1.本发明属于工业生产螺栓定距紧固技术领域,更具体地说,是涉及一种螺栓紧固点漆工具,本发明还涉及一种螺栓紧固点漆方法。
背景技术:
2.目前在工业化生产中,螺栓紧固后,需要二次用力矩扳手复紧,然后用点漆笔做标识。实际生产操作中,重复工序带来时间上的浪费,而且出现点漆不规范问题,有时还会出现点漆漏复紧的问题。
技术实现要素:
3.本发明所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,能够方便快捷实现螺栓的紧固和点漆作业,有效提高紧固和点漆效率,提高点漆规范性,满足作业需求的螺栓紧固点漆工具。
4.要解决以上所述的技术问题,本发明采取的技术方案为:
5.本发明为一种螺栓紧固点漆工具,所述的滚动轴承a和滚动轴承b安装在滑槽连接头的中间凸台两侧,力矩弹簧布置在滑槽连接头和滑槽筒的中间,涡轮穿在滑槽筒有啮合齿一端的中间扭力输入轴上,装过涡轮的滑槽筒插装在啮合轮中间,点漆头拧进穿有回位弹簧的蜗杆一端,然后装入啮合轮的安装位,啮合轮的固定柱卡在套筒的安装位。
6.所述的螺栓紧固点漆工具还包括外壳,外壳从套筒一端穿入,组装好的滚动轴承a、滑槽连接头、滚动轴承b5、滑槽筒、力矩弹簧、啮合轮、涡轮、蜗杆、回位弹簧、点漆头套装在外壳内部,外壳与套在滑槽连接头上的固定罩通过固定螺栓紧固连接。
7.所述的滑槽连接头后端设置扳手卡槽。
8.所述的螺栓紧固点漆工具还包括扳手,扳手包括卡头。
9.所述的螺栓紧固点漆工具还包括漆料盒,漆料盒内镶装强磁铁,漆料盒安装在套筒上。
10.所述的涡轮为非全齿结构。
11.本发明还涉及一种能够方便快捷实现螺栓的紧固和点漆作业,有效提高紧固和点漆效率,提高点漆规范性,满足作业需求的螺栓紧固点漆方法,所述的螺栓紧固点漆方法的紧固点漆步骤为:
12.s1.顺时针旋转滑槽连接头,滑槽连接头在滚动轴承a和滚动轴承b的平面上滚动旋转,滑槽连接头把旋转扭力传递给滑槽筒,滑槽筒与啮合轮处于啮合状态,滑槽筒将旋转扭力传递给啮合轮,啮合轮的轴插在套筒内,啮合轮又将旋转扭力传递给套筒;
13.s2.不断旋转滑槽连接头达到复紧套筒内的螺栓的目的,当螺栓紧固到规定力矩后,力矩弹簧溃缩,滑槽连接头一端的螺旋滑槽在滑槽筒内旋转,滑槽筒和啮合轮实现分离,套筒不能再带动螺栓拧紧;
14.s3.当力矩弹簧溃缩,滑槽筒和啮合轮分离后,继续给滑槽连接头3施加旋转扭力
时,滑槽筒带动涡轮转动,涡轮带动蜗杆转动,实现点漆头运动并给螺栓点漆。
15.所述的螺栓紧固点漆时,扳手的卡头卡在滑槽连接头的扳手卡槽内,带动滑槽连接头顺时针旋转。
16.所述的涡轮带动蜗杆转动运行一定行程后,在回位弹簧作用下,点漆头回退到原来位置。
17.所述的漆料盒的出漆口与点漆头加注口相合,漆料盒一端有两块强磁铁,使得漆料盒紧贴外壳,当点漆头需要更换时,直接拔下漆料盒更换点漆头。
18.采用本发明的技术方案,工作原理及有益效果如下所述:
