1.本实用新型涉及一种顶压装置,特别是一种能够将钢卷顶部的塔形凸起压平的装置,属于冶金设备技术领域。
背景技术:
2.钢材在进行多道辊压工序后,变成了长度较长的钢带;由于钢带的长度大,不利于运输和包装,故需要将其卷起来,从而便于后续的运输;钢带是通过卷取机卷成钢卷状的;在卷取机对钢带进行旋转作业的过程中,钢卷的卷心会出现不同程度的凸起型塔型;钢卷卷心上的塔型会影响后期的包装以及运输作业;故需要将钢卷的塔型进行压平;目前,对于钢卷顶部塔型的压平作业是通过人工来完成的;当工作人员发现传送带上的钢卷顶部有塔型凸起时,停止传送带的运行,然后对钢卷的凸起进行击打;传送带的停运会极大影响生产的正常进行,而且人工的击打也极为耗时耗力;故需要一种不需要停运传送带即可将钢卷顶部的塔型压平的装置,从而确保生产线的正常运行,降低工作人员的劳动强度。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种随动式钢卷顶压装置,它不仅能够降低工作人员的劳动强度,还能够确保钢卷传输作业的正常运行。
4.本实用新型所述问题是通过以下技术方案解决的:
5.一种随动式钢卷顶压装置,包括顶板、立柱、第一滑轨机构、第二滑轨机构、测距传感器、摁压机构、plc和随动机构;所述顶板的下端面四角均垂直设置有立柱,立柱对称设置在传送带的两侧,且顶板位于传送带的正上方;所述第一滑轨机构设置在顶板的下端面;所述第二滑轨机构设置在第一滑轨机构上;所述测距传感器设置在立柱上;所述摁压机构和随动机构均设置在第二滑轨机构上;所述测距传感器的信号输出端连接plc的信号输入端。
6.上述随动式钢卷顶压装置,所述第一滑轨机构包括第一滑条、复位弹簧、第一滑板、直线位移传感器;所述第一滑条沿着传送带的传输方向设置在顶板的下端面;所述第一滑板设置在第一滑条上;所述复位弹簧的一端与顶板连接,复位弹簧的另一端与第一滑板连接;所述直线位移传感器设置在第一滑板的侧壁上;所述直线位移传感器的信号输出端连接plc的信号输入端。
7.上述随动式钢卷顶压装置,所述第二滑轨机构包括第二滑条和第二滑板;所述第二滑条设置在第一滑板的下端面,且第二滑条的中心线与第一滑条的中心线相互垂直;所述第二滑板设置在第二滑条上;所述直线位移传感器的滑片与第二滑板连接。
8.上述随动式钢卷顶压装置,所述随动机构包括v型挡板、导向杆和第一液压缸;所述导向杆垂直设置在第二滑板的下端面;所述v型挡板在垂直方向上设置有导向孔,且导向杆插设在v型挡板的导向孔内;所述第一液压缸的壳体设置在第二滑板的下端面,且第一液压缸活塞杆的端部与v型挡板连接;所述v型挡板的顶角指向与传送带的传送方向相同;所述第一液压缸的信号控制端连接plc的信号输出端。
9.上述随动式钢卷顶压装置,所述摁压机构包括第二液压缸和压板;所述第二液压缸的壳体设置在第二滑板的下端面,且第二液压缸活塞杆的端部设置有压板;所述压板指向v型挡板的方向与传送带的传输方向相同;所述第二液压缸的信号控制端连接plc的信号输出端。
10.上述随动式钢卷顶压装置,所述测距传感器相比压板更靠近传送带的首端。
11.本实用新型通过随动机构,使摁压机构能够和钢卷的卷心对齐,从而将钢卷卷心上的塔型凸起压平,提高了钢卷塔型的压平效率,不需要停止传送带的运行即可将钢卷塔型压平,确保了钢卷的运输效率。
附图说明
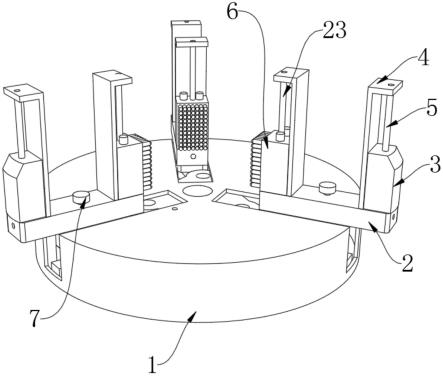
12.图1为本实用新型立体结构示意图。
13.图中各标号清单为:1.顶板,2.立柱,3.第一滑条,4.复位弹簧,5.第一滑板,6.直线位移传感器,7.第二滑条,8.第二滑板,9.v型挡板,10.导向杆,11.第一液压缸,12.第二液压缸,13.压板,14.传送带。
具体实施方式
