混合结构和制造方法
1.本技术是申请日为2018年4月6日、中国申请号为201880024115.0 (国际申请号为pct/ib2018/052414)、发明名称为“混合结构和制造方法”的发明专利申请的分案申请,其全部内容结合于此作为参考。
技术领域
2.本发明涉及一种混合结构,具体地,涉及一种用于加强车辆车身框架的一部分的混合加强构件。此外,本发明涉及一种用于制造这种混合结构的方法。此外,本发明涉及一种包括这种混合结构的车辆。
背景技术:
3.当今汽车中的工程系统通常是为满足相互矛盾和复杂的要求而设计和建造的。虽然移动性是汽车的主要功能,但以节能的方式实现并确保乘员的安全是关键要求。因此,汽车原始设备制造商正在积极致力于在不影响其安全性的情况下使车辆更轻盈。满足这些复杂的要求通常需要包含创新设计、制造工艺和多材料系统的解决方案。
4.因此,结合各种不同材料的混合系统或结构越来越多地用于整个汽车工业,因为它们不止一次明显比单一材料系统轻,并且在安全性方面表现出非常好的性能。此外,已知混合结构通过部件集成和缩短的循环时间提供显著的成本优势。通常,在金属-塑料或复合材料-塑料混合系统中,存在贯穿主承载路径的金属或复合结构,并且二级塑料结构与金属或复合结构连接以改善组件的局部刚度。通常,与单一材料系统相比,混合系统有助于将重量减轻高达50%,同时保持期望性能。
5.例如,美国专利公开us2008/0138586公开了通过迫使聚合物材料进入壁边缘或两个壁边缘之间的开口来使型材构件与加强构件互锁。壁边缘充当导流道和流道,在整个型材构件中承载熔体。在注塑成型过程中,塑料填充通道,在两种材料之间形成机械的互锁连接,形成混合结构。
6.在一个系统中使用不同材料需要在两种不同材料之间进行结合,这本身就是一个要克服的挑战。已经采用了几种结合技术,例如复合结构的金属和二级结构之间的机械连接,或者在将二级塑料结构在其表面上模制之前对金属或复合结构进行化学和/或激光处理。粘合剂的使用是整个工业中用于改善不同材料之间的结合的另一种方法。
7.鉴于上述情况,期望提供一种具有不同材料之间的连接的混合组件,其减轻了现有技术的至少一些感知到的不便。
技术实现要素:
8.根据本发明,提供了一种混合结构,包括:具有基部和从基部延伸的直立壁的第一组件,第一组件具有封装在直立壁和基部之间的内部;以及模制到第一组件的热塑性第二组件,第二组件包括用于在结构上加强第一组件的加强部分,加强部分在第一组件的纵向方向上延伸并且位于第一组件的内部,热塑性第二组件还包括在第一组件的外部的至少一
部分上相邻地延伸的锁定部分,其中加强部分和锁定部分一体地形成,从而将第一组件互锁在热塑性第二组件中。
9.在不同材料的两个组件之间建立连接,该连接可以承受汽车工业或安全性重要的任何其他工业的机械性能要求,这是一个挑战。如本文所述的混合结构通过在热塑性第二组件内通过(部分地)封装预先形成的第一组件来产生机械锁,提供了用于连接不同材料的成本有效的解决方案。
10.热塑性第二组件通过将第一组件包封在第一组件中的加强部分和与第一组件的外部相邻的锁定部分之间并且连接到加强部分而锁定到第一组件。第一组件的这种锁定可以通过完全包封来完成,即第一组件完全封装在第二组件内,或者可以是部分包封,即,第一组件的部分未被第二组件覆盖或摆脱第二组件。通过将第一组件锁定在第二组件内,在第一组件和第二组件之间产生机械结合而不使用粘合剂。混合结构可以形成具有良好结构完整性的单个统一构件。混合结构允许获得复杂的几何形状,否则其仅使用金属或复合材料难以实现。
11.根据一个实施方案,第一组件包括至少一个通孔,并且锁定部分通过通孔连接到加强部分。通孔可以位于第一组件的基部和/或直立壁中。
12.为了相对于第一组件额外固定第二组件,第一组件可设置有至少一个通孔,该通孔从第一组件的外部延伸到第一组件的内部。第二组件的锁定部分在通孔上方和之中延伸。在通孔中延伸的锁定部分的部件可与第二组件的加强部分连接或一体形成。
13.第一组件可具有从基部延伸的至少两个相对的直立壁,使得第一组件的内部形成通道。然后,加强部分可位于通道中。加强部分可以在通道的相对侧之间延伸。
14.加强部分可以朝向第一组件的基部延伸并且可与第一组件的基部相邻,从而填充由基部和第一组件的直立壁包围的空间。优选地,加强部分包括开口结构,例如包括指向横向于第一组分的基部的通道的齿槽 (alveolar)结构。混合结构可具有更通常称为“蜂窝”的齿槽结构(例如,柱和通道的阵列)。结构的梳状体可以是任何多边形或圆形形状,例如圆形、椭圆形、正方形、矩形、三角形、菱形、五边形、六边形、七边形和八边形几何形状,以及包括前述几何形状中的至少一种的组合。塑料蜂窝可以通过将塑料蜂窝模制成第一组件来制造。
