1.本发明涉及引脚焊接装置技术领域,尤其涉及一种智能自动化电子元器件引脚焊接设备。
背景技术:
2.陶瓷气体放电管(简称gdt),其内部由一个或一个以上放电间隙内充有惰性气体构成的密闭器件;陶瓷气体放电管的电气性能取决于气体种类、气体压力、内部电极结构、制作工艺等因素。当加到两电极端(电极引脚)的电压达到使gdt内的气体击穿时,开始放电,由高阻抗变成低阻抗,使浪涌电压迅速短路至接近零电压,并将过电流释放入地,从而对后续电路起到保护作用。
3.对于陶瓷气体放电管而言,其两端部分别设置有一个电极,且每一个电极分别焊接有一个电极引脚,电极引脚一般为铜线焊接于电极位置而形成的。
4.在陶瓷气体放电管生产制备过程中,一般通过引脚焊接机来实现电极引脚焊接加工,即通过引脚焊接机将铜线焊接于陶瓷气体放电管的电极位置以形成电极引脚。对于引脚焊接机而言,其主要通过引脚焊接组件来实现电极引脚焊接加工。
5.需指出的是,对于现有的应用于陶瓷气体放电管的引脚焊接机而言,在利用引脚焊接组件来实现电极引脚焊接加工的过程中,引脚焊接组件需先借助相应的装夹定位结构来实现陶瓷气体放电管装夹固定,而后再移动焊接电极来实现焊接电极与陶瓷气体放电管相应侧的电极接触。由于现有的引脚焊接组件的焊接电机、装夹定位结构为相互独立结构,即整个引脚焊接组件存在结构比较复杂、焊接效率较低的缺陷。
6.另外,对于现有的应用于陶瓷气体放电管的引脚焊接机而言,送线一般采用人工送线方式来实现,即人工将裁剪切断成指定长度的铜线定位放置于引脚焊接组件位置;对于上述送线方式而言,其存在自动化程度低、人工成本高、工作效率低的缺陷。
技术实现要素:
7.本发明的目的在于针对现有技术的不足而提供一种智能自动化电子元器件引脚焊接设备,该智能自动化电子元器件引脚焊接设备能够自动且高效地实现电子元器件引脚焊接作业,即具有结构设计新颖、自动化程度高、工作效率高的优点。
8.一种智能自动化电子元器件引脚焊接设备,包括有机架,机架装设有引脚焊接组件、元器件送料组件,引脚焊接组件的左端侧、右端侧分别装设有自动送线组件;引脚焊接组件包括有螺装紧固于机架的焊接安装座,焊接安装座装设有两个左右间隔且分别呈竖向布置的焊接电极,左侧的焊接电极为活动焊接电极,右侧的焊接电极为固定焊接电极;焊接安装座对应活动焊接电极装设有左右水平动作的电极驱动机构,电极驱动机构与活动焊接电极驱动连接;活动焊接电极与固定焊接电极之间装设有呈竖向布置的承托定位板,承托定位板的上端部开设有朝上开口且左右完全贯穿的承托定位槽;固定焊接电极螺装紧固于焊接安
装座,承托定位板螺装于固定焊接电极或者焊接安装座;焊接安装座于承托定位板的后端侧装设有元器件承接块,元器件承接块开设有元器件定位槽;元器件送料组件包括有振动送料机构、抓取移送机构,振动送料机构包括有装设于机架的振动送料安装架,振动送料安装架的上端部装设有送料振动盘,送料振动盘与元器件承接块之间装设有下料管,下料管的一端部装设于送料振动盘且与送料振动盘的出料口对接连通,下料管的另一端部装设于元器件承接块,由送料振动盘的出料口送出的电子元器件经下料管导送至元器件承接块的元器件定位槽内;自动送线组件包括有螺装紧固于机架的送线安装座,送线安装座装设有自动裁剪机构、沿着左右方向水平动作的线性模组,线性模组的驱动端装设有活动安装座,活动安装座装设有自动夹线机构。
9.其中,所述活动焊接电极的上端部开设有朝上开口且左右完全贯穿的左侧避空槽,所述固定焊接电极的上端部开设有朝上开口且左右完全贯穿的右侧避空槽。
10.其中,所述电极驱动机构包括有螺装紧固于所述焊接安装座且左右水平动作的电极驱动气缸,电极驱动气缸的活塞杆外延端部装设有电极驱动板,所述活动焊接电极螺装紧固于电极驱动板。
11.其中,所述抓取移送机构包括有装设于机架的抓取移送安装架,抓取移送安装架的上端部装设有抓取移送驱动机构,抓取移送驱动机构的驱动端装设有前后间隔布置的元器件抓取气爪。