14.参看图1,本实用新型包括顶板1、立柱2、第一滑轨机构、第二滑轨机构、测距传感器、摁压机构、plc和随动机构;所述顶板1的下端面四角均垂直设置有立柱2,立柱2对称设置在传送带14的两侧,且顶板1位于传送带14的正上方;所述第一滑轨机构设置在顶板1的下端面;所述第二滑轨机构设置在第一滑轨机构上;第二滑轨机构在第一滑轨机构上滑动,由于第一滑轨机构和第二滑轨机构的滑动方向相互垂直,所以设置在第二滑轨机构上的摁压机构和随动机构可以在水平面上任意移动;所述测距传感器设置在立柱2上,测距传感器用于检测钢卷顶部是否有塔型凸起;所述摁压机构和随动机构均设置在第二滑轨机构上;所述测距传感器的信号输出端连接plc的信号输入端。
15.所述第一滑轨机构包括第一滑条3、复位弹簧4、第一滑板5、直线位移传感器6;所述第一滑条3沿着传送带14的传输方向设置在顶板1的下端面;所述第一滑板5设置在第一滑条3上;第一滑板5在第一滑条3上滑动,且第一滑板5的滑动方向和传送带的传输方向平行;所述复位弹簧4的一端与顶板1连接,复位弹簧4的另一端与第一滑板5连接;复位弹簧4的作用在于,将第一滑板5复位;所述直线位移传感器6设置在第一滑板5的侧壁上;所述直线位移传感器6的信号输出端连接plc的信号输入端。
16.所述第二滑轨机构包括第二滑条7和第二滑板8;所述第二滑条7设置在第一滑板5的下端面,且第二滑条7的中心线与第一滑条3的中心线相互垂直;所述第二滑板8设置在第二滑条7上;第二滑板8在第二滑条7上滑动,且第二滑板8的滑动方向与传送带14的传送方向相互垂直;所述直线位移传感器6的滑片与第二滑板8连接,直线位移传感器6能够实时感应第二滑板8的位置。
17.所述随动机构包括v型挡板9、导向杆10和第一液压缸11;所述导向杆10垂直设置在第二滑板8的下端面;所述v型挡板9在垂直方向上设置有导向孔,且导向杆10插设在v型挡板9的导向孔内;导向杆10为v型挡板9提供侧向支撑和垂直导向的作用;所述第一液压缸11的壳体设置在第二滑板8的下端面,且第一液压缸11活塞杆的端部与v型挡板9连接;第一
液压缸11带动v型挡板9在垂直方向上移动;所述v型挡板9的顶角指向与传送带14的传送方向相同,这确保了传送带14上的钢卷触碰到v型挡板9时,其接触面是v型挡板的内侧面;所述第一液压缸11的信号控制端连接plc的信号输出端。
18.所述摁压机构包括第二液压缸12和压板13;所述第二液压缸12的壳体设置在第二滑板8的下端面,且第二液压缸12活塞杆的端部设置有压板13;所述压板13指向v型挡板9的方向与传送带14的传输方向相同;所述第二液压缸12的信号控制端连接plc的信号输出端;第二液压缸12带动压板13垂直移动,从而使压板13能够将钢卷上端面的塔型压平。
19.所述测距传感器相比压板13更靠近传送带14的首端,这确保了传送带14上的钢卷先经过测距传感器后,再经过压板13。
20.实际使用过程:测距传感器的高度高出正常钢卷高度1-2cm,如果钢卷的顶部没有塔型凸起,就不会被测距传感器所感应到信号的变化,如果测距传感器感应到参数变化,说明经过的钢卷有塔型凸起;一旦发现钢卷有凸起,第一液压缸11动作,带动v型挡板9下移,然后钢卷撞击到v型挡板9上,因为v型挡板9的横截面是v型,所以钢卷在推动v型挡板9前进的过程中,v型挡板9会横向移动,直至钢卷的圆周面与v型挡板9的两个呈夹角的内侧面接触,此时v型挡板9的垂直平分面内包含钢卷的轴心线;钢卷撞击到v型挡板9上,带动其前进的同时,v型挡板9也在调整自身横向位置,直至直线位移传感器6上的参数不发生变化,说明此时v型挡板9已经到位,钢卷的圆周面与v型挡板9的两个内侧面均接触,此时压板13恰好位于钢卷卷心的正上方;然后plc控制第二液压缸12动作,带动压板13下移,将钢卷顶部的塔型凸起压平;第二液压缸12动作完毕后,第一液压缸11复位,然后复位弹簧4将第一滑板5拉回原位,等待下一个钢卷的到来。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。