15.在第一组件具有至少两个具有端部边缘的相对的直立壁的情况下,加强部分可以从第一组件的一个端部边缘延伸到相对端部边缘。优选地,锁定部分在第一组件的外部上从第一组件的一个端部边缘延伸到相对的端部边缘,从而在第一组件的端部边缘处与加强部分连接。
16.锁定部分可以形成为带状锁定构件。锁定部分可以在第一组件的外部上以带状形式延伸,从而部分地覆盖第一组件的外部。优选地,带锁定构件可以在第一组件的外部上从第二组件的一侧延伸到第二组件的相对侧,从而部分地覆盖第一组件的外部。优选地,两个或多个带锁定构件在第一组件上延伸,可能彼此相距不等于零的距离。优选地,带锁定构件覆盖小于75%(或小于50%,例如,小于30%)的第一个组件的外部。
17.替代地或附加地,当第一组件具有至少两个具有端部边缘的相对的直立壁时,锁定部分可包括模制在第一组件的端部边缘上的框架,该框架部分地覆盖第一组件的外部,从而包围和包封第一组件的端部边缘。
18.锁定部分的框架可与加强部分一体地形成。因此,锁定部分可以作为框架在第一组件的外部(的一部分)上和/或通过第一组件中的通孔和/或从第一组件的一个端部边缘到相对的端部边缘或其组合延伸。
19.根据另一实施方案,基部和/或直立壁包括在第一组件的纵向方向上在其外部延伸的波纹。优选地,与第一组件的外部相邻的锁定部分在纵向方向上随波纹延伸。波纹可以是相对于第一组件的基部和/或直立壁的加深部分或凸起部分。
20.锁定部分可以连续地或间歇地沿着波纹的一部分延伸。波纹的长度可以短于或等于第一组件的长度。波纹可包括与纵向波纹以不同于0度或 180度的角度分支的部分,从而形成波纹分支。优选地,锁定部分也在波纹分支之上或之中延伸。
21.第一组件的基部可以具有多个通孔,该锁定部分延伸到第一组件的外部。优选地,设置在基部中的通孔位于波纹处或波纹中,并且对于每个波纹分支,设置至少一个通孔,使得锁定部分可以沿着波纹在第一组件中的各个位置处与加强部分连接,从而加强第一和第二组件之间的机械互锁。
22.附加地或替代地,基部和/或直立壁可以包括在第一组件的内部处的波纹,其中第二组件在纵向方向上与波纹一起延伸。波纹可以是相对于第一组件的基部和/或直立壁的加深部分或凸起部分。
23.当将第二组件模制到第一组件上时,第一组件内部的波纹可以形成热塑性材料的导流道。当加强部分具有齿槽结构并且导流道能够以相对更快和更有效的方式引导热塑性材料流入用于齿槽结构的模具时,这尤其有利。
24.第一组件的基部可具有偏置部分,即波纹,其形成在第一组件外部的加深部和在第一组件内部的凸起部,或者在第一组件外部的凸起部和在第一组件内部的加深部。优选的是,第一组件内部的基部中的波纹是第一组件的基部外部的波纹的负形状(negative)。
25.替代地或附加地,在第一组件的直立壁中提供波纹,波纹在第一组件的纵向方向上延伸。这种波纹将为第一组件提供额外的强度。
26.根据另外的实施方案,第一组件可以是复合组件,金属组件或复合/ 金属混合组件。此外,第一组件可由热固性材料或热塑性材料制成,其中与第二组件的热塑性材料相比,第一组件的热塑性材料具有更高的热稳定性和/或更高的流动温度。
27.一些可能的金属组件材料包括铝、钛、铬、镁、锌和钢,以及包含前述材料中的至少一种的组合或合金。金属组件的壁的厚度对于所有壁可以是连续的,或者可以沿第一组件变化,以增强期望方向上的刚度。例如,相对的壁之一可以具有比另一个相对的壁更大/更小的厚度。在一些实施方案中,金属组件的壁厚度小于或等于1.6毫米(mm),具体地,1.0mm至 1.5mm,更具体地1.3mm至1.4mm。通常,对于全金属结构,金属组件的壁具有大于1.8mm的壁厚度。因此,使用塑料增强材料能够使壁厚度减小大于或等于10%,具体地,大于或等于20%,且甚至大于或等于25%。
28.可能的复合材料是塑料基质材料(是热塑性材料或热固性材料)和增强填充材料的组合。这种填充材料的实例可以是纤维、长纤维或连续纤维、连续纤维的非织造或织造织物。复合材料可分别包含玻璃、碳和芳纶纤维中的至少一种。其他可能性是不太常用的金属纤维,例如硼-钨纤维和碳化硅涂覆纤维,或陶瓷纤维,例如石英、二氧化硅或氧化铝纤维。热固性材料的实例可以是聚酯树脂、聚氨酯、环氧树脂、聚酰亚胺或硅树脂等。
29.可能的热塑性材料包括聚对苯二甲酸丁二醇酯(pbt);丙烯腈-丁二烯-苯乙烯(abs);聚碳酸酯;聚碳酸酯/pet共混物;聚碳酸酯/abs共混物;共聚碳酸酯-聚酯;丙烯酸-苯乙烯-丙烯腈(asa);丙烯腈-(乙烯
‑ꢀ
聚丙烯二胺改性的)-苯乙烯(aes);亚苯基醚树脂;聚苯醚/聚酰胺的共混物;聚酰胺;聚苯硫醚树脂;聚氯乙烯pvc;高抗冲聚苯乙烯(hips);低/高密度聚乙烯(l/hdpe);聚丙烯(pp);发泡聚丙烯(epp);和热塑性烯烃(tpo)。例如,热塑性第二组件可包含xenoy
