合格,则剔除该焊接后的电池,上位机在其对应定位工装上统计不良次数加1;如不良次数超过预定次数,则判定对应的定位工装属于缺陷工装,设备报警并暂停,并对报警进行处理(剔除该缺陷工装、标记该缺陷工装等),设备正常运转。
43.场景二,以工装标识为条码信息为例,本技术的技术方案还可以应用于车间内部追溯,具体而言,该车间可以设置多个加工工序;配制控制系统,控制系统下设多个下位机控制器,控制焊接机的运行;开发上位机软件,实现人机交互,数据记录展示,报警提示等功
能;采用扫描设备扫描工装标识,通过以太网通信将条码信息传至plc(programmablelogiccontroller,可编程控制器)寄存器。此外,焊接机和下游设备还可以都接入mes(manufacturing execution system,制造执行系统)系统,为定位工装的车间级追溯提供了条件。
44.本示例实施方式中,参见图5所示,以条码信息为工装标识为例进行说明,车间内部追溯的系统包括:上位机、条码相机、交换机、焊后检测系统、车间mes系统、plc控制器、下游设备、pl(photoluminescence,综合分析系统)检测机构;其中,上位机通过交换机分别连接条码相机、焊后检测系统、plc控制器;plc控制器分别连接车间mes系统、下游设备、pl检测机构;条码相机用于识别配置在定位工装上的条码信息,以识别定位工装的编码,焊后检测系统用于对焊接机焊接完成的电池进行质量检测,上位机用于接收上述定位工装的编码,另外,上位机可以根据定位工装加工电池的顺序形成工装标识与的电池标识之间的映射关系并存储;上位机与plc控制器通过交换机连接,用于将映射关系通过交换机发送至plc控制器中,plc控制器将映射关系传递至下游设备,pl检测机构配置在下游设备上,用于检测进入下游设备的电池的质量,当检测质量位不合格时,下游设备将不合格电池对应的电池标识发送在plc控制器,plc控制器将上述信息发送至车间mes系统,车间mes系统将上述信息反馈至上位机,上位机控制焊接机剔除该定位工装或标记该定位工装对应的编码。
45.本示例实施方式中,上述plc控制器可以包括:为其供电的电源模块、plc模块、用于分别与下游设备、与车间mes系统连接的cpu扩展模块,多个运动控制模块、多个io输入模块、多个io输出模块、传输模块、与传输模块连接的阀岛模块、远程传输模块等;pl检测机构与plc控制器之间进行信息交互,包括但不限于:定位运行检测、位置检测、光电检测、阀控、温度检测、温度采集等等。
46.在上述系统的基础上,对上述应用于车间内部追溯的过程进行进一步说明,具体而言,车间的各单机设备均接入车间mes系统;上位机将电池质量检测设备检测的焊接质量信息、条码相机扫描工装标识(条码信息)以及工装标识与电池标识之间的映射关系等信息通过交换机发送至plc控制器中,plc控制器将由电池对应的电池标识以及电池标识对应的工装标识形成的绑定信息通过以太网传送至下游设备,下游设备配置由pl(photoluminescence,综合分析系统)检测机构,通过pl检测机构对流转至下游设备处的电池进行检测,其可以检测焊后电池是否存在隐裂等缺陷,如存在隐裂,则获取对应的焊后电池的电池标识并将该电池标识通过plc控制器发送至车间mes系统,车间mes系统将该电池标识反馈至加工该电池的焊接机,焊接机标记上述电池标识对应的工装标识,焊接机可以剔除该工装标识对应的定位工装,或者对该定位工装对应的编号进行标记,从而实现车间级的定位工装追溯。
47.具体的,上述plc控制器可以作为下位机的控制器,控制焊接机的运行;其可以开发上位机软件,进而实现人机交互、数据记录展示、报警提示等功能;采用条码相机识别定位工装的条码信息,并通过以太网通信技术将条码信息传至plc控制器的寄存器中。另外,焊接机和下游设备均可以都接入车间mes系统中进行数据交换,为定位工装的车间级追溯提供了数据流转的基础。以光伏组件生产车间为例,各单机设备(例如输送机、组件排版机、上料机、翻转机、自动打胶机、自动修边机、自动组框机、堆栈机等)都接入车间mes系统,焊接机焊接完成的电池传送至下游设备的同时,将绑定的定位工装的编号通过以太网通信传
