1.本实用新型涉及机动车辆的差速器,特别地,涉及壳体与环形齿轮成一体的差速器。
背景技术:
2.本部分的内容仅提供了与本实用新型相关的背景信息,其可能并不构成现有技术。
3.众所周知,在机动车辆中,从发动机输出轴输出的动力经过变速箱后经由差速器传递至车轮轴,从而允许左右车轮在车辆转弯时能够以不同转速转动。差速器通常包括壳体、连接至壳体的环形齿轮、容置在壳体内并分别连接至左右车轮轴的两个锥形齿轮以及与锥形齿轮啮合的行星齿轮,其中环形齿轮由变速箱输出轴驱动并且经由行星齿轮驱动锥形齿轮。在常规差速器中,壳体与环形齿轮通常通过螺栓或者通过激光焊接而连接在一起。对于螺栓连接方式,在使用期间螺栓容易发生松动,导致连接不牢固,甚至存在螺栓掉落、飞出等安全隐患。对于焊接连接方式,由于差速器的壳体与环形齿轮通常采用不同的材料制成,例如壳体通常由铸铁材料制成而环形齿轮通常由钢制成,并且壳体与环形齿轮之间的焊接部通常位于扭矩承载部分处,因此进行壳体与环形齿轮的非同质材料之间的焊接很困难,并且焊接部容易断裂。
4.因此,仍需要进一步改进差速器的壳体与环形齿轮之间的连接。
技术实现要素:
5.本实用新型的一个目的在于提供一种无螺栓连接的差速器,从而避免螺栓松动造成的安全隐患。
6.本实用新型的另一目的在于避免在差速器中产生非同质材料之间的焊接以及扭矩承载部分处的焊接,改进差速器的可靠性。
7.本实用新型提供了一种差速器,该差速器包括差速器壳体、两个锥形齿轮以及与这两个锥形齿轮啮合的行星齿轮。差速器壳体包括本体和盖,其中,本体包括中空的容置部以及围绕容置部一体成型的环形齿轮部,锥形齿轮和行星齿轮容纳在容置部中,容置部在一端设置有端部开口,盖围绕该端部开口焊接至本体。
8.在一个实施方式中,沿着本体的中央轴线,容置部在与端部开口相反的端部处可以设置有第一衬套,第一衬套构造成用于接纳并支承与两个锥形齿轮中的一个锥形齿轮连接的第一输出轴。
9.在一个实施方式中,盖可以包括第二衬套和从第二衬套径向向外延伸的两个相对的翅片,第二衬套构造成用于接纳并支承与两个锥形齿轮中的另一锥形齿轮连接的第二输出轴,盖通过翅片焊接至本体。
10.在一个实施方式中,盖可以包括第二衬套和围绕第二衬套径向向外延伸的环形联接部,第二衬套构造成用于接纳并支承与两个锥形齿轮中的另一锥形齿轮连接的第二输出
轴,盖通过环形联接部焊接至本体。
11.在一个实施方式中,环形联接部上可以设置有多个开口。
12.在一个实施方式中,差速器还可以包括将行星齿轮连接至差速器壳体的行星齿轮轴。
13.在一个实施方式中,本体的容置部的侧面上可以设置有彼此相对的第一孔和第二孔,第一孔和第二孔用于接纳行星齿轮轴。
14.在一个实施方式中,在本体上,在靠近第一孔的位置处可以设置有用于接纳定位销的销孔,并且在靠近第二孔的位置处可以设置有沿差速器的轴向方向向外突出的止挡部,行星齿轮轴通过止挡部和定位销联接至本体。
15.在一个实施方式中,行星齿轮轴可以包括彼此形状配合的第一半轴和第二半轴。
16.在一个实施方式中,本体的容置部的侧面上可以设置有开口。
17.在一个实施方式中,环形齿轮部可以形成圆柱斜齿轮或锥形齿轮。
18.在一个实施方式中,本体与盖由相同的钢材铸造而成。
19.在一个实施方式中,盖可以一体铸造而成或者通过将第二衬套焊接至盖的其余部分而形成。
20.在一个实施方式中,行星齿轮轴可以形成为一个单件。
21.本实用新型提供了一种更为安全且稳固的差速器,同时简化了差速器的结构和制造方法,降低了差速器的制造成本及重量。在根据本实用新型的差速器中,差速器壳体包含一体成型的环形齿轮部,从而无需通过螺栓或焊接将环形齿轮连接至差速器壳体,避免了螺栓松动带来的安全隐患以及在扭矩承载部分处进行焊接。此外,本实用新型中差速器壳体的本体与盖可以由相同的钢材制成,因此本体与盖之间的焊接为易于进行的同质材料之间的焊接。
附图说明