tm
树脂,其可从sabic 商购获得。塑料可任选地例如用纤维、颗粒、薄片以及包含前述中的至少一种的组合加强。例如,热塑性第二组件可由stamax
tm
材料形成,其是可从sabic商购的长玻璃纤维加强聚丙烯。热塑性第二组件也可由包含任何上述材料和/或加强剂中的至少一种的组合制成。
30.此外,第二组件的特征将取决于特定区域中所需的能量吸收特性,例如每单位面积的梳状物数量,梳状物壁的厚度和加强部分的特定材料。梳状物的密度(每单位面积的梳状物数量)取决于期望的刚度和所用材料。在一些实施方案中,密度可以是每100平方毫米(mm2)1至20个梳状物,具体地,每100mm21至10个梳状物,更具体地,每100mm21至5个梳状物。在各种实施方案中,加强部分的壁的厚度可以是0.5mm至10mm,具体地,2mm至5mm,并且更具体地2.5mm至4mm。
31.第二组件的长度可与第一组件的长度相当或小于第一组件的长度(例如,可以定位;即,仅设置在特定位置以获得该位置的增强的结构完整性)。理想地,为了最大化重量减轻,第二组件被定位以便增加获得期望的结构完整性所需的最小重量(例如,大于或等于标准金属组件而没有更薄的壁的结构完整性)。在各种实施方案中,第二组件的长度可小于或等于第一组件长度的80%,具体地,小于或等于60%,更具体地,小于或等于50%,更具体地,第一组件的长度的10%至35%。
32.优选地,混合结构是用于车辆车身框架的加强构件。为了能够将混合结构作为加劲或加强部件连接到车辆的车身框架,第一组件的外部可包括没有第二组件的连接区域,使得混合结构可连接到车辆的车身框架。这样,混合结构可以在选择性位置处保持未模制,所述选择性位置进一步用于将构件与车身框架连接。优选地,混合结构可通过机械紧固件、焊接和粘合剂或任何类似的连接方法中的至少一种连接到车辆的车身框架。
33.本发明还涉及包括如上所述的混合结构的车辆。混合结构可以被配置用于加劲车辆车身框架的一部分,例如用于机动车辆(例如汽车)的白车身框架。此外,混合结构可以是用于或者是车辆车身框架的a柱、b柱、 c柱、d柱区域和车顶柱中的一个的一部分的加强构件。替代地,混合结构可用于形成车辆的全白车身或结构车身框架。混合结构在车辆中的其他应用可以用于后挡板、座椅框架、保险杠梁或其他能量吸收组件、前端模块、电池托架、车辆横梁以及如本文所述的混合结构对其将是有益的和/ 或合适的任何其他结构车辆组件。
34.使用混合结构通过替换白车身框架的现有金属加强件或者通过替换诸如b柱的完整子系统,可以获得各种减轻重量的机会。例如,根据需要适当选择高热未填充热塑性树脂(韧性和延性)或纤维增强热塑性树脂(高刚度和强度)与金属的组合。例如,用多个金属嵌件包覆成型的未填充的热塑性树脂可用于替代地板摇杆中的现有能量吸收构件以进行侧面冲击,并且选择用金属嵌件包覆成型的纤维复合热塑性树脂来代替具有可比的碰撞性能的现有b柱。设计为b柱的混合结构可以代替由高强度钢制成的多件式b柱。混合结构中的金属嵌件或组件可以用于白色结构的车身中的易组装性。这种解决方案不仅提供了与通用车
辆具有相同碰撞性能的部件集成可能性,而且还打开了用中等强度钢替换现今在白车身框架中使用的高强度钢的门,从而减少了制造成本。
35.根据一个实施方案,混合结构形成了结构车身框架的一部分。这样,第一组件可以是车辆的结构车身框架的中空结构车辆组件。优选地,混合结构形成车辆的白车身框架的a柱、b柱、c柱、d柱区域和车顶柱中的一个的至少一部分。
36.本发明还涉及一种用于制造上述混合结构的方法,该方法包括:提供第一组件;通过在第一组件的内部模制加强部分,将热塑性第二组件提供给第一组件,以及将锁定部分模制在第一组件的外部上以覆盖外部的至少一部分,其中加强部分和锁定部分一体地模制,从而使第二组件和第一组件互锁。
37.对于该方法,可以使用具有腔和芯的工具或模具或铸件。第一组件可以设置在腔中,并且芯插入在第一组件的内部之中。腔和芯可以成形为允许热塑性材料在第一组件的内部流动以形成加强部分并且在第一组件的外部上流动以形成锁定部分。因此,第一组件用热塑性材料包覆成型以形成热塑性第二组件。
38.这可以通过将热塑性材料插入注射成型到注射成型工具中来实现,允许可流动(熔融)的热塑性材料以围绕第一组件流动并固化热塑性材料以形成第二组件并在第一组件和第二组件之间形成物理结合。包覆成型和/ 或插入成型可包括注射成型或注射压缩成型中的一种。
39.根据该方法的一个实施方案,第一组件的基部和/或直立壁具有至少一个通孔,并且该方法还包括通过通孔模制第二组件以形成加强部分或锁定部分。
40.通孔可以设置在基部和/或直立壁中,并允许热塑性材料在第一组件的内部和外部之间流动。在热塑性材料固化时,通孔中的材料连接第一组件内部的加强部分和第一组件外部的锁定部分。