送至下游设备,下游设备安装的pl(photoluminescence,综合分析系统)检测机构,能够检测出焊后电池片的隐裂,将该隐裂电池片绑定的定位工装条码信息上传mes系统,mes系统再将该定位工装对应的条码信息反馈回焊接机,焊接机记录该定位工装条码信息,从而实现车间级的定位工装追溯。
48.本示例实施方式中,参见图6所示,车间内部追溯的流程如下:步骤1.系统通电开启。
49.步骤2.焊接机开启工作,定位工装的标识绑定电池片,并跟随电池片进行工序流转。
50.步骤3.电池片传送至下游设备,条码信息跟随电池片传送至下游设备。
51.步骤4.下游设备进行焊后电池片pl检测。
52.如电池片良好,则焊接机正常运转。
53.如电池片不良(即如前的缺陷电池),则剔除该不良电池片,并将该电池片绑定的定位工装的标识上报至上位机,上位机控制工装剔除设备剔除缺陷工装;在剔除时焊接机正常工作。
54.下面,将结合附图及实施例对本示例实施方式中的电池工装检测方法的各个步骤进行更详细的说明。
55.步骤s101,获取焊带的焊接质量存在问题的缺陷电池。
56.本示例实施方式中,该步骤的执行主体可以是上位机,也可以是后台服务器等,上述质量存在问题的缺陷电池种类有以下几种:焊带与电池的焊接部位存在虚焊、漏焊,焊带与电池存在错位等;上述电池可以是电池片,也可以是电池串,亦或者是其他需要焊接焊带的电池类型,本技术不对其做限定。
57.本示例实施方式中,以上位机为例,预先为各个定位工装进行编号,编号与定位工装一一对应,例如,如果有4个定位工装,则可以将4个定位工装配置4个编号,如001、002、003、004;上位机获取上述缺陷电池的方式可以是:通过配制电池质量检测设备,并利用电池质量检测设备对焊接有焊带的电池做检测,电池质量检测设备将检测结果发送至上位机,当然,也可以设置中间存储,电池质量检测设备将检测结果存储在中间存储中,中间存储实时对检测结果进行分类存储,以便于上位机基于定位工装的编号统计各编号对应的检测结果,如此设置,为确定工装是否属于缺陷工装提供了限定,即当目标工装加工的缺陷电池的数量达到预定数量后,将该工装确定为缺陷工装。上述预定数量可以是任意数字,例如1、5、10等等,用户可以根据实际使用需求自行设定,本技术不对其做限定。
58.步骤s102,查找生产缺陷电池时所使用的目标定位工装。
59.本示例实施方式中,该步骤的执行主体可以是上位机,通过上位机查找生产缺陷电池时所使用的目标定位工装的方式可以是:构建目标定位工装与电池之间的映射关系,该映射关系是通过加工该电池时使用的定位工装的编号来确定的,例如,加工电池的定位工装的编号为001,则应用定位工装001所加工的电池的电池标识为001a;加工电池的定位工装的编号为002,则定位工装002所加工的电池的电池标识为002a。映射关系构建完成后,将映射关系存储在上位机的存储空间内,当电池质量检测设备检测电池001a时,可以同时识别该电池对应的电池标识为001a,当电池001a对应的检测结果为存在焊接缺陷时,电池质量检测设备将存在焊接缺陷的信息发送至上位机,上位机接收到后将该电池001a定义为
缺陷电池,通过电池的电池标识001a,可以索引到该缺陷电池对应的目标定位工装的编号为001。
60.步骤s103,根据目标定位工装确定缺陷工装。
61.本示例实施方式中,该步骤的执行主体可以是上位机,也可以是工装剔除设备;当执行主体为上位机时,上位机根据目标定位工装的编号,确定缺陷工装,并将缺陷工装的编号传输至工装剔除设备,以利用工装剔除设备将该缺陷工装剔除。当执行主体为工装剔除设备时,上位机将目标定位工装的编号及位置传输至工装剔除设备,当目标定位工装的位置处于工装剔除设备的剔除位置时,工装剔除设备将目标定位工装剔除并更换新的工装。
62.进一步的,本示例实施方式中,电池制作系统还包括:电池质量检测设备,电池质量检测设备用于检测所制作的电池的焊带焊接质量和电池片的质量。
63.步骤s101,包括:步骤s1011。
64.步骤s1011.通过电池质量检测设备获取焊带的焊接质量存在问题的缺陷电池。