22.以下将参照附图仅以示例方式描述本实用新型的实施方式。在附图中,相同的特征或部件采用相同的附图标记来表示,并且附图不一定按比例绘制。在附图中:
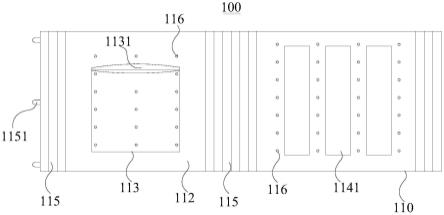
23.图1是示出了根据本实用新型的一个实施方式的差速器的正视图;
24.图2是沿着图1中的剖切线a-a截取的剖视图;
25.图3是沿着图1中的剖切线b-b截取的剖视图;
26.图4和图5是图1中的差速器的差速器壳体的从不同角度的立体图;
27.图6示出了图4和图5中的差速器壳体在完成焊接前的分解图;
28.图7示出了根据本实用新型的另一实施方式的差速器壳体的立体图;
29.图8示出了图7中的差速器壳体的盖;
30.图9示出了根据本实用新型的另一实施方式中的差速器壳体的盖;
31.图10示出了分体式构造的盖的第二衬套;
32.图11示出了分体式构造的盖的环形联接部;
33.图12示出了包括单件式的行星齿轮轴的差速器的实施方式。
具体实施方式
34.下文的描述本质上仅是示例性的而并非意图限制本实用新型、应用及用途。应当理解,在所有这些附图中,相似的附图标记指示相同的或相似的零件及特征。各个附图仅示意性地表示了本实用新型的实施方式的构思和原理,并不一定示出了本实用新型各个实施方式的具体尺寸及其比例。在特定的附图中的特定部分可能采用夸张的方式来图示本实用新型的实施方式的相关细节或结构。
35.在本实用新型的实施方式的描述中,所采用的与“上”、“下”相关的方位术语是以附图中所示出的视图的上、下位置来描述的。在实际应用中,本文中所使用的“上”、“下”的位置关系可以根据实际情况限定,这些关系是可以相互颠倒的。
36.图1示出了根据本实用新型的一个实施方式的差速器1的正视图,图2和图3分别示出了沿图1中的剖切线a-a和b-b截取的剖视图。如图1至图3所示,差速器1包括:差速器壳体10,容置在差速器壳体10内并用于分别连接至机动车辆的左右车轮轴的两个锥形齿轮20a、20b,与锥形齿轮20a、20b啮合的两个行星齿轮30a、30b,以及将行星齿轮30a、30b连接至差速器壳体10的行星齿轮轴40。
37.图4和图5分别示出了差速器壳体10的从不同角度的立体图,图6示出了该差速器壳体在完成焊接前的分解图。
38.如图1至图6中所示,差速器壳体10由本体12和盖14焊接成一体。本体12包括大致成半球形的中空的容置部120,其限定了用于容纳锥形齿轮和行星齿轮的内部空间。参见图2,沿着本体12的中央轴线l的方向,容置部120在一端设置有端部开口121,在相反端部处设置有第一衬套122。第一衬套122用于接纳并支承将与锥形齿轮20a连接的第一输出轴,即机动车辆的一个车轮轴(例如左车轮轴,图中未示出)。在第一衬套122的内端部处设置有用于接纳并支承锥形齿轮20a的轴承座,在第一衬套122与锥形齿轮20a之间可以设置有垫片。锥形齿轮20a能够与通过例如花键连接到锥形齿轮20a的第一输出轴一起自由转动。参见图4,在容置部120的侧面设置有两个相对的开口123a、123b,以便于减轻壳体重量并且便于用户对差速器壳体10内部的零件进行保养和维修。开口123a、123b优选对称地形成。在容置部120的侧面上还设置有用于接纳行星齿轮轴40的彼此相对的第一孔124a和第二孔124b。在本实施方式中,第一孔124a、第二孔124b定位在开口123a、123b之间。本体12还包括围绕容置部120的端部开口121与容置部120一体成型的环形部125,沿着环形部125的外周缘形成有环形齿轮部126。环形部125的除环形齿轮部126之外的其他部分的轴向宽度形成为小于环形齿轮部126的轴向宽度,以便减轻壳体重量。在本实施方式中,环形齿轮部126形成圆柱斜齿轮。在其他实施方式中,环形齿轮部126也可以形成锥形齿轮。环形齿轮部126作为差速器1的输入齿轮并由变速箱输出轴驱动。