41.替代地或附加地,第一组件可具有至少两个具有端部边缘的相对的直立壁,该方法还包括将加强部分从第一组件的一个端部边缘到相对的端部边缘模制到内部之中,并且将锁定部分从第一组件的一个端部边缘到相对的端部边缘模制在第一组件的外部上,从而在第一组件的端部边缘处将锁定部分与加强部分连接。
42.在第一组件具有至少两个具有端部边缘的相对的直立壁的情况下,该方法可以替代地或附加地包括在第一组件的端部边缘上模制框架以部分地覆盖第一组件的外部,从而包围和包封第一组件的端部边缘。
附图说明
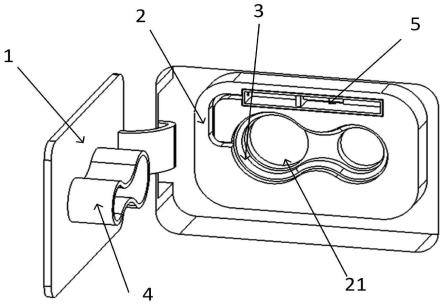
43.参考以下多个示例性实施方案的附图,将进一步理解本发明的特征和优点,其中:
44.图1a-1c以各种视图示出了根据本发明的实施方案的混合结构;
45.图2a-2c示出了图1a-1c的混合结构的单独组件;
46.图3a和3b示出了根据本发明的第二实施方案的混合结构;
47.图4a和4b示出了根据本发明的第三实施方案的混合结构;
48.图5示出了图3a、3b和图4a、4b的混合结构的第一组件的外部的顶视图;
49.图6示出了图3a、3b和图4a、4b的混合结构的内部的底视图;
50.图7a-7c示出了根据本发明的第四实施方案的混合结构;和
51.图8示出了汽车的结构车身框架的一部分。
具体实施方式
52.图1a示出了根据本发明的混合结构100的实施方案的顶视图。混合结构100包括第一组件110和热塑性第二组件120。第一组件具有基部111 和从基部111延伸的两个相对的直立壁112(也参见图2c)。基部111具有多个通孔113(参见图2c)。直立壁112具有多个另外的通孔116,其与基部111的通孔113对齐。第一组件具有形成为通道的内部114。
53.第二组件120由模制到第一组件110的热塑性材料制成。第二组件120 具有加强部分121,其在结构上加强第一组件120。加强部分121位于通道形状的内部中并且在通道的纵向方向上且在第一组件110的相对的壁 112之间延伸。热塑性第二组件120还包括锁定部分124,其与第一组件 110的外部115相邻。锁定部分124包括带锁125,其在第一组件110的外部115的一部分上相邻地延伸,即覆盖第一组件110的外部115的一部分。带锁115通过基部111处的通孔113以及第一组件110的直立壁112 处的另一通孔116与加强部分121连接。通过在通孔113、116中和在外部115上的延伸,第二组件120因此与第一组件110互锁。锁定部分124 还包括框架126,其模制到第一组件110的端部边缘117上,参见图1c 和2a。框架126将第一组件110的端部边缘117包封在直立壁112处和第一组件的每个自由端处。框架126与第一组件110的外部115的一部分相邻。带锁125在第一组件110的端部边缘117处在直立壁112处连接到框架126,从而形成模制到第一组件110上的整体成形的第二组件120。
54.加强部分121形成为开放的齿槽(alveolar,蜂窝状)结构,其在图 1b中显示为蜂窝状形状。蜂窝结构形成通道122,通道具有朝向第一组件 110的基部111的轴向方向。对于附图中所示的实施方案,蜂窝结构的通道122垂直于第一组件110的纵向方向指向。或者,蜂窝通道的轴向方向可以与第一组件110或其基部111的纵向方向围成大于0度且小于90度或大于90度且小于180度的角度。图2b示出了蜂窝结构的壁123从基部 111延伸到混合结构100的端部边缘101,因此在混合结构的高度上延伸。或者,蜂窝结构的壁123可以从基部111延伸到第一组件110的端部边缘 117。
55.图3a和3b示出了根据本发明的第二实施方案的混合结构200。混合结构200包括第一组件210和热塑性第二组件220。第一组件具有基部211 和从基部211延伸的两个相对的直立壁212。基部211具有多个通孔(参见图5)。直立壁212具有多个另外的通孔(参见图5),其与基部211的通孔对齐。第一组件210具有形成为通道的内部214,如图2c所示。在其外部215处,第一组件210的基部211设置有波纹,该波纹形成为加深部218。在其内部214处,第一组件210的基部211设置有凸起部分(未示出),该凸起部分是在外部215处的加深部218的负形状。加深部218 设置有分支218a,其从基部211中的加深部218朝向第一组件210的直立壁212的端部边缘217垂直延伸,也参见图5。加深部分支218a具有在距端部边缘217不等于零的一距离处的端部,即分支218a不延伸到端部边缘217,而是在距端部边缘217不等于零的距离处结束。或者,分支确实在端部边缘处结束。
