1.本发明涉及城市轨道养护领域,具体为一种铁轨连接焊点快速打磨方法。
背景技术:
2.铁路钢轨的铺设是将若干段钢轨焊接而形成一个整体的的轨道,但在相邻的两组钢轨焊接时,因焊接技术的原因致使轨道的表面焊接处出现凸起,而为确保列车在轨道上的安全稳定运行,必须要保持轨道表面的平整,因此,在轨道焊接完成之后需要对其焊接点进行打磨处理作业,以保证轨道良好的平整性。如专利号为:cn弹性块11扇形转动块29连接块17扇形转动块297a的发明专利中所公开的一种用于轨道焊点的打磨机构,包括钢轨,所述钢轨的表面上卡接有行走支架,所述行走支架内腔的底端设有轨迹滑板,所述轨迹滑板的内部开设有左右贯通的轨迹滑槽,且轨迹滑板的内部开设有上下贯通的固定滑槽,所述轨迹滑板的顶部且位于行走支架的内腔之中固定安装有弧形滑道,所述轨迹滑板的内部活动套接有打磨机构,所述打磨机构包括定位滑套,所述定位滑套的外表面卡接在轨迹滑板上的固定滑槽中,且定位滑套外表面的两侧延伸至轨迹滑板上的轨迹滑槽中。
3.这种打磨方法在打磨作业中还需人工对打磨机构进行操作,由于人工对打磨机构进行操作的推动速度不同,使得同一打磨面的打磨时间不同,从而导致铁轨焊接点同一打磨面的打磨程度不同,进而使得整体打磨质量参差不齐,同时由于轨道表面的曲面结构设计,而现有的轨道焊接打磨设备机构在打磨其焊接点时,需要整体摆动该打磨机构以使其上的打磨片可以沿着轨道表面的曲面轨迹进行打磨作业,从而导致该轨道焊接打磨设备机构在使用过程中的操作较为繁琐,对于操作人员的体力消耗较大,而且打磨的精准度及稳定性较差,对于轨道焊接点打磨的工作效率较低。
技术实现要素:
4.本发明的目的在于提供一种铁轨连接焊点快速打磨方法,以解决上述背景技术中提出的人工打磨操作的打磨质量参差不齐以及传统的打磨方式中打磨机构使用的过程中稳定性较差等问题。
5.为实现上述目的,本发明提供如下技术方案:一种铁轨连接焊点快速打磨方法,所述打磨方法包括以下步骤:第一步,先将机体放置在铁轨的上表面,并使用限位板将机体固定在铁轨上;第二步,驱动扭转板并带动传动轴转动,并通过传动元件驱动紧固机构与铁轨紧密贴合,使机体与铁轨紧密连接;第三步,驱动扭转板通过传动轴带动弹性块水平移动并产生形变,同时将滑动块向下挤压,使滑动块带动连接块向下位移,并使打磨机构去铁轨表面接触;第四步,启动驱动机构,使其带动打磨机构水平移动,同时启动打磨机构对铁轨表面进行打磨;第五步,关闭驱动机构和打磨机构,将限位板从机体内抽出,并将机体从铁轨上取下即可。
6.优选的,所述打磨机构包括设置在连接块内开口朝下的移动腔、设置在移动腔内且能够水平位移的打磨模块、设置在打磨模块内且开口朝下的主打磨腔、设置在所述主打
磨腔的一侧且开口朝下的转动腔、设置在转动腔的上端壁的相互连通的驱动腔和设置在转动腔以及驱动腔内的摆动组件,所述主打磨腔远离所述转动腔的一侧设置有开口朝下的弹力腔,所述弹力腔内以及所述弹力腔的上侧设置有感应组件,所述主打磨腔的一侧端壁内设置有主电机,所述主电机内动力连接有主打磨轴,所述主打磨轴上设置有能够与铁轨表面接触的主打磨轮。
7.优选的,所述摆动组件包括转动设置在所述转动腔内的扇形转动块,所述扇形转动块内设置有开口朝下的曲面打磨腔,所述曲面打磨腔的一侧端壁内关于铁轨对称设置有曲面打磨电机,所述曲面打磨电机内动力连接有延伸至所述曲面打磨腔内的曲面打磨轴,所述曲面打磨轴上固定有能够与铁轨表面接触的曲面打磨轮。
8.优选的,所述摆动组件还包括设置在所述驱动腔的一侧端壁内的辅助电机,所述辅助电机内动力连接有延伸至所述驱动腔内的辅助轴,所述辅助轴上固定有与所述扇形转动块上方外侧啮合的扇形齿轮。
9.优选的,所述感应组件包括设置在所述弹力腔内的滑动杆,所述滑动杆的下端设置有能够产生形变的弹性挡板,所述滑动杆的上端与所述弹力腔的上端壁之间设置有弹性元件,所述弹力腔的上方设置有控制模块,所述弹性挡板内设置有弯折传感器,所述弯折传感器的上端穿过所述滑动杆并所述控制模块连接,所述控制模块与所述辅助电机之间连接有控制所述辅助电机启停的第二导线。