39.如图5和图6中所示,盖14大体呈蝶形,用于连接到本体12并与本体一起限定容置部120的内部空间。盖14包括第二衬套141以及从第二衬套141径向向外延伸的两个相对的翅片142a、142b,翅片142a、142b的周缘呈圆弧形。第二衬套141用于接纳并支承将与锥形齿轮20b连接的第二输出轴,即机动车辆的另一车轮轴(例如右车轮轴,图中未示出)。类似地,在第二衬套141的内端部处设置有用于接纳并支承锥形齿轮20b的轴承座,在第二衬套141与锥形齿轮20b之间可以设置有垫片。锥形齿轮20b能够与通过例如花键连接到锥形齿轮20b的第二输出轴一起自由转动。在翅片142a、142b的端部处可以通过机加工削去部分材料
以形成待焊接部分143a、143b。如图3、图5和图6中所示,围绕本体12的容置部120的端部开口121,本体12的环形部125的内周缘设置有面向盖14的环形台阶部127,盖14的翅片142a、142b的待焊接部分143a、143b与环形台阶部127抵接并被焊接在一起。由此,盖14围绕本体12的端部开口121焊接至本体12,使得本体12的第一衬套122与盖14的第二衬套141沿中央轴线l对准。
40.返回参照图2和图3,行星齿轮30a、30b为锥形齿轮并且其中央设置有供行星齿轮轴40穿过的孔。行星齿轮30a、30b也容置在本体12的容置部120的内部空间中,并分别与锥形齿轮20a、20b啮合。为便于安装,在本实施方式中行星齿轮轴由彼此形状配合的第一半轴41和第二半轴42构成,第一半轴41的一个端部设置有凸起43,第二半轴42的一个端部处设置有用于接纳凸起43的凹槽44。在本体12的环形部125上,在靠近用于接纳行星齿轮轴40的第一孔124a的位置处设置有销孔128,在靠近用于接纳行星齿轮轴40的第二孔124b的位置处设置有从环形部125沿差速器1的轴向方向向外突出的止挡部129。在组装时,可以将彼此啮合的锥型齿轮20a、20b与行星齿轮30a、30b连同插入行星齿轮30a、30b中的第二半轴42一起通过差速器壳体10的容置部120的端部开口121安装在容置部120的内部空间中,使行星齿轮30a、30b的孔与容置部120的第一孔124a、第二孔124b对准;随后将第一半轴41插入穿过第一孔124a及行星齿轮30a、30b,使得第一半轴41的凸起43卡接在第二半轴42的凹槽44中,第二半轴42穿过第二孔124b并抵接止挡部129;再将定位销50插入销孔128以抵接并固定第一半轴41。在行星齿轮30a、30b与容置部120的内表面之间可以设置有垫片。行星齿轮30a、30b可以绕行星齿轮轴40自由旋转。
41.在制造差速器1时,首先以相同的钢材分别铸造出差速器壳体10的本体12和盖14的生坯。然后,对本体12和盖14的生坯进行机加工,以达到期望的结构尺寸及表面粗糙度。具体而言,可以通过软车削确定第一衬套122及第二衬套141的内径和外径,并对本体12的第一衬套122的内外表面、容置部120的半球形外表面、环形部125的外周缘表面以及盖14的第二衬套141的内外表面、待焊接部分143a、143b的表面等回转体表面进行软车削加工。随后,可以在本体12上钻出第一孔124a和第二孔124b,并沿着环形部125的外周缘进行滚齿以形成环形齿轮部126。接下来,将锥型齿轮20a、20b及行星齿轮30a、30b安装在容置部120的内部空间中。然后,通过激光焊接将本体12和盖14焊接成一体。之后可以进行热处理及表面处理工序以完成差速器1。
42.在差速器1工作时,差速器壳体10的环形齿轮部126由连接至变速箱输出轴的驱动齿轮(附图中未示出)驱动,使得差速器壳体10绕中央轴线l旋转并通过行星齿轮轴40带动行星齿轮30a、30b绕中央轴线l公转,由此将来自变速箱输出轴的扭矩经由行星齿轮30a、30b分别传递至两个锥形齿轮20a、20b,进而传递至机动车辆的左右车轮。在机动车辆转弯时,行星齿轮30a、30b在绕中央轴线l公转的同时绕行星齿轮轴40自转,从而允许左右车轮能够以不同的转速旋转。