56.第二组件220由模制到第一组件210的热塑性材料制成。第二组件220 具有加强部分221,其在结构上加强第一组件220。加强部分221位于通道中并且在通道的纵向方向上且在第一组件210的相对的壁212之间延伸。热塑性第二组件220还包括锁定部分224,其与第一组件210的外部215 相邻并且设置在第一组件210的外部215处的加深部218及其分支
218a 中,从而形成在加深部218及其分支218a中的间歇带锁225。带锁225 的上表面与第一组件210的外部齐平。带锁225通过在基部211处的通孔以及在第一组件210的直立壁212处的另一通孔将锁定部分224与加强部分221连接。通过在通孔(未示出)中和在外部215上的延伸,第二组件 220因此与第一组件210互锁。锁定部分224还包括框架226,其模制到第一组件210的端部边缘上,参见图3a。框架226将第一组件210的端部边缘217包封在直立壁212处和第一组件的每个自由端处。框架226与第一组件210的外部215的一部分相邻。混合结构的该第二实施方案的带锁225不连接到框架226。
57.图3b示出了混合结构200的第二组件220,即,仅混合结构200的热塑性部分。第二组件220形成为在相邻部分229处在第一组件210的内部部分地覆盖基部211,该相邻部分形成第二组件220的基部部分。加强部分221形成为开放的齿槽结构,其在图3b中显示为蜂窝状形状。蜂窝结构形成具有轴向方向a的通道222。在混合结构中,轴向方向a指向第一组件210的基部211。对于附图中所示的实施方案,蜂窝结构的通道垂直于第一组件的纵向方向指向。图3b示出了相邻部分229包括蜂窝结构的壁223,该壁从基部211延伸到混合结构200的端部边缘201。或者,蜂窝结构的壁可以从基部延伸到第一组件的端部边缘,或者在基部(因此不是相邻的)和端部边缘之间延伸,因此不会在第一组件或者混合结构的高度上完全延伸。
58.图3b示出了导流道227,其根据凸起部分成形(图3a中未示出),其是图3a中所示的加深部218的负形状。图3b中的导流道227成形为在第二组件220上纵向且连续地延伸的槽,在第一组件210的自由端处在每个端部处与框架226连接。
59.图4a和4b示出了根据本发明的第三实施方案的混合结构300。混合结构300包括第一组件310和热塑性第二组件320。第一组件具有基部311 和从基部311延伸的两个相对的直立壁312。基部311具有多个通孔(参见图5)。直立壁312具有多个另外的通孔(参见图5),其与基部311的通孔对齐。第一组件310具有形成为通道的内部314。在其外部315处,第一组件310的基部311设置有波纹,该波纹形成为加深部318。在其内部314处,第一组件310的基部311设置有凸起部分(未示出),该凸起部分是在外部315处的加深部318的负形状。加深部318设置有分支(318a),其从基部311中的加深部318朝向第一组件310的直立壁312的端部边缘 317垂直延伸(参见图5)。加深部分支318a具有在距端部边缘缘317不等于零的一距离处的端部,即分支318a不延伸到端部边缘317,而是在距端部边缘317不等于零的距离处结束。
60.第二组件320由模制到第一组件310的热塑性材料制成。第二组件320 具有加强部分321,其在结构上加强第一组件320。加强部分321位于第一组件的内部并且在通道的纵向方向上且在第一组件310的相对的壁312 之间延伸。热塑性第二组件320还包括锁定部分324,其与第一组件310 的外部315相邻并且设置在位于第一组件310的外部315处的加深部318 及其分支中,从而形成在加深部318中的间歇带锁325。带锁325通过在基部311处的通孔以及在第一组件310的直立壁312处的另一通孔将锁定部分324与加强部分321连接。通过在通孔313、316中和在外部315上的延伸,第二组件320因此与第一组件310互锁。锁定部分324还包括框架326,其模制到第一组件310的端部边缘上(参见图5)。带锁325在分支中沿横向方向延伸,并进一步朝向框架326延伸。因此,混合结构的该第三实施方案的带锁325连接到框架226。带锁325具有在直立壁312处设置在加深部318的分支318a中的一部分,和覆盖
第一组件310的外部 315并连接到框架326的一第二部分。
61.图4b示出了混合结构300的第二组件320,即,仅混合结构300的热塑性部分示出在图4b中。第二组件320形成为在形成第二组件320的基部的相邻部分329处完全覆盖第一组件310的基部311。
