1.本实用新型涉及切割技术领域,特别是涉及一种制管用高效切割装置。
背景技术:
2.管件在制作过程中,因挤出成型的管件坯料较长,为方便转运、存储以及后续的应用,需进行切割加工来获得一定长度的管件段,切割装置的应用广泛。
3.然而,传统切割装置在使用时,效率低下且无法将待加工的管件精准送至切割点,不能适应不同尺寸管件的引导使用,并且,采用人工控制进料过程,切割的均一度不能保障。
技术实现要素:
4.基于此,有必要针对当下传统切割装置在使用时,效率低下且无法将待加工的管件精准送至切割点,不能适应不同尺寸管件的引导使用,并且,采用人工控制进料过程,切割的均一度不能保障的问题,提供一种制管用高效切割装置。
5.一种制管用高效切割装置,包括基台和固定安装在所述基台台面上的切割结构;
6.所述切割装置还包括:
7.位于所述切割结构下方的输管组件,其包括固定安装在所述基台台面位置处的三组定位轨道、位于对应定位轨道内的两组限位板、固定连接在所述限位板和对应定位轨道之间处的弹簧件;以及
8.位于所述输管组件背向所述切割结构一侧位置处的推送结构,其包括固定安装在所述基台上的电机、固定连接在所述电机输出端位置处的推杆、固定安装在所述推杆端部位置处的支撑架、设置在所述支撑架上的三组夹持组件;所述夹持组件用于装夹待切割的管件。
9.上述高效切割装置,实现多组管件的同步引导,从而将待加工的管件精准送至切割点进行处理,切割效率高且可适应不同尺寸管件的引导使用,并且,机械牵引管件的进料过程,自动化程度高且单次移动距离固定,提高切割的均一度。
10.进一步地,三组所述定位轨道沿前后方平行分布,且定位轨道呈凹型结构;所述定位轨道横向设置。
11.进一步地,所述推杆背向所述基台设置,且推杆垂直设置在所述支撑架的中心位置处。
12.进一步地,每组所述夹持组件包括两组夹片和固定连接在两组所述夹片之间处的压缩弹簧;所述夹片与所述支撑架固定连接。
13.进一步地,所述夹片呈弧型结构,两组所述夹片以所述压缩弹簧的纵轴线为中心对称布置。
14.进一步地,所述切割结构包括垂直设置在所述基台上的机架、固定安装在所述机架上的主机、贯穿固定安装在所述机架面向所述基台位置处的三组激光器。
15.进一步地,三组所述激光器分别和三组所述定位轨道相对应。
16.与现有技术相比,本实用新型的有益效果是:
17.采用定位轨道、限位板和弹簧件构成的输管组件来实现多组管件的同步引导,从而将待加工的管件精准送至切割点进行处理,切割效率高且可适应不同尺寸管件的引导使用。三组定位轨道用来同步引导多组管件以提高切割效率,结合装配于定位轨道内由弹簧件安装的限位板对管件施加相向的夹紧力,从而使得管件保持水平以进行精准送入,此外,通过弹簧件受力挤压以调节夹紧区域,从而满足不同尺寸管件的引导需求。
18.采用夹持组件、支撑架、电机和推杆构成的推送结构来机械牵引管件的进料过程,自动化程度高且单次移动距离固定,提高切割的均一度。夹持组件装夹固定待加工的管件,并赋予管件一竖向的支撑力,夹持组件在支撑架的连接下装配在由电机和推杆构成的驱动结构上,通过电机带动推杆的往复运动以带动管件的水平移动,从而实现牵引进料,并且,基于电机单次推动推杆的位移固定,使得管件段的长度一致。
19.综上,本实用新型的高效切割装置,实现多组管件的同步引导,从而将待加工的管件精准送至切割点进行处理,切割效率高且可适应不同尺寸管件的引导使用,并且,机械牵引管件的进料过程,自动化程度高且单次移动距离固定,提高切割的均一度。
附图说明
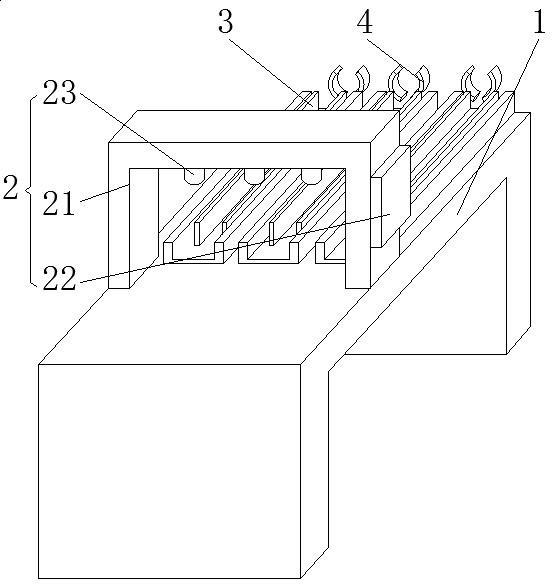
20.图1所示为本实用新型提供的一种制管用高效切割装置的结构示意图。
21.图2所示为图1的局部放大图。
22.图3所示为图1的局部俯视图。
23.图中:1、基台;2、切割结构;21、机架;22、主机;23、激光器;3、输管组件;31、定位轨道;32、弹簧件;33、限位板;4、推送结构;41、夹持组件;411、夹片;412、压缩弹簧;42、支撑架;43、电机;44、推杆。
具体实施方式
24.下面结合附图对本实用新型进行详细的描述。
