1.本发明涉及医疗器械领域,具体涉及一种采用化学增强玻璃制作的牙科正畸用托槽及其制造方法。
背景技术:
2.牙科正畸用托槽是一种使用非常普及的医疗器械,针对牙列不齐畸形等症状,年使用量可达数千万副。正畸托槽的规格品种很多,其中附带与不附带自锁功能是一个非常重要的差别。自锁托槽的治疗效果好,使用方便,深得医生的喜欢,其市场价格也远高于无自锁功能的托槽。
3.目前,市售正畸托槽的材质主要是不锈钢、氧化铝陶瓷和氧化铝单晶三大类。这三种材质的托槽各有其优缺点:不锈钢托槽制作成本低,尺寸小巧、粘结牢固、脱卸容易,但不锈钢托槽颜色不美观常遭病人的嫌弃;陶瓷托槽一般呈半透明状,更加贴合牙齿颜色,外观美观,但其机械强度和透明度很难兼具,在治疗过程中易发生断翅、整体脱落和不容易脱卸等问题,且产品质量很不稳定;单晶托槽因其全透明而甚是美观,强度和硬度也都很好,但是它是以单晶体为对象全部依靠机械打磨和激光切割等加工手段,因此加工成本高、生产效率低。迄今为止尚未有单晶的自锁托槽成品市售,就是因为自锁托槽的形状相对复杂,过高的生产成本使其难以参与到市场竞争。
技术实现要素:
4.本发明的目的在于克服上述问题,提供了一种采用化学增强玻璃制作的牙科正畸用托槽及其制造方法。为实现上述目的,本发明采用如下技术方案:
5.一种采用化学增强玻璃制作的牙科正畸用托槽,所述托槽采用化学增强玻璃制作。
6.本发明还公开了一种采用化学增强玻璃制作的牙科正畸用托槽的压制模具,所述模具采用half模形式,包括下模板、左上模板和右上模板,所述下模板两侧设有挡板,所述挡板通过固定螺钉与下模板固定连接,所述左上模板、右上模板上设有凸出部和推拉杆,所述挡板上设有与凸出部配合的限位槽孔,通过移动推拉杆使左上模板、右上模板沿限位槽孔滑动;
7.所述下模板、左上模板、右上模板围成托槽的模腔,所述模腔内部设有嵌条,顶部设有上压头模块,所述下模板对应模腔底部位置设有模芯,所述模芯上设有卡接嵌条的嵌条缝。
8.作为改进,所述上压头模块底部呈凸弧面状。
9.作为改进,所述嵌条为直板状或在侧部还设有推板嵌条和圆孔嵌条。
10.本发明还公开了一种采用化学增强玻璃制作的牙科正畸用托槽的制作方法,所述托槽采用热熔料压制成型的方法制造,具体方法包括如下步骤:
11.s1.玻璃熔融
12.将玻璃料放在1250℃以上的坩埚内熔融;
13.s2.供料
14.在与坩埚出料口相连接的滴料供应机上用剪刀根据需要量切下一段玻璃滴料,然后迅速地落入到压制模具的模腔上面以供压制成型;供料时对下模板、模芯、左上模板和右上模板进行加热保温;
15.s3.模具压制
16.在模芯的嵌条缝上插入嵌条,合模;将玻璃熔料送到模腔内后,上压头模块迅速下压到预定位置,让玻璃熔料充满模腔,从而完成压制动作;压制成型采用溢料的方式,避免模腔内的玻璃熔料不会过快失温;
17.s4.酸蚀去除嵌条
18.所述嵌条采用金属材质;托槽压制成型后,将托槽和嵌条浸入高浓度盐酸内;待嵌条酸蚀完毕后将托槽取出、洗净、烘干;
19.s5.退火
20.在玻璃退火点温度保持20分钟,以消除成型时产生的热应力;
21.s6.化学增强
22.将退火后的托槽浸入加热至420℃的硝酸钾溶液中,保持12小时以上;
23.作为改进,所述托槽在s5步骤酸蚀后进行底部毛化处理,具体方法为使用氢氟酸浸泡托槽底部3-8小时。
24.作为改进,所述托槽在s6化学增强后进行镀透明硬质膜。
25.作为改进,所述托槽底部设有配合牙齿的弧面,所述弧面为凹凸花纹的、光滑的或使用氢氟酸腐蚀毛化的。
26.本发明的优点在于:
27.1、本发明选用高铝硅酸盐玻璃,原料纯度高、透明度高、强度好、化学稳定性好,经过化学增强后,可以大幅提高其自身强度。本发明的托槽几乎具备了不锈钢、单晶和陶瓷托槽的所有优点:如小巧、美观、硬度大、强度高、粘接牢、脱卸易等,而又克服了它们各自的缺点。
28.2.本发明的制作方法可以一次性制作出各种规格和造型的托槽,包括如今未有市售的全透明自锁托槽。本发明制作简单、实用、容易实现自动化生产。
附图说明
29.图1为实施例1中托槽的俯视图;
30.图2为实施例1中托槽的主视图;
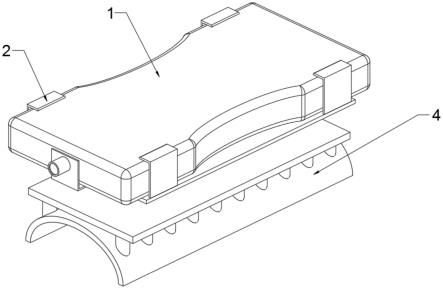
31.图3为实施例1中模具的结构图;
32.图4为实施例1中模具的剖面图;
33.图5为实施例1中嵌条的结构图;
34.图6为实施例2中托槽的结构图;
35.图7为实施例2中托槽的俯视图;
36.图8为实施例2中自锁推板的结构图;
37.图9为实施例2中嵌条的结构图;