12.其中,所述抓取移送驱动机构包括有螺装紧固于所述抓取移送安装架的抓取移送驱动电机、呈竖向布置的固定导向板,固定导向板开设有呈“n”形状的导向槽;抓取移送驱动电机的动力输出轴穿过固定导向板,且抓取移送驱动电机的动力输出轴紧固安装有位于固定导向板正面侧的驱动摆臂;抓取移送驱动机构还包括有位于固定导向板正面侧的活动安装架,两个所述元器件抓取气爪分别装设于活动安装架的下端部,活动安装架设置有呈水平横向布置且伸入至固定导向板的导向槽内的横向驱动轴,驱动摆臂的自由端部对应横向驱动轴开设有摆臂驱动槽,横向驱动轴伸入至驱动摆臂的摆臂驱动槽内。
13.其中,所述活动安装架包括有导轨固定块,导轨固定块装设有呈竖向布置的竖向导轨,所述横向驱动轴设置于导轨固定块;竖向导轨的下端部装设有气爪安装块,两个所述元器件抓取气爪分别装设于气爪安装块的下端部;所述抓取移送驱动机构还包括有中间活动板,中间活动板与所述抓取移送安装架之间装设有水平导向副,中间活动板对应竖向导轨螺装有竖向滑块,竖向滑块与竖向导轨相配合并组成导向副结构;中间活动板与抓取移送安装架之间的水平导向副包括有水平导轨、与水平导轨相配合的水平滑块,水平导轨呈水平横向布置,水平导轨螺装紧固于抓取移送安装架,水平滑块螺装紧固于中间活动板。
14.其中,所述振动送料安装架的上端部装设有位于所述送料振动盘旁侧的预置支撑架,预置支撑架的上端部装设有预置盛装斗,预置盛装斗的内部成型有朝下开口的元器件盛装腔室;
预置盛装斗的下端侧装设有位于元器件盛装腔室下端开口正下方的元器件导送槽,元器件导送槽安装于送料振动盘。
15.其中,所述自动夹线机构包括有装设于所述活动安装座前端部的夹线安装架,夹线安装架装设有固定夹线块、活动夹线块,固定夹线块螺装紧固于夹线安装架,固定夹线块开设有朝活动夹线块侧开口且前后完全贯穿的过线槽;夹线安装架对应活动夹线块装设有左右水平动作的夹线驱动气缸,夹线驱动气缸与活动夹线块驱动连接;当固定夹线块与活动夹线块闭合时,活动夹线块插入至固定夹线块的过线槽内;夹线驱动气缸的活塞杆外延端部连设有沿着左右方向水平延伸的夹线驱动轴,活动夹线块螺装紧固于夹线驱动轴的端部;所述夹线安装架对应夹线驱动轴装设有驱动轴导套,夹线驱动轴穿过驱动轴导套的中心孔。
16.其中,所述固定夹线块装设有氮气嘴。
17.其中,所述自动裁剪机构包括有活动摆臂,活动摆臂通过枢轴铰装于所述送线安装座;活动摆臂的一端部紧固安装有位于所述固定夹线块后端侧的穿线套管,穿线套管的芯部开设有前后完全贯穿的套管通孔;送线安装座对应活动摆臂装设有摆臂驱动气缸,摆臂驱动气缸的活塞杆外延端部与活动摆臂的另一端部驱动连接;送线安装座螺装有与穿线套管前端面接触且位于套管通孔前端开口旁侧的裁剪刀片。
18.本发明的有益效果为:本发明所述的一种智能自动化电子元器件引脚焊接设备,其机架装设有引脚焊接组件、元器件送料组件,引脚焊接组件的左端侧、右端侧分别装设有自动送线组件;引脚焊接组件包括有螺装紧固于机架的焊接安装座,焊接安装座装设有两个左右间隔且分别呈竖向布置的焊接电极,左侧的焊接电极为活动焊接电极,右侧的焊接电极为固定焊接电极;焊接安装座对应活动焊接电极装设有左右水平动作的电极驱动机构,电极驱动机构与活动焊接电极驱动连接;活动焊接电极与固定焊接电极之间装设有呈竖向布置的承托定位板,承托定位板的上端部开设有朝上开口且左右完全贯穿的承托定位槽;固定焊接电极螺装紧固于焊接安装座,承托定位板螺装于固定焊接电极或者焊接安装座;焊接安装座于承托定位板的后端侧装设有元器件承接块,元器件承接块开设有元器件定位槽;元器件送料组件包括有振动送料机构、抓取移送机构,振动送料机构包括有装设于机架的振动送料安装架,振动送料安装架的上端部装设有送料振动盘,送料振动盘与元器件承接块之间装设有下料管,下料管的一端部装设于送料振动盘且与送料振动盘的出料口对接连通,下料管的另一端部装设于元器件承接块,由送料振动盘的出料口送出的电子元器件经下料管导送至元器件承接块的元器件定位槽内;自动送线组件包括有螺装紧固于机架的送线安装座,送线安装座装设有自动裁剪机构、沿着左右方向水平动作的线性模组,线性模组的驱动端装设有活动安装座,活动安装座装设有自动夹线机构。通过上述结构设计,本发明能够自动且高效地实现电子元器件引脚焊接作业,即本发明具有结构设计新颖、自动化程度高、工作效率高的优点。