62.图5示出了图3a、3b和图4a、4b的混合结构的第一组件210、310 的外部的顶视图。第一组件210、310具有基部211、311和从基部211、 311延伸的两个相对的直立壁212、312。基部211、311具有多个通孔213、 313。直立壁212、312具有多个另外的通孔216、316,其与基部211、311 的通孔213、313对齐。在其外部215、315处,第一组件210、310的基部211、311设置有波纹,形成为加深部218、318。在其内部,第一组件的基部设置有凸起部分(未示出),该凸起部分是在外部215、315处的加深部218、318的负形状。加深部218、318设置有分支218a、318a,其从基部211、311中的加深部218、318朝向第一组件210、310的直立壁 212、312的端部边缘217、317垂直延伸。加深部分支218a、318a在距端部边缘217、317不等于零的一距离处结束,即分支218a、318a不延伸到端部边缘217、317,而是在距端部边缘217、317不等于零的距离处结束。
63.图5还示出了在加深部中的间歇带锁225、325的每个自由端处,设置有通孔213、313、216、316,使得带锁225、325的每个端部连接到加强部分221、321。
64.图6示出了图3a、3b和图4a、4b的混合结构200、300的内部214、 314的底视图。第二组件220、320的加强部分221、321形成在第一组件 210、310的内部214、314中。加强部分221、321具有开放的齿槽结构,其在图6中显示为蜂窝状形状。蜂窝结构形成具有轴向方向a的通道222、 322,也参见图3b。在混合结构200、300中,轴向方向a指向第一组件 210、310的基部211、311。图6示出了导流道227、327,其根据凸起部分219、319成形,凸起部分是图5中所示的加深部218、318的负形状。图6中的导流道227成形为在第二组件220、320上纵向且连续地延伸的槽,在第一组件210、310的自由端处在每个端部处与框架226、326连接。
65.图7a-7c示出了根据本发明的第四实施方案的混合结构400。混合结构400包括第一组件410和热塑性第二组件420,热塑性第二组件在第一组件410的纵向方向上从直立壁412和基部411延伸。因此,第一和第二组件以平行方式延伸。第二组件420包括加强部分421和另一直立壁428,该另一直立壁在横向方向上界定第二组件420和加强部分421。加强部分421具有蜂窝状齿槽结构,其中通道422具有垂直于第一组件的基部411 的轴向方向a。通道422由单元壁423界定。
66.沿着第一组件的基部411在纵向方向上延伸凸起部分419,参见图7b。凸起部分419具有垂直分支419a。在凸起部分419及其分支419a内,设置多个通孔413、416,各自与另一个通孔隔开一距离。图7a示出了纵向延伸的凸起部分419被第二组件420的热塑性材料覆盖。
67.图7c示出了在第一组件410的外部415处设置加深部418,其具有垂直分支418a。加深部418和垂直加深部分支418a是在第一组件410的内部414处的凸起部分419和凸起部分分支419a的负形状,或反之亦然。通孔413、416从第一组件410的内部414延伸到外部416,或反之亦然。加深部418及其分支包含锁定部分424的间歇和分支的带锁425,以将第二组件420与第一组件410锁定以形成混合结构400。
68.为了形成混合结构100、200、300、400,第一组件110、210、310、 410预先形成有基部111、211、311、411和一个或两个直立壁112、212、 312、412。然后,将第一组件插入到注射
成型工具或铸模或模具(未示出) 的腔(未示出)中,该腔形成为接收第一组件110、210、310、410并形成第二组件120、220、320、420的一部分,具体地,锁定部分124、224、 324、424具有或不具有框架部分124、224、324、424的至少一部分。然后,通过将芯插入到第一组件110、210、310、410的内部114、214、314、 414中来封闭注射成型工具。芯被成形为形成加强部分121、221、321、 421,特别是加强部分的齿槽或蜂窝结构,并且可能地框架116、216、316 的至少一部分。在封闭模具或铸模之后,通过注射点将可流动或熔化的热塑性材料注射到工具中。图3a至7c中所示的凸起部分219、319、419 在注射可流动的热塑性材料期间用作导流道,使得材料可以更容易地流入芯中以形成蜂窝单元。在冷却热塑性材料时,第二组件120、220、320、420固化以至少部分地封装在第一组件110、210、310、410处,从而彼此互锁,并且形成混合结构100、200、300、400。