38.图10为实施例2中托槽的结构图。
39.图中标示:
40.1-下模板,2-左上模板,3-右上模板,4-模芯,5-嵌条,51-直板,52-推板嵌条,53-圆孔嵌条,6-上压头模块,7-嵌条缝,8-推拉杆,9-挡板,91-固定螺钉,92-限位槽孔,10-自锁推板,11-滑槽,12-小圆孔。
具体实施方式
41.下面通过具体实施例对本发明进行详细和具体的介绍,以使更好的理解本发明,但是下述实施例并不限定本发明的保护范围。
42.实施例1
43.本实施例公开了一种采用化学增强玻璃制作的牙科正畸用托槽。
44.托槽采用化学增强玻璃制作。托槽底部设有配合牙齿的弧面,弧面为使用氢氟酸腐蚀毛化。
45.本实施例还公开了一种采用化学增强玻璃制作的牙科正畸用托槽的压制模具。
46.模具采用half模形式,包括下模板1、左上模板2和右上模板3,下模板两侧设有挡板9,挡板9通过固定螺钉91与下模板1固定连接。左上模板2、右上模板3上设有凸出部和推拉杆8,挡板9上设有与凸出部配合的限位槽孔92,通过移动推拉杆8使左上模板2、右上模板3沿限位槽孔92滑动。
47.下模板1、左上模板2、右上模板3围成托槽的模腔,模腔内部设有嵌条5,顶部设有上压头模块6,下模板1对应模腔底部位置设有模芯4,模芯4上设有卡接嵌条5的嵌条缝7。
48.上压头模块6底部呈凸弧面状,可以在压制成型时,使托槽底部形成弧面。
49.本实施例中,嵌条5为直板状。
50.本发明还公开了一种采用化学增强玻璃制作的牙科正畸用托槽的制作方法,托槽采用热熔料压制成型的方法制造,具体方法包括如下步骤:
51.s1.玻璃熔融
52.本实施例采用高铝硅酸盐玻璃,其成分为:5%na2o、2%cao、7%al2o3、73%sio2、其它为3%的zro2、zno、li2o。
53.将玻璃料放在1250℃以上的坩埚内熔融,此时玻璃熔料的粘度为log3-4dpa
·
s,具有较好的流动性,可以保证熔料可以从出料口顺利流出。
54.s2.供料
55.在与坩埚出料口相连接的滴料供应机上用剪刀根据需要量切下一段玻璃滴料,然后迅速地落入到压制模具的模腔上面以供压制成型;供料时对下模板、模芯、左上模板和右上模板进行加热保温,保持模腔温度在700-750℃左右。
56.s3.模具压制
57.在模芯的嵌条缝上插入嵌条,合模;将玻璃熔料送到模腔内后,上压头模块迅速下压到预定位置,让玻璃熔料充满模腔,从而完成压制动作;压制成型采用溢料的方式,避免模腔内的玻璃熔料不会过快失温;
58.s4.酸蚀去除嵌条
59.嵌条采用普通的铁材料;托槽压制成型后,将托槽和嵌条浸入高浓度盐酸内;待嵌
条酸蚀完毕后将托槽取出、洗净、烘干;
60.s5.退火
61.在玻璃退火点温度保持20分钟,以消除成型时产生的热应力;
62.s5-1.底部毛化处理
63.使用氢氟酸浸泡托槽底部3-8小时,可以使托槽底部充分毛化,以提高粘结牢度;
64.s6.化学增强
65.将退火后的托槽浸入加热至420℃的硝酸钾溶液中,保持12小时以上。使产品由表到里产生一个k离子浓度从高到低的扩散层,扩散层厚度可达到100um以上。本发明的增强玻璃托槽通过化学增强后其强度一般可以达到原来的5~6倍以上,能够充分满足正畸治疗中对托槽强度的要求;
66.s6-1.化学增强后进行镀透明硬质膜
67.采用pvd方法镀上一层zro2陶瓷薄膜;该薄膜厚度~100nm、hv1500。它的高硬度不仅提高玻璃托槽的耐磨性能,还提供了对不锈钢丝和镍钛合金丝超低的摩擦系数,因此也有效地缩短矫正治疗的时间。
68.实施例2
69.本实施例公开了一种被动自锁式托槽。
70.本实施例中,托槽顶部设有自锁推板10,相应的在托槽上多了一个安装自锁推板的滑槽11和在滑槽11内的小圆孔12。小圆孔12内安装一根高弹性细丝。自锁推板10底部设有容纳高弹细丝的凹槽,高弹性细丝分别连接小圆孔10底部和自锁推板10底部,达到自锁的目的。
71.本实施例的嵌条5包括直板51和设在直板51侧部的推板嵌条52和圆孔嵌条53。以便在压制成型时,在托槽上形成滑槽11和小圆孔12。
72.本实施例的其他技术方案与实施例1相同。
73.以上对本发明的具体实施例进行了详细描述,但其只是作为范例,本发明并不等同于以上描述的具体实施例。对于本领域技术人员而言,任何对本发明进行的等同修改和替代也都在本发明的范畴之中。因此,不脱离本发明的精神和范围下所做的均等变换和修改,都应涵盖在本发明的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。