附图说明
19.下面利用附图来对本发明进行进一步的说明,但是附图中的实施例不构成对本发
明的任何限制。
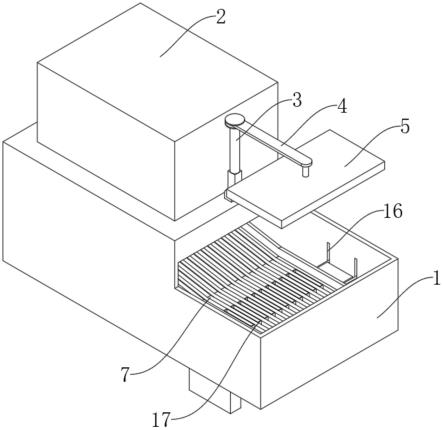
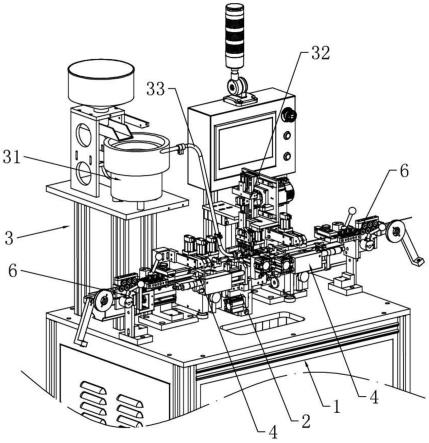
20.图1为本发明的结构示意图。
21.图2为本发明另一视角的结构示意图。
22.图3为本发明的局部结构示意图。
23.图4为本发明的引脚焊接组件的结构示意图。
24.图5为本发明的引脚焊接组件另一视角的结构示意图。
25.图6为本发明的元器件送料组件的结构示意图。
26.图7为本发明的抓取移送机构的结构示意图。
27.图8为本发明的抓取移送机构的分解示意图。
28.图9为本发明的抓取移送机构的剖面示意图。
29.图10为本发明的自动送线组件的结构示意图。
30.图11为本发明的自动送线组件另一视角的结构示意图。
31.图12为本发明的自动送线组件又一视角的结构示意图。
32.图13为本发明的自动夹线机构的结构示意图。
33.图14为本发明的自动裁剪机构的结构示意图。
34.在图1至图14中包括有:1——机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——引脚焊接组件21——焊接安装座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22——活动焊接电极221——左侧避空槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23——固定焊接电极231——右侧避空槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24——电极驱动机构241——电极驱动气缸
ꢀꢀꢀꢀꢀꢀꢀꢀ
242——电极驱动板25——承托定位板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3——元器件送料组件31——振动送料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311——振动送料安装架312——送料振动盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
313——预置安装架314——预置盛装斗
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3141——元器件盛装腔室315——元器件导送槽
ꢀꢀꢀꢀꢀꢀꢀꢀ
32——抓取移送机构321——抓取移送安装架
ꢀꢀꢀꢀꢀꢀ
322——抓取移送驱动机构3221——抓取移送驱动电机
ꢀꢀꢀ
3222——固定导向板32221——导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3223——驱动摆臂32231——摆臂驱动槽
ꢀꢀꢀꢀꢀꢀꢀꢀ
3224——活动安装架32241——横向驱动轴
ꢀꢀꢀꢀꢀꢀꢀꢀ
32242——导轨固定块32243——竖向导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32244——气爪安装块3225——中间活动板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3226——竖向滑块32271——水平导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32272——水平滑块323——元器件抓取气爪
ꢀꢀꢀꢀꢀꢀ