69.当第一组件110、210、310、410由复合材料制成时,第一组件110、 210、310、410的预成形可以在单个机器(这被称为集成制造单元)中与第二组件120、220、320、420的注射成型同时进行。
70.图8示出了车辆的结构车身框架500的一部分,更具体地是汽车的结构车身框架的一部分。混合结构可以位于车辆的各个区域中,例如在白车身中(biw,也称为黑车身),例如在a柱504,b柱502,车顶纵梁503 和地板摇杆501等,以及包括前述中的至少一个的组合中。
71.结构车身框架包括多个中空车辆组件,例如a柱504,b柱502,车顶纵梁503和地板摇杆501等,它们焊接在一起或以其他方式连接。混合结构100、200、300、400可以用作这种中空车辆组件的加强件,其插入由中空组件成形的空间中,或者作为车身框架的结构构件。在后一种情况下,混合结构100、200、300、400的第一组件110、210、310、410可以形成中空车辆组件,例如a柱504、b柱502、车顶纵梁503以及地板摇杆501等,并且第二组件120、220、320、420被注射成型到该中空车辆组件中用于加强。
72.以下阐述了混合结构的一些实例。
73.方面1:一种混合结构,包括:第一组件,具有基部和从基部延伸的直立壁(优选地,至少两个相对的直立壁从基部延伸,优选地在同一方向上从基部延伸),第一组件具有封装在所述直立壁和所述基部之间的内部;以及模制到所述第一组件的热塑性第二组件,所述第二组件包括用于在结构上加强所述第一组件的加强部分,所述加强部分在所述第一组件的纵向方向上延伸并且位于所述第一组件的内部,所述热塑性第二组件还包括在所述第一组件的外部的至少一部分上相邻地延伸的锁定部分,其中所述加强部分和所述锁定部分一体地形成,从而将所述第一组件互锁在所述热塑性第二组件中。
74.方面2:一种混合结构,其中所述第一组件包括通孔,并且所述锁定部分通过所述通孔连接到所述加强部分。
75.方面3:根据前述方面中任一项所述的混合结构,其中所述第一组件具有带有端部边缘的至少两个相对的直立壁,并且所述加强部分从所述第一组件的一个端部边缘延伸到相对的端部边缘,并且其中所述锁定部分在所述第一组件的外部上从所述第一组件的一个端部边缘延伸到所述相对的端部边缘,从而在所述第一组件的端部边缘处与所述加强部分连接。
76.方面4:根据前述方面中任一项所述的混合结构,其中所述第一组件具有带有端部边缘的至少两个相对的直立壁,其中所述锁定部分包括框架,框架模制在所述第一组件的
端部边缘上并部分地覆盖所述第一组件的外部,从而包围和包封所述第一组件的端部边缘。
77.方面5:根据前述方面中任一项所述的混合结构,其中所述加强部分包括齿槽(alveolar)结构,所述齿槽结构包括横向于所述第一组件的基部指向的通道。
78.方面6:根据前述方面中任一项所述的混合结构,其中在所述第一组件的外部处,所述基部包括在所述第一组件的纵向方向上延伸的波纹,其中与所述第一组件的外部相邻的锁定部分在纵向方向上随所述波纹延伸。
79.方面7:根据前述方面中任一项所述的混合结构,其中在所述第一组件的内部处,所述基部包括波纹,并且其中所述第二组件在纵向方向上随所述波纹延伸。
80.方面8:根据前述方面中任一项所述的混合结构,其中所述第一组件是复合组件、金属组件或复合/金属混合组件。
81.方面9:根据方面8所述的混合结构,其中所述混合结构是用于车辆的车身框架的加强构件,并且所述加强构件可通过机械紧固件、焊接件和粘合剂中的至少一种连接到所述车身框架。
82.方面10:一种车辆,包括根据前述方面中任一项所述的混合结构。
83.方面11:根据方面10所述的车辆,还包括结构车身框架,其中所述混合结构形成所述结构车身框架的一部分,优选地形成车辆的白车身框架的a柱、b柱、c柱、d柱区域和车顶柱中的一个的至少一部分。
84.方面12:一种用于制造根据前述方面中任一项所述的混合结构的方法,所述方法包括:提供所述第一组件;通过将加强部分模制在所述第一组件的内部中,并将所述锁定部分模制在所述第一组件的外部上以覆盖所述外部的至少一部分,而将所述热塑性第二组件设置于所述第一组件上,其中所述加强部分和所述锁定部分一体地模制,从而使所述第二组件和所述第一组件互锁。
85.方面13:根据方面12所述的方法,其中所述第一组件的基部和/或直立壁具有通孔,并且所述方法还包括通过所述通孔模制所述第二组件以形成所述加强部分或所述锁定部分。
86.方面14:根据方面12或13所述的方法,其中所述第一组件具有带有端部边缘的至少两个相对的直立壁,所述方法还包括将所述加强部分从所述第一组件的一个端部边缘到相对的端部边缘模制到所述内部中,以及将所述锁定部分从所述第一组件的一个端部边缘到所述相对的端部边缘模制在所述第一组件的外部上,从而在所述第一组件的端部边缘处将所述锁定部分与所述加强部分连接。