19.本发明所述的螺栓紧固点漆工具,进行螺栓紧固点漆时,紧固点漆步骤为:顺时针旋转滑槽连接头,滑槽连接头在滚动轴承a和滚动轴承b的平面上滚动旋转,滑槽连接头把旋转扭力传递给滑槽筒,滑槽筒与啮合轮处于啮合状态,滑槽筒将旋转扭力传递给啮合轮,啮合轮的轴插在套筒内,啮合轮又将旋转扭力传递给套筒;不断旋转滑槽连接头达到复紧套筒内的螺栓的目的,当螺栓紧固到规定力矩后,力矩弹簧溃缩,滑槽连接头一端的螺旋滑槽在滑槽筒内旋转,滑槽筒和啮合轮实现分离,套筒不能再带动螺栓拧紧;当力矩弹簧溃缩,滑槽筒和啮合轮分离后,继续给滑槽连接头施加旋转扭力时,滑槽筒带动涡轮转动,涡轮带动蜗杆转动,实现点漆头运动并给螺栓点漆。螺栓紧固点漆时,扳手的卡头卡在滑槽连接头的扳手卡槽内,带动滑槽连接头顺时针旋转。本发明所述的螺栓紧固点漆工具,通过特定的力矩弹簧在螺旋滑槽机构内克服一定扭力,带动啮合齿机构使套筒旋转,达到紧固螺栓的目的,当输入端力矩超出螺栓紧固的设定力矩后,螺旋滑槽内弹簧溃缩,啮合齿机构分离,输出到螺栓端的套筒不再旋转紧固。此时继续输入端施加扭力,啮合齿上齿轮带动涡轮转动,涡轮带动蜗杆推动漆笔头外移点漆,当涡轮带动蜗杆转动1/3圈后,在蜗杆回位弹簧力的作用下,漆笔头回到原位。另外,工具的套头端有漆料盒,为点漆笔头提供漆料,漆料盒端面有强磁铁,吸引在工具外壳的端面上,方便更换漆料。本发明的工具安装在其他非定矩的扳手上,能够实现定矩复紧和点漆标识的目的,节约生产中的时间和重复工序;整个工具体积小,而且漆料盒可以多次添加漆料。本发明所述的螺栓紧固点漆工具及紧固点漆方法,能够方便快捷实现螺栓的紧固和点漆作业,有效提高紧固和点漆效率,提高点漆规范性,满足作业需求。
附图说明
20.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
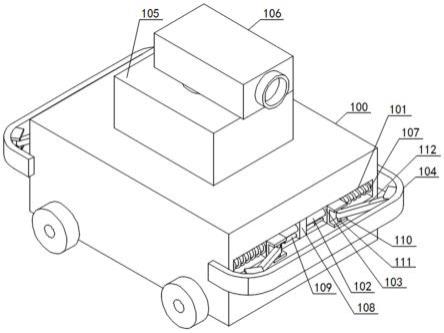
21.图1为本发明所述的螺栓紧固点漆工具的主视结构示意图;
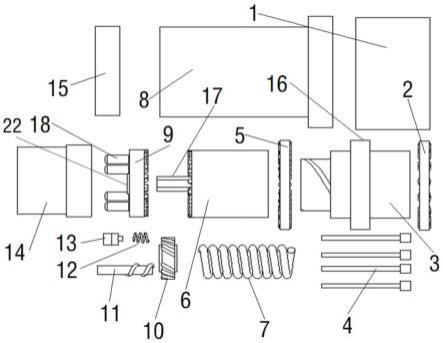
22.图2为本发明所述的螺栓紧固点漆工具的爆炸结构示意图;
23.图3为本发明所述的螺栓紧固点漆工具的剖视结构示意图;
24.图4为本发明所述的螺栓紧固点漆工具的涡轮和蜗杆的配合结构示意图;
25.图5为本发明所述的螺栓紧固点漆工具的套筒在外壳内的结构示意图;
26.图6为本发明所述的螺栓紧固点漆工具的主视套筒的结构示意图;
27.图7为本发明所述的螺栓紧固点漆工具的扳手的结构示意图;
28.附图中标记为:1、固定罩;2、滚动轴承a;3、滑槽连接头;4、固定螺栓;5、滚动轴承b;6、滑槽筒;7、力矩弹簧;8、外壳;9、啮合轮;10、涡轮;11、蜗杆;12、回位弹簧;13、点漆头;
14、套筒;15、漆料盒;16、中间凸台;17、中间扭力输入轴;18、固定柱;19、扳手卡槽;20、扳手;21、卡头;22、轴;23、转杆。
具体实施方式
29.下面对照附图,通过对实施例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