33——下料管4——自动送线组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41——送线安装座42——自动裁剪机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
421——活动摆臂422——穿线套管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4221——套管通孔423——摆臂驱动气缸
ꢀꢀꢀꢀꢀꢀꢀꢀ
424——裁剪刀片
43——线性模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44——活动安装座45——自动夹线机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
451——夹线安装架452——固定夹线块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4521——过线槽453——活动夹线块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
454——夹线驱动气缸455——夹线驱动轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
456——驱动轴导套46——氮气嘴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5——元器件承接块51——元器件定位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6——送线器。
具体实施方式
35.下面结合具体的实施方式来对本发明进行说明。
36.如图1至图3所示,一种智能自动化电子元器件引脚焊接设备,包括有机架1,机架1装设有引脚焊接组件2、元器件送料组件3,引脚焊接组件2的左端侧、右端侧分别装设有自动送线组件4。
37.需解释的是,如图1和图2所示,各自动送线组件4分别配装有送线器6,左侧的送线器6将铜线供给送入左侧的自动送线组件4,右侧的送线器6将铜线供给送入右侧的自动送线组件4,且各送线器6分别安装于机架1。
38.进一步的,如图4和图5所示,引脚焊接组件2包括有螺装紧固于机架1的焊接安装座21,焊接安装座21装设有两个左右间隔且分别呈竖向布置的焊接电极,左侧的焊接电极为活动焊接电极22,右侧的焊接电极为固定焊接电极23;焊接安装座21对应活动焊接电极22装设有左右水平动作的电极驱动机构24,电极驱动机构24与活动焊接电极22驱动连接。
39.本发明的电极驱动机构24可以采用以下结构设计,具体的:电极驱动机构24包括有螺装紧固于焊接安装座21且左右水平动作的电极驱动气缸241,电极驱动气缸241的活塞杆外延端部装设有电极驱动板242,活动焊接电极22螺装紧固于电极驱动板242;工作时,电极驱动气缸241驱动电极驱动板242移动,电极驱动板242带动活动焊接电极22水平移动。当然,上述结构设计并不构成对本发明的限制,即本发明的电极驱动机构24还可以采用其他的结构设计,例如通过电动推杆来驱动活动焊接电极22左右水平移动。
40.更进一步的,如图4和图5所示,活动焊接电极22与固定焊接电极23之间装设有呈竖向布置的承托定位板25,承托定位板25的上端部开设有朝上开口且左右完全贯穿的承托定位槽;固定焊接电极23螺装紧固于焊接安装座21,承托定位板25螺装于固定焊接电极23或者焊接安装座21。需解释的是,本发明的承托定位板25为绝缘件,电极驱动板242也为绝缘件,与固定焊接电极23相接触的焊接安装座21部分也为绝缘件。
41.另外,焊接安装座21于承托定位板25的后端侧装设有元器件承接块5,元器件承接块5开设有元器件定位槽51;元器件送料组件3包括有振动送料机构31、抓取移送机构32,振动送料机构31包括有装设于机架1的振动送料安装架311,振动送料安装架311的上端部装设有送料振动盘312,送料振动盘312与元器件承接块5之间装设有下料管33,下料管33的一端部装设于送料振动盘312且与送料振动盘312的出料口对接连通,下料管33的另一端部装设于元器件承接块5,由送料振动盘312的出料口送出的电子元器件经下料管33导送至元器件承接块5的元器件定位槽51内。