65.本示例实施方式中,上述电池质量检测设备不仅要能够检测电池片的焊接质量,还要识别定位工装上的工装标识,其可以是相机,或者是依靠红外线反射线与入射线的差别来判断加工质量的设备。包括el检测、pl检测、或者外观检测。
66.进一步的,本示例实施方式中,在获取焊带的焊接质量存在问题的缺陷电池之前,方法还包括:在定位工装将焊带与待焊接电池定位的过程中,建立并存储待焊接电池与对待焊接电池进行定位的定位工装之间的映射关系,映射关系用于表示待焊接电池进行焊带焊接时所使用的定位工装。
67.查找生产缺陷电池时所使用的目标定位工装,包括:从所存储的各映射关系中查找缺陷电池对应的定位工装,并将缺陷电池对应的定位工装确定为生产缺陷电池时所使用的目标定位工装。
68.进一步的,本示例实施方式中,定位工装具有工装标识,建立并存储待焊接电池与对待焊接电池进行定位的定位工装之间的映射关系,包括:建立并存储目标电池与目标工装标识之间的映射关系,目标工装标识为:对待焊接电池进行定位的定位工装的工装标识。
69.本示例实施方式中,目标工装标识包括但不限于:二维码、条形码、其他类型的码、数字或特殊字符、颜色符号、图形符号等,也可以是盲文,字母符号,或者多种混合使用。扫描设备可以是相机或其他与识别标识相配的扫描设备。例如,目标工装标识为二维码时,扫描设备可以是二维码识别器,例如手机等智能扫描设备。
70.进一步的,本示例实施方式中,电池制作系统还包括:标识扫描设备;在建立并存储目标电池标识与目标工装标识之间的映射关系之前,方法还包括:从标识扫描设备获取对待焊接电池进行定位的定位工装的工装标识;根据定位工装的工装标识确定待焊接电池的id编号。
71.本示例实施方式中,对上述方案进行举例说明:请参见图2所示:扫描某定位工装的工装标识,根据该工装标识获得该定位工装的id是“001”,当该定位工装作用在电池片或电池串后,上位机自动记录该电池片或电池串的id为“001a”,或者是“001-a”, 其中a也可以是其他字符,不做限制。如果电池质量检测设备检测到某一电池片的焊接质量有问题时,
上位机根据该电池片的id获取制作该电池片的定位工装的id,并且该定位工装的id在上位机的界面上变红,等到该定位工装循环到剔除的位置时,上位机控制工装剔除设备将该定位工装剔除。
72.进一步的,本示例实施方式中,多个定位工装放置在电池制作主体设备中的传输机构上,以在传输机构的带动下使定位工装循环传动;电池制作系统还包括:工装剔除设备;方法还包括:当检测到缺陷工装传动到工装剔除设备的剔除位置时,控制工装剔除设备将缺陷工装剔除。
73.本示例实施方式中,参见图4所示,工装剔除设备可以是电机或者气缸推动抓手旋转剔除不良的定位工装至不良定位工装堆栈,从新定位工装堆栈抓取更换的新定位工装放在定位工装循环系统中循环使用,更换完成后扫描设备需要扫描新定位工装的id并反馈给上位机记录并显示。
74.本示例实施方式中,本示例实施方式中,可以为上位机配置显示屏幕,上位机实时接收标识扫描设备扫描的定位工装的工装标识以及定位工装的位置,并将上述信息显示在显示屏幕上,以在显示屏幕上形成显示定位工装实时位置的动态视图。例如,将每一个定位工装虚拟成一个正方形,并在每一个正方形上显示定位工装对应的编号,该编号与对应定位工装的工装标识一一对应。
75.上位机自动记录缺陷工装对应的工装标识,并基于编号与工装标识的对应关系索引到该定位工装对应的编号,在上述动态视图中标记缺陷工装对应的编号,并将该编号对应的正方形进行标记,例如显示为红色并闪动;另外,上位机还可以记录更换的新的工装的工装标识,并为该工装标识配置对应的编号,同时将该编号输入至原缺陷工装对应的正方形中并存储;在显示屏幕上显示具有新的编号的定位工装。
76.进一步的,本示例实施方式中,方法还包括:在缺陷工装被工装剔除设备剔除前所处的传输机构的位置处放置更换后的定位工装。
77.本示例实施方式中,当工装剔除设备将缺陷工装剔除后,随机补充新的定位工装(此时可以人工在上位机上录入新的定位工装的id,也可以直接让工装剔除设备上的扫描设备扫描自动录入新的定位工装的id),而且系统在剔除更换时设备整体不需要停机,自动更换新定位工装后报警结束。