30.如附图1-附图7所示,本发明为一种螺栓紧固点漆工具,所述的滚动轴承a2和滚动轴承b5安装在滑槽连接头3的中间凸台16两侧,力矩弹簧7布置在滑槽连接头3和滑槽筒6的中间,涡轮10穿在滑槽筒6有啮合齿一端的中间扭力输入轴17上,装过涡轮10的滑槽筒6插装在啮合轮9中间,点漆头13拧进穿有回位弹簧12的蜗杆11一端,然后装入啮合轮9的安装位,啮合轮9的固定柱18卡在套筒14的安装位。上述结构,针对现有技术中的不足,提出全新的技术方案。进行螺栓紧固点漆时,紧固点漆步骤为:顺时针旋转滑槽连接头3,滑槽连接头3在滚动轴承a2和滚动轴承b5的平面上滚动旋转,滑槽连接头3把旋转扭力传递给滑槽筒6,滑槽筒6与啮合轮9处于啮合状态,滑槽筒6将旋转扭力传递给啮合轮9,啮合轮9的轴22插在套筒14内,啮合轮9又将旋转扭力传递给套筒14;不断旋转滑槽连接头3达到复紧套筒14内的螺栓的目的,当螺栓紧固到规定力矩后,力矩弹簧7溃缩,滑槽连接头3一端的螺旋滑槽在滑槽筒6内旋转,滑槽筒6和啮合轮9实现分离,套筒14不能再带动螺栓拧紧;当力矩弹簧7溃缩,滑槽筒6和啮合轮9分离后,继续给滑槽连接头3施加旋转扭力时,滑槽筒6带动涡轮10转动,涡轮10带动蜗杆11转动,实现点漆头13运动并给螺栓点漆。所述的螺栓紧固点漆时,扳手20的卡头21卡在滑槽连接头3的扳手卡槽19内,带动滑槽连接头3顺时针旋转。本发明所述的螺栓紧固点漆工具,通过特定的力矩弹簧在螺旋滑槽机构内克服一定扭力,带动啮合齿机构使套筒旋转,达到紧固螺栓的目的,当输入端力矩超出螺栓紧固的设定力矩后,螺旋滑槽内弹簧溃缩,啮合齿机构分离,输出到螺栓端的套筒不再旋转紧固。此时继续输入端施加扭力,啮合齿上齿轮带动涡轮转动,涡轮带动蜗杆推动漆笔头外移点漆,当涡轮带动蜗杆转动1/3圈后,在蜗杆回位弹簧力的作用下,漆笔头回到原位。另外,工具的套头端有漆料盒,为点漆笔头提供漆料,漆料盒端面有强磁铁,吸引在工具外壳的端面上,方便更换漆料。本发明的工具安装在其他非定矩的扳手上,能够实现定矩复紧和点漆标识的目的,节约生产中的时间和重复工序;工具体积小,且漆料盒可以多次添加漆料。本发明所述的螺栓紧固点漆工具及紧固点漆方法,能够方便快捷实现螺栓的紧固和点漆作业,有效提高紧固和点漆效率,提高点漆规范性,满足作业需求。
31.所述的螺栓紧固点漆工具还包括外壳8,外壳8从套筒14一端穿入,组装好的滚动轴承a2、滑槽连接头3、滚动轴承b5、滑槽筒6、力矩弹簧7、啮合轮9、涡轮10、蜗杆11、回位弹簧12、点漆头13套装在外壳8内部,外壳8与套在滑槽连接头3上的固定罩1通过固定螺栓4紧固连接。上述结构,螺栓紧固点漆工具的各个部件连接为整体式结构,从而可以根据所述的紧固点漆方法使用,而且可以拆卸。
32.所述的滑槽连接头3后端设置扳手卡槽19。所述的螺栓紧固点漆工具还包括扳手20,扳手20包括卡头21。上述结构,所述的紧固点漆工具使用时,配合反手使用,扳手的卡头可以卡装在扳手卡槽内,从而扳手的旋转能够带动滑槽连接头3旋转,从而顺时针旋转滑槽
连接头3,滑槽连接头3在滚动轴承a2和滚动轴承b5的平面上滚动旋转,滑槽连接头3把旋转扭力传递给滑槽筒6,实现工具的操作。
33.所述的螺栓紧固点漆工具还包括漆料盒15,漆料盒15内镶装强磁铁,漆料盒15安装在套筒14上。上述结构,漆料盒15通过镶装的强磁铁鞥能够可靠设置在套筒内,并且可以方便取下,添加漆料。
34.所述的涡轮10为非全齿结构。上述结构,也就是说,涡轮上部分位置设置齿,部分位置不设置齿,结构特别。涡轮设计为非全齿,目的为使蜗杆运行到一定行程,在回位弹簧作用下回到原来位置。