42.还有就是,自动送线组件4包括有螺装紧固于机架1的送线安装座41,送线安装座
41装设有自动裁剪机构42、沿着左右方向水平动作的线性模组43,线性模组43的驱动端装设有活动安装座44,活动安装座44装设有自动夹线机构45。在本发明的自动送线组件4实现铜线送料的过程中,线性模组43驱动活动安装座44水平移动,水平移动的活动安装座44带动自动夹线机构45同步水平移动;工作时,送线器6将铜线连续地供给输送至自动送线组件4,自动夹线机构45先将铜线夹紧固定,而后自动裁剪结构将铜线裁剪切断,最后线性模组43驱动自动夹线机构45水平移动并将被裁剪切断后的铜线移送至引脚焊接组件2位置。
43.在本发明的元器件送料组件3实现电子元器件送料作业的过程中,送料振动盘312将电子元器件有序地送出,且由送料振动盘312有序送出的电子元器件经由下料管33而导送至元器件承接块5的元器件定位槽51内,元器件承接块5的元器件定位槽51对电子元器件进行定位。由于元器件承接块5位于引脚焊接组件2的承托定位板25的后端侧,且本发明的抓取移送机构32包括有两个前后间隔布置的元器件抓取气爪323;对于本发明的抓取移送机构32而言,抓取移送驱动机构322驱动两个元器件抓取气爪323同步移动,工作时,位于前侧的元器件抓取气爪323用于引脚焊接后的电子元器件抓取,位于后侧的元器件抓取气爪323用于引脚焊接前的电子元器件抓取;当后侧的元器件抓取气爪323位于元器件承接块5位置时,前侧的元器件抓取气爪323刚好位于引脚焊接组件2位置,即在后侧的元器件抓取气爪323将承接定位块的元器件定位槽51的电子元器件抓取移送至承托定位板25的承托定位槽时,前侧的元器件抓取气爪323将已经完成引脚焊接的电子元器件从承托定位板25的承托定位槽抓取移出,以实现焊接前抓取移送动作以及焊接后抓取移送动作同步进行,该抓取移送方式能够实现高效抓取移送作业。
44.在本发明的引脚焊接组件2实现电子元器件引脚焊接作业的过程中,抓取移送机构32将定位于元器件承接块5的元器件定位槽51内的电子元器件抓取移送至承托定位板25的承托定位槽,承托定位槽采用仿形设计,即承托定位板25的承托定位槽能够对电子元器件进行定位;待承托定位板25对电子元器件进行定位后,电极驱动机构24驱动活动焊接电极22朝固定焊接电极23侧移动,并最终使得活动焊接电极22与固定焊接电极23相配合并将电子元器件夹紧固定,此时活动焊接电极22与电子元器件的左侧电极抵压接触,固定焊接电极23与电子元器件的右侧电极抵压接触,即本发明通过焊接电极直接装夹固定电子元器件;待活动焊接电极22与固定焊接电极23相配合并将电子元器件夹紧固定后,左侧的自动送线组件4将裁剪切断后的铜线移送至电子元器件的左侧电极并使得铜线与电子元器件的左侧电极接触,右侧的自动送线组件4将裁剪切断后的铜线移送至电子元器件的右侧电极并使得铜线与电子元器件的右侧电极接触,而后活动焊接电极22、固定焊接电极23通电,以将左侧的铜线引脚焊接于电子元器件的左侧电极,以及将右侧的铜线引脚焊接于电子元器件的右侧电极;待电子元器件的完成引脚焊接作业后,左侧的自动送线组件4将铜线松开并朝左侧移动复位,右侧的自动送线组件4将铜线松开并朝右侧移动复位,而后电极驱动机构24驱动活动焊接电极22移动并活动焊接电极22退离电子元器件。
45.综合上述情况可知,通过上述结构设计,本发明能够自动且高效地实现电子元器件引脚焊接作业,即本发明具有结构设计新颖、自动化程度高、工作效率高的优点。
46.作为优选的实施方式,如图4和图5所示,活动焊接电极22的上端部开设有朝上开口且左右完全贯穿的左侧避空槽221,固定焊接电极23的上端部开设有朝上开口且左右完全贯穿的右侧避空槽231。