87.方面15:根据方面12-14中任一项所述的方法,其中所述第一组件具有带有端部边缘的至少两个相对的直立壁,所述方法还包括在所述第一组件的端部边缘上模制框架以部分地覆盖所述第一组件的外部,从而包围和包封所述第一组件的端部边缘。
88.通常,本发明可替代地包括,组成于或基本上组成于本文公开的任何合适的组件。本发明可以另外地或替代地配制成不含或基本不含现有技术组合物中使用的或者另外对于实现本发明的功能和/或目的不是必需的任何组件、材料、成分、佐剂或物质。针对相同组件或性质的所有范围的端点是包括性的和可独立组合的(例如,“小于或等于25wt%,或5wt%至20 wt%”的范围包括“5wt%至25wt%”等的范围的端点和所有中间值)。除了更广
泛的范围之外,披露更窄范围或更具体的基团并不是对更广泛范围或更大基团的弃权。“组合”包括共混物、混合物、合金、反应产物等。此外,本文的术语“第一”,“第二”等不表示任何顺序、数量或重要性,而是用于指示一个元件与另一个元件。本文中的术语“一个(a)”和“一个(an)”和“该 (the)”不表示数量的限制,并且应被解释为涵盖单数和复数,除非本文另有说明或上下文明显矛盾。除非另有说明,否则“或”表示“和/或”。如本文所用,后缀“(s)”旨在包括它修饰的术语的单数和复数。整个说明书对“一个实施方案”的引用意思是结合实施方案描述的特定元件(例如,组件、结构和/或特征)包括在本文描述的至少一个实施方案中,并且可能或可能不存在于其他实施方案中。此外,应该理解,所描述的元素可在各种实施方案中以任何合适的方式组合。“a、b或c中的至少一个”等同于“a、b、c 和包含前述中的至少一种的的组合”。也就是说,存在该组中的一个或多个成员。例如,“椭圆形、正方形、矩形、三角形、菱形、五边形、六边形、七边形和八边形几何形状,以及包括前述几何形状中的至少一种的组合”等同于“椭圆形、正方形、矩形、三角形、菱形、五边形、六边形、七边形或八边形几何形状中的至少一种”。
[0089]“任选的”或“任选地”是指随后描述的事件或情况可以发生或不发生,并且该描述包括其中事件发生的实例和其中事件不发生的实例。除非另外定义,否则本文使用的技术和科学术语具有与本发明所属领域的技术人员通常理解的相同的含义。
[0090]
所有引用的专利、专利申请和其它参考文献都通过引用其全部内容并入本文。然而,如果本技术中的术语与并入的参考文献中的术语相矛盾或冲突,则本技术中的术语优先于并入的参考文献中的冲突术语。本技术要求2017年4月10日提交的美国临时申请序列号62/483,560的优先权,其全部内容并入本文。
[0091]
尽管描述了具体实施方案,但申请人或本领域技术人员可能想到是或可能是目前未预见的替代方案、修改、变型、改进和实质等同物。因此,如提交的和可能对它们进行修改的所附权利要求意图包括所有这样的替代方案、修改、变型、改进和实质等同物。
[0092]
部件列表
[0093]
100、200、300、400.混合结构
[0094]
101、201、301.混合结构的端部边缘
[0095]
110、210、310、410.第一组件
[0096]
111、211、311、411.基部
[0097]
112、212、312、412.直立壁
[0098]
113、213、313、413.通孔
[0099]
114、214、314、414.第一组件的内部/通道
[0100]
115、215、315、415.第一组件的外部
[0101]
116、216、316.另外的通孔
[0102]
117、217、317.第一组件的端部边缘
[0103]
218、318、418.加深部
[0104]
218a、318a、418a.分支
[0105]
219、319、419.凸起部分
[0106]
219a、319a、419a.分支
[0107]
120、220、320、420.第二组件
[0108]
121、221、321、421.加强部分
[0109]
122、222、322、422.蜂窝结构的通道
[0110]
123、223、323、423.加强部分的单元壁
[0111]
124、224、324、424.锁定部分
[0112]
125、225、325、425.带锁
[0113]
126、226、326.框架
[0114]
227、327、427.导流道
[0115]
428.直立壁
[0116]
229、329.第二组件的相邻部分/基部
[0117]
500.车辆的车身框架
[0118]
501.地板摇杆
[0119]
502.b-柱
[0120]
503.车顶纵梁
[0121]
504.a-柱
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。