10.优选的,所述驱动机构包括设置在所述移动腔一侧端壁内的进给电机,所述进给电机内动力连接有与所述移动腔另一侧端壁转动连接的进给丝杠,所述进给丝杠与所述打磨模块之间螺纹连接,所述进给电机与所述控制模块之间连接有控制所述进给电机转速的第一导线。
11.优选的,所述紧固机构包括关于所述连接块两侧对称设置的收纳腔,所述收纳腔内设置有压力块,所述压力块内设置有开口朝上的缓冲腔,所述缓冲腔内设置有螺纹块,所述螺纹块与所述缓冲腔的下端壁之间连接有缓冲元件,所述螺纹块内螺纹连接有螺纹轴。
12.优选的,所述连接块与所述机体之间通过连接元件连接,所述螺纹轴与所述传动轴之间通过所述传动元件连接。
13.优选的,所述弹性挡板能够带动所述弯折传感器发生弯折并产生电信号,所述弯折传感器产生的电信号能够传递给所述控制模块。
14.与现有技术相比,本发明的有益效果是:通过合理的结构设计使其在工作状态中能够时刻与铁轨保持连接,在遇到较大震动时仍然不会与铁轨脱离连接,从而提高了装置的整体稳定性。
15.同时本发明还能够对铁轨上表面的曲面部分以及直面部分同时进行打磨作业,使整个打磨效率提高,并且在曲面部分的打磨作业中,由于打磨的运动速度恒定,打磨出的曲面部分的质量大体相同,有效解决了传统打磨方式中所出现的同一打磨面打磨程度各不相同的问题,从而提高了整体的打磨质量。
附图说明
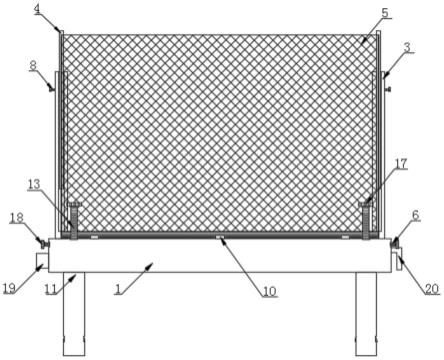
16.图1为本发明结构示意图;图2为图1中a-a方向的结构剖视图;
图3为图1中b处的放大结构图;图4为图1中c处的结构剖视图;图5为图3中d处的结构剖视图;图6为本发明安装位置的结构示意图;图7为本发明打磨机构的立体结构示意图。
17.图中:10、机体;11、弹性块;13、滑动块;14、连接元件;16、移动腔;17、连接块;18、限位板;19、收纳腔;20、螺纹轴;21、扭转板;22、传动轴;23、传动元件;24、打磨模块;25、驱动腔;26、辅助轴;27、扇形齿轮;28、曲面打磨腔;29、扇形转动块;30、曲面打磨轴;31、曲面打磨轮;32、进给电机;34、辅助电机;36、第一导线;37、第二导线;38、控制模块;40、进给丝杠;42、弹性元件;43、弹力腔;44、滑动杆;45、弹性挡板;46、弯折传感器;47、主打磨腔;48、主电机;49、主打磨轴;50、主打磨轮;51、曲面打磨电机;52、转动腔;53、螺纹块;54、缓冲腔;55、缓冲元件;56、压力块。
具体实施方式
18.请参阅图1-7,本发明提供一种技术方案:一种铁轨连接焊点快速打磨方法,其特征在于:一种铁轨连接焊点快速打磨方法,打磨方法包括以下步骤:第一步,先将机体10放置在铁轨的上表面,并使用限位板18将机体10固定在铁轨上;第二步,驱动扭转板21并带动传动轴22转动,并通过传动元件23驱动紧固机构与铁轨紧密贴合,使机体10与铁轨紧密连接;第三步,驱动扭转板21通过传动轴22带动弹性块11水平移动并产生形变,同时将滑动块13向下挤压,使滑动块13带动连接块17向下位移,并使打磨机构去铁轨表面接触;第四步,启动驱动机构,使其带动打磨机构水平移动,同时启动打磨机构对铁轨表面进行打磨;第五步,关闭驱动机构和打磨机构,将限位板18从机体10内抽出,并将机体10从铁轨上取下即可。
19.在一个实施例中,打磨机构包括设置在连接块17内开口朝下的移动腔16、设置在移动腔16内且能够水平位移的打磨模块24、设置在打磨模块24内且开口朝下的主打磨腔47、设置在主打磨腔47的一侧且开口朝下的转动腔52、设置在转动腔52的上端壁的相互连通的驱动腔25和设置在转动腔52以及驱动腔25内的摆动组件,主打磨腔47远离转动腔52的一侧设置有开口朝下的弹力腔43,弹力腔43内以及弹力腔43的上侧设置有感应组件,主打磨腔47的一侧端壁内设置有主电机48,主电机48内动力连接有主打磨轴49,主打磨轴49上设置有能够与铁轨表面接触的主打磨轮50。