47.在本发明工作过程中,左侧的铜线引脚在左侧的自动送线组件4的自动夹线机构45的作用下接触电子元器件的左侧电极,右侧铜线引脚在右侧的自动送线组件4的自动夹线机构45的作用下接触电子元器件的右侧电极,活动焊接电极22的左侧避空槽221能够为左侧的铜线引脚以及左侧的自动夹线机构45提供避空空间,固定焊接电极23的右侧避空槽231能够为右侧的铜线引脚以及右侧的自动夹线机构45提供避空空间。
48.作为优选的实施方式,如图6至图9所示,抓取移送机构32包括有装设于机架1的抓取移送安装架321,抓取移送安装架321的上端部装设有抓取移送驱动机构322,抓取移送驱动机构322的驱动端装设有前后间隔布置的元器件抓取气爪323。
49.具体的,抓取移送驱动机构322包括有螺装紧固于抓取移送安装架321的抓取移送驱动电机3221、呈竖向布置的固定导向板3222,固定导向板3222开设有呈“n”形状的导向槽32221;抓取移送驱动电机3221的动力输出轴穿过固定导向板3222,且抓取移送驱动电机3221的动力输出轴紧固安装有位于固定导向板3222正面侧的驱动摆臂3223;抓取移送驱动机构322还包括有位于固定导向板3222正面侧的活动安装架3224,两个元器件抓取气爪323分别装设于活动安装架3224的下端部,活动安装架3224设置有呈水平横向布置且伸入至固定导向板3222的导向槽32221内的横向驱动轴32241,驱动摆臂3223的自由端部对应横向驱动轴32241开设有摆臂驱动槽32231,横向驱动轴32241伸入至驱动摆臂3223的摆臂驱动槽32231内。
50.还有就是,活动安装架3224包括有导轨固定块32242,导轨固定块32242装设有呈竖向布置的竖向导轨32243,横向驱动轴32241设置于导轨固定块32242;竖向导轨32243的下端部装设有气爪安装块32244,两个元器件抓取气爪323分别装设于气爪安装块32244的下端部。
51.另外,抓取移送驱动机构322还包括有中间活动板3225,中间活动板3225与抓取移送安装架321之间装设有水平导向副,中间活动板3225对应竖向导轨32243螺装有竖向滑块3226,竖向滑块3226与竖向导轨32243相配合并组成导向副结构;中间活动板3225与抓取移送安装架321之间的水平导向副包括有水平导轨32271、与水平导轨32271相配合的水平滑块32272,水平导轨32271呈水平横向布置,水平导轨32271螺装紧固于抓取移送安装架321,水平滑块32272螺装紧固于中间活动板3225。
52.在本发明的抓取移送驱动机构322驱动两个元器件抓取气爪323同步移动的过程中,抓取移送驱动电机3221的动力输出轴带动驱动摆臂3223转动,转动的驱动摆臂3223通过摆臂驱动槽32231驱动横向驱动轴32241,以使得横向驱动轴32241沿着固定导向板3222的导向槽32221移动,在此过程中,横向驱动轴32241带动导轨固定块32242、竖向导轨32243、气爪安装块32244以及两个元器件抓取气爪323按照导向槽32221路径移动。
53.由水平导轨32271与水平滑块32272所组成的水平导向副结构能够进行水平移动导向,由竖向导轨32243与竖向滑块3226所组成的竖向导向副结构能够实现竖向移动导向,上述导向副结构能够保证气爪安装块32244以及两个元器件抓取气爪323平稳可靠地移动动作。
54.还有就是,本发明的固定导向板3222的导向槽32221呈“n”形状,当横向驱动轴32241位于导向槽32221的后端极限位置时,此时后侧的元器件抓取气爪323刚好位于元器件承接块5位置以及前侧的元器件抓取气爪323刚好位于引脚焊接组件2位置;当横向驱动
轴32241位于导向槽32221的前端极限位置时,此时后侧的元器件抓取气爪323刚好位于引脚焊接组件2位置以及前侧的元器件抓取气爪323从引脚焊接组件2位置移开。
55.作为优选的实施方式,如图6所示,振动送料安装架311的上端部装设有位于送料振动盘312旁侧的预置支撑架,预置支撑架的上端部装设有预置盛装斗314,预置盛装斗314的内部成型有朝下开口的元器件盛装腔室3141。