25.请参阅图1-3,本实施例提供了一种制管用高效切割装置,其供于管道制作工艺中的管道切断使用。切割装置包括基台1、固定安装在所述基台1台面上的切割结构2、位于切割结构2下方的输管组件3以及位于输管组件3背向切割结构2一侧位置处的推送结构4。
26.基台1作为装置载体,提供管件的切割加工支撑。切割结构2包括垂直设置在基台1上的机架21、固定安装在机架21上的主机22、贯穿固定安装在机架21面向基台1位置处的三组激光器23。本实施例,采用切割结构2基于激光切割技术来对管件进行切断处理,机架21和主机22构成激光切割载体,其内搭载有plc来运行预设的切割轨迹,通过激光器23通电发出激光束,激光束经反射后呈垂直向下,并聚焦后作用于位于切割区的管件上,使得管件被加热至汽化温度,随着光束的移动来完成对管件的切割效果。
27.输管组件3实现多组管件的同步引导,从而将待加工的管件精准送至切割点进行处理,切割效率高且可适应不同尺寸管件的引导使用。输管组件3包括固定安装在基台1台面位置处的三组定位轨道31、位于对应定位轨道31内的两组限位板33、固定连接在限位板33和对应定位轨道31之间处的弹簧件32。装配于定位轨道31内由弹簧件32安装的限位板33
对管件施加相向的夹紧力,从而使得管件保持水平以进行精准送入,此外,通过弹簧件32受力挤压以调节夹紧区域,从而满足不同尺寸管件的引导需求。三组定位轨道31沿前后方平行分布,且定位轨道31呈凹型结构,定位轨道31横向设置,三组激光器23分别和三组定位轨道31相对应。三组定位轨道31用来同步引导多组管件以提高切割效率。
28.本实施例,采用定位轨道31、限位板33和弹簧件32构成的输管组件3来实现多组管件的同步引导,从而将待加工的管件精准送至切割点进行处理,切割效率高且可适应不同尺寸管件的引导使用。三组定位轨道31用来同步引导多组管件以提高切割效率,结合装配于定位轨道31内由弹簧件32安装的限位板33对管件施加相向的夹紧力,从而使得管件保持水平以进行精准送入,此外,通过弹簧件32受力挤压以调节夹紧区域,从而满足不同尺寸管件的引导需求。
29.推送结构4机械牵引管件的进料过程,自动化程度高且单次移动距离固定,提高切割的均一度。推送结构4包括固定安装在基台1上的电机43、固定连接在电机43输出端位置处的推杆44、固定安装在推杆44端部位置处的支撑架42、设置在支撑架42上的三组夹持组件41。夹持组件41装夹固定待加工的管件,并赋予管件一竖向的支撑力,夹持组件41在支撑架42的连接下装配在由电机43和推杆44构成的驱动结构上,通过电机43带动推杆44的往复运动以带动管件的水平移动,从而实现牵引进料,并且,基于电机43单次推动推杆44的位移固定,使得管件段的长度一致。夹持组件41用于装夹待切割的管件,每组夹持组件41包括两组夹片411和固定连接在两组夹片411之间处的压缩弹簧412。夹片411呈弧型结构,两组夹片411以压缩弹簧412的纵轴线为中心对称布置,夹片411与支撑架42固定连接。推杆44背向基台1设置,且推杆44垂直设置在支撑架42的中心位置处。本实施例中,两组夹片411在压缩弹簧412的作用下适应性装夹在对应管件上,使用的契合度高。
30.本实施例,采用夹持组件41、支撑架42、电机43和推杆44构成的推送结构4来机械牵引管件的进料过程,自动化程度高且单次移动距离固定,提高切割的均一度。夹持组件41装夹固定待加工的管件,并赋予管件一竖向的支撑力,夹持组件41在支撑架42的连接下装配在由电机43和推杆44构成的驱动结构上,通过电机43带动推杆44的往复运动以带动管件的水平移动,从而实现牵引进料,并且,基于电机43单次推动推杆44的位移固定,使得管件段的长度一致。
31.综上,本实施例的高效切割装置,相较于传统切割装置而言,具备下述优点:本实施例的高效切割装置,实现多组管件的同步引导,从而将待加工的管件精准送至切割点进行处理,切割效率高且可适应不同尺寸管件的引导使用,并且,机械牵引管件的进料过程,自动化程度高且单次移动距离固定,提高切割的均一度。
32.对于所涉及的各个部件的命名,以其在说明书中描述的功能作为命名的标准,而不受本实用新型所用到的具体的名词的限定,本领域的技术人员也可以选用其它的名词来描述本实用新型的各个部件名称。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