20.在一个实施例中,摆动组件包括转动设置在转动腔52内的扇形转动块29,扇形转动块29内设置有开口朝下的曲面打磨腔28,曲面打磨腔28的一侧端壁内关于铁轨对称设置有曲面打磨电机51,曲面打磨电机51内动力连接有延伸至曲面打磨腔28内的曲面打磨轴30,曲面打磨轴30上固定有能够与铁轨表面接触的曲面打磨轮31。
21.在一个实施例中,摆动组件还包括设置在驱动腔25的一侧端壁内的辅助电机34,辅助电机34内动力连接有延伸至驱动腔25内的辅助轴26,辅助轴26上固定有与扇形转动块29上方外侧啮合的扇形齿轮27。
22.在一个实施例中,感应组件包括设置在弹力腔43内的滑动杆44,滑动杆44的下端设置有能够产生形变的弹性挡板45,滑动杆44的上端与弹力腔43的上端壁之间设置有弹性
元件42,弹力腔43的上方设置有控制模块38,弹性挡板45内设置有弯折传感器46,弯折传感器46的上端穿过滑动杆44并控制模块38连接,控制模块38与辅助电机34之间连接有控制辅助电机34启停的第二导线37。
23.在一个实施例中,驱动机构包括设置在移动腔16一侧端壁内的进给电机32,进给电机32内动力连接有与移动腔16另一侧端壁转动连接的进给丝杠40,进给丝杠40与打磨模块24之间螺纹连接,进给电机32与控制模块38之间连接有控制进给电机32转速的第一导线36。
24.在一个实施例中,紧固机构包括关于连接块17两侧对称设置的收纳腔19,收纳腔19内设置有压力块56,压力块56内设置有开口朝上的缓冲腔54,缓冲腔54内设置有螺纹块53,螺纹块53与缓冲腔54的下端壁之间连接有缓冲元件55,螺纹块53内螺纹连接有螺纹轴20。
25.在一个实施例中,连接块17与机体10之间通过连接元件14连接,螺纹轴20与传动轴22之间通过传动元件23连接。
26.在一个实施例中,弹性挡板45能够带动弯折传感器46发生弯折并产生电信号,弯折传感器46产生的电信号能够传递给控制模块38。
27.使用时:将机体10放置在铁轨上端,此时机体10的上端面与水平面平行,而后将限位板18从机体10的前后两端插入并与铁轨接触,使机体10与铁轨紧密连接,而后驱动扭转板21转动,从而带动传动轴22转动,从而通过传动元件23使螺纹轴20转动,从而使螺纹块53向下移动,从而使压力块56向下移动,使压力块56与铁轨表面接触,此时缓冲元件55能够起到缓冲作用,同时传动轴22,带动弹性块11向右侧水平移动,从而使滑动块13向下移动,此时连接元件14被拉伸,从而使连接块17带动打磨模块24向下移动,并使曲面打磨轮31和主打磨轮50分别与铁轨前后侧曲面和铁轨上表面接触,而后进给电机32启动,此时进给电机32转速较快,从而使打磨模块24快速向右侧移动,当弹性挡板45接触到焊接点的凸起多余部分时,弹性挡板45由于凸起部分的限制作用发生弯折,从而使弯折传感器46弯折,从而产生电信号传递给控制模块38,从而使控制模块38通过第二导线37控制辅助电机34启动,并通过第一导线36控制进给电机32降低转速,从而使打磨模块24的水平移动速度降低,同时主电机48启动,主电机48启动后通过主打磨轴49带动主打磨轮50高速转动,将铁轨焊接点上侧表面的多余部分打磨掉,同时辅助电机34启动后通过辅助轴26带动扇形齿轮27正反向往复转动,从而使扇形转动块29在转动腔52内正反向往复小角度转动,同时曲面打磨电机51启动后,通过曲面打磨轴30带动曲面打磨轮31高速转动,进而使曲面打磨轮31对铁轨前后两侧曲面进行带有弧度的打磨作业,当,打磨模块24移动至移动腔16的最右侧时,辅助电机34和曲面打磨电机51以及主电机48关闭,而后进给电机32快速反转,使打磨模块24回到起始位置,而后经由上述过程再次进行打磨作业,由此往复。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。