56.预置盛装斗314的下端侧装设有位于元器件盛装腔室3141下端开口正下方的元器件导送槽315,元器件导送槽315安装于送料振动盘312。
57.在本发明的振动送料机构31实现电子元器件自动送料的过程中,电子元器件放入至预置盛装斗314的元器件盛装腔室3141内,且元器件盛装腔室3141的电子元器件先落入至元器件导送槽315内;在送料振动盘312振动动作并将电子元器件有序送出的过程中,元器件导送槽315随着送料振动盘312同步振动动作,预置盛装斗314不会振动,振动动作的元器件导送槽315会使得电子元器件逐渐依次地落入至送料振动盘312内,这样就可以有效地避免送料振动盘312内出现大量电子元器件堆积,进而可以有效地避免电子元器件产品反复振动摩擦而造成表面损伤。
58.作为优选的实施方式,如图10至图13所示,自动夹线机构45包括有装设于活动安装座44前端部的夹线安装架451,夹线安装架451装设有固定夹线块452、活动夹线块453,固定夹线块452螺装紧固于夹线安装架451,固定夹线块452开设有朝活动夹线块453侧开口且前后完全贯穿的过线槽4521;夹线安装架451对应活动夹线块453装设有左右水平动作的夹线驱动气缸454,夹线驱动气缸454与活动夹线块453驱动连接;当固定夹线块452与活动夹线块453闭合时,活动夹线块453插入至固定夹线块452的过线槽4521内。
59.进一步的,夹线驱动气缸454的活塞杆外延端部连设有沿着左右方向水平延伸的夹线驱动轴455,活动夹线块453螺装紧固于夹线驱动轴455的端部;夹线安装架451对应夹线驱动轴455装设有驱动轴导套456,夹线驱动轴455穿过驱动轴导套456的中心孔。
60.在本发明的自动夹线机构45实现铜线夹持固定并实现裁剪切断后的铜线朝引脚焊接组件2位置移送的过程中,铜线经过自动裁剪机构42后通过固定夹线块452的过线槽4521;在自动裁剪机构42将铜线裁剪切断前,夹线驱动气缸454动作且夹线驱动气缸454驱动活动夹线块453朝固定夹线块45252侧移动,以使得活动夹线块453与固定夹线块452闭合,在此过程中,活动夹线块453插入至固定夹线块452的过线槽4521内且将铜线夹持固定;待自动夹线机构45将铜线夹持固定后,自动裁剪机构42动作并将铜线裁剪切断;待自动裁剪机构42将铜线裁剪切断后,线性模组43驱动活动安装座44、自动夹线机构45朝引脚焊接组件2侧移动,被自动夹线机构45夹持固定且裁剪切断后的铜线同步移动,并最终使得裁剪切断后的铜线移动至引脚焊接组件2位置。
61.作为优选的实施方式,如图10至图13所示,固定夹线块452装设有氮气嘴46。
62.本发明的氮气嘴46通过输气管道与氮气供给装置连接,在引脚焊接组件2进行引脚焊接作业的过程中,本发明的氮气嘴46随着铜线同步移动至引脚焊接组件2位置,焊接时,氮气嘴46可供给氮气保护气体。
63.作为优选的实施方式,如图12和图14所示,自动裁剪机构42包括有活动摆臂421,活动摆臂421通过枢轴铰装于送线安装座41。
64.进一步的,活动摆臂421的一端部紧固安装有位于固定夹线块452后端侧的穿线套
管422,穿线套管422的芯部开设有前后完全贯穿的套管通孔4221;送线安装座41对应活动摆臂421装设有摆臂驱动气缸423,摆臂驱动气缸423的活塞杆外延端部与活动摆臂421的另一端部驱动连接。
65.另外,送线安装座41螺装有与穿线套管422前端面接触且位于套管通孔4221前端开口旁侧的裁剪刀片424。
66.需解释的是,活动摆臂421的另一端部与送线安装座41之间装设有弹簧,弹簧与活动摆臂421的另一端部抵接并促使穿线套管422的套管通孔4221避开裁剪刀片424;当摆臂驱动气缸423动作时,摆臂驱动气缸423的活塞杆外延端部推动活动摆臂421的另一端部动作,以使得弹簧被压缩以及使得穿线套管422朝裁剪刀片424侧移动,并使得裁剪刀片424将铜线进行裁剪切断。
67.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。