78.本示例实施方式中,定位工装的缺陷包括:定位工装上的压针卡滞、压针断裂等,使得压针无法向电池片上的焊带施加压力以固定焊带。在定位工装上设置工装标识,在自动化制作设备中设置扫描设备,扫描设备可以扫描该工装标识获得该定位工装的id编号或者名称,自动化制作设备中的电池质量检测设备检测经过定位工装固定的电池片或电池串的焊接(或加工的)质量,上位机根据电池质量检测设备检测的结果判定定位工装是否存在缺陷,若存在,则在定位工装循环系统中剔除该定位工装并添加新的定位工装,操作者在上位机将有缺陷的定位工装的id更换为新的定位工装的id,定位工装循环系统上自动补充新定位工装的id。
79.进一步的,本示例实施方式中,方法还包括:在显示界面显示传输机构所传输的多个定位工装的传输示意图,并在示意图中突出显示缺陷工装。
80.本示例实施方式中,本技术提供的方法还包括核查工装剔除是否正确剔除的方法,具体的:当焊接电池串时,某一串中有一个有缺陷的电池片,电池质量检测设备可以根据该串电池片的id推算出错误电池片所对应的定位工装的id,并通知工装剔除设备将该定位工装在剔除的位置剔除。另外,操作人员可以根据该电池片在该电池串中的位置,和,当前正在扫描使用的定位工装的id推算出这个有缺陷的电池片的id,即可得到该电池片上对应的定位工装的id,另外,根据当前问题电池片的位置,和扫描设备之间的距离即可反推出有缺陷的定位工装的id,以此来检测定位工装循环系统中的定位工装剔除是否正确。
81.本示例实施方式中,本技术提供的电池工装检测方法,实现了光伏自动化焊接机常用定位工装信息的焊接机内部和车间级双追溯功能,对于造成焊后电池片不良的定位工装实现了有效追溯。在焊接机内部的焊后外观检测和下游设备的pl检测下,不仅能够获得不良的电池片信息,也能够追溯到焊接该电池片的定位工装的信息,帮助车间生产人员排查缺陷工装,节省了大量的人力,提高了排查效率,也降低了焊后不良电池片的占比,提高了生产良率,对于改善焊接机的设备品质具有重大意义。
82.第二方面,本技术提供了一种电池工装检测装置,应用于电池制作系统中,电池制作系统还包括:电池制作主体设备、多个定位工装,电池制作主体设备用于承载定位工装并使定位工装循环使用,定位工装用于将待焊接在电池上的焊带与电池定位;装置包括:获取单元,用于获取焊带的焊接质量存在问题的缺陷电池。
83.查找单元,用于查找生产缺陷电池时所使用的目标定位工装。
84.确定单元,用于根据目标定位工装确定缺陷工装。
85.上述的数各个单元的具体细节已经在对应的数据处理方法中进行了详细的描述,因此此处不再赘述。
86.应当注意,尽管在上文详细描述中提及了用于动作执行的设备的若干模块或者单元,但是这种划分并非强制性的。实际上,根据本公开的实施方式,上文描述的两个或更多模块或者单元的特征和功能可以在一个模块或者单元中具体化。反之,上文描述的一个模块或者单元的特征和功能可以进一步划分为由多个模块或者单元来具体化。
87.在本公开的示例性实施例中,还提供了一种能够实现上述方法的电子设备。
88.所属技术领域的技术人员能够理解,本发明的各个方面可以实现为系统、方法或程序产品。因此,本发明的各个方面可以具体实现为以下形式,即:完全的硬件实施方式、完全的软件实施方式(包括固件、微代码等),或硬件和软件方面结合的实施方式,这里可以统称为“电路”、“模块”或“系统”。
89.本技术提供了一种电池制作系统,包括:多个定位工装,用于将待焊接在电池上的焊带与电池定位;电池制作主体设备,用于承载定位工装并使定位工装循环使用,电子设备,用于执行本技术中的电池工装检测方法。
90.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本公开的其他实施例。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
91.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并
且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。