43.图7示出了根据本实用新型的另一实施方式的差速器壳体10’,图8示出了该差速器壳体10’中的盖14’。盖14’可以替代前述实施方式中的蝶形的盖14。除盖14’之外,差速器壳体10’的其他方面与根据前述实施方式中的差速器壳体10相同,此处不再重复描述。如图7和图8中所示,盖14’包括第二衬套141’和围绕第二衬套141’径向向外延伸的环形联接部142’。在环形联接部142’上设置有多个开口143’,以便于减轻壳体重量并且便于用户对差
速器壳体10’内部的零件进行保养和维修。多个开口143’优选对称地形成。在本实施方式中环形联接部142’上对称地设置有四个开口143’。在连接盖14’与本体12时,将盖14’的环形联接部142’的外周缘144’抵接本体12的环形台阶部并与其焊接在一起。图9示出了根据本实用新型的另一实施方式的差速器壳体的盖14”,包括第二衬套141”和围绕第二衬套141”径向向外延伸的环形联接部142”。在环形联接部142”上对称地设置有两个开口143”,除此之外,盖14”的结构与图8中所示的盖14’基本相同。在一些实施方式中,差速器壳体的盖可以一体铸造而成或者由两个或更多个部分焊接而成,比如通过将第二衬套焊接至盖的其余部分而形成。例如,图10和图11分别示出了分体式的第二衬套141”和由钢板冲压形成的环形联接部142”,第二衬套141”可以被焊接在环形联接部142”的中央开口145”中以形成图9中所示的盖14”。在其他实施方式中,还可以设想其他任何合适形状的盖及相配合的本体。例如,盖可以包括第二衬套和从第二衬套径向向外延伸的三个或更多个翅片。
44.另外,在上述实施方式中,由于在行星齿轮轴的插入方向上差速器壳体的环形齿轮部与接纳行星齿轮轴的第一孔、第二孔有部分重叠,环形齿轮部可能妨碍行星齿轮轴的插入,因此将行星齿轮轴设计为由两个较短的半轴组成以便于组装。在如图12示出的实施方式中,如果环形齿轮部或差速器壳体的其他部分不会妨碍行星齿轮轴的插入,则也可以采用单件式的行星齿轮轴40’。
45.在根据本实用新型的差速器中,差速器壳体包含一体成型的环形齿轮部,由此实现了更加安全且稳固的设计。相比于差速器壳体与环形齿轮通过螺栓连接的常规差速器,根据本实用新型的差速器无需螺栓,避免了螺栓松动带来的安全隐患。相应地,在差速器壳体上也无需加工螺栓孔,避免了孔隙造成的应力集中等风险以及加工废料的产生。此外,在差速器壳体与环形齿轮通过焊接连接的常规差速器中,差速器壳体与环形齿轮通常由不同材料制成,这要求进行困难的非同质材料之间的焊接,并且焊接部位于扭矩承载部分处,焊接部容易因应力而断裂。相比之下,在本实用新型的技术方案中,差速器壳体的本体与盖通过相同的材料制成,并且在非扭矩承载部分处焊接在一起,由此可以进行容易且牢固的同质材料焊接,有效提高了焊接部的强度和可靠性。此外,由于环形齿轮一体成型在差速器壳体上,在对环形齿轮进行机加工时可以直接参照差速器壳体进行夹持,由此可以提高加工精度,改善环形齿轮的齿跳动。差速器壳体与环形齿轮一体成型还可以在热处理过程中避免环形齿轮发生大的变形。另一方面,根据本实用新型的差速器便于加工和组装,有效降低了制造成本,并且相比于常规差速器具有更轻的重量。
46.在此,已详细描述了根据本实用新型的差速器的示例性实施方式,但是应该理解的是,本实用新型并不局限于上文详细描述和示出的具体实施方式。在不偏离本实用新型的主旨和范围的情况下,本领域的技术人员能够对本实用新型进行各种变型和变体。所有这些变型和变体都落入本实用新型的范围内。而且,所有在此描述的构件都可以由其他技术性上等同的构件来代替。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。