35.本发明还涉及一种能够方便快捷实现螺栓的紧固和点漆作业,有效提高紧固和点漆效率,提高点漆规范性,满足作业需求的螺栓紧固点漆方法,所述的螺栓紧固点漆方法的紧固点漆步骤为:s1.顺时针旋转滑槽连接头3,滑槽连接头3在滚动轴承a2和滚动轴承b5的平面上滚动旋转,滑槽连接头3把旋转扭力传递给滑槽筒6,滑槽筒6与啮合轮9处于啮合状态,滑槽筒6将旋转扭力传递给啮合轮9,啮合轮9的轴22插在套筒14内,啮合轮9又将旋转扭力传递给套筒14;s2.不断旋转滑槽连接头3达到复紧套筒14内的螺栓的目的,当螺栓紧固到规定力矩后,力矩弹簧7溃缩,滑槽连接头3一端的螺旋滑槽在滑槽筒6内旋转,滑槽筒6和啮合轮9实现分离,套筒14不能再带动螺栓拧紧;s3.当力矩弹簧7溃缩,滑槽筒6和啮合轮9分离后,继续给滑槽连接头3施加旋转扭力时,滑槽筒6带动涡轮10转动,涡轮10带动蜗杆11转动,实现点漆头13运动并给螺栓点漆。
36.所述的螺栓紧固点漆时,扳手20的卡头21卡在滑槽连接头3的扳手卡槽19内,带动滑槽连接头3顺时针旋转。
37.所述的涡轮10带动蜗杆11转动运行一定行程后,在回位弹簧12作用下,点漆头13回退到原来位置。
38.所述的漆料盒15的出漆口与点漆头13加注口相合,漆料盒15一端有两块强磁铁,使得漆料盒15紧贴外壳8,当点漆头13需要更换时,直接拔下漆料盒15更换点漆头13。
39.本发明所述的螺栓紧固点漆工具,进行螺栓紧固点漆时,紧固点漆步骤为:顺时针旋转滑槽连接头,滑槽连接头在滚动轴承a和滚动轴承b的平面上滚动旋转,滑槽连接头把旋转扭力传递给滑槽筒,滑槽筒与啮合轮处于啮合状态,滑槽筒将旋转扭力传递给啮合轮,啮合轮的轴插在套筒内,啮合轮又将旋转扭力传递给套筒;不断旋转滑槽连接头达到复紧套筒内的螺栓的目的,当螺栓紧固到规定力矩后,力矩弹簧溃缩,滑槽连接头一端的螺旋滑槽在滑槽筒内旋转,滑槽筒和啮合轮实现分离,套筒不能再带动螺栓拧紧;当力矩弹簧溃缩,滑槽筒和啮合轮分离后,继续给滑槽连接头施加旋转扭力时,滑槽筒带动涡轮转动,涡轮带动蜗杆转动,实现点漆头运动并给螺栓点漆。螺栓紧固点漆时,扳手的卡头卡在滑槽连接头的扳手卡槽内,带动滑槽连接头顺时针旋转。本发明所述的螺栓紧固点漆工具,通过特定的力矩弹簧在螺旋滑槽机构内克服一定扭力,带动啮合齿机构使套筒旋转,达到紧固螺栓的目的,当输入端力矩超出螺栓紧固的设定力矩后,螺旋滑槽内弹簧溃缩,啮合齿机构分离,输出到螺栓端的套筒不再旋转紧固。此时继续输入端施加扭力,啮合齿上齿轮带动涡轮转动,涡轮带动蜗杆推动漆笔头外移点漆,当涡轮带动蜗杆转动1/3圈后,在蜗杆回位弹簧力的作用下,漆笔头回到原位。另外,工具的套头端有漆料盒,为点漆笔头提供漆料,漆料盒端面有强磁铁,吸引在工具外壳的端面上,方便更换漆料。本发明的工具安装在其他非定矩
的扳手上,能够实现定矩复紧和点漆标识的目的,节约生产中的时间和重复工序;整个工具体积小,而且漆料盒可以多次添加漆料。本发明所述的螺栓紧固点漆工具及紧固点漆方法,能够方便快捷实现螺栓的紧固和点漆作业,有效提高紧固和点漆效率,提高点漆规范性,满足作业需求。
40.上面结合附图对本发明进行了示例性的描述,显然本发明具体的实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。