1.本发明涉及一种电磁感应连接技术领域,尤其涉及一种小微带与金工件界面的高精度感应焊接工艺。
背景技术:
2.电磁感应焊接技术主要原理是依靠工件在交流电的交变磁场中产生感应电流进而产生电阻热来加热,可以实现快速加热和冷却,焊接效率高,焊料氧化少,并且可以将热量控制在工件焊接区域部位,热影响区域小,避免了对其他部位的加热影响。
3.微带天线由于其重量轻、体积小、成本低和剖面低等优点被广泛地用作车载、机载、弹载、星载等天线。随着集成电路的快速发展,要求微带天线的体积越来越小,性能越来越优,相应的对其装焊精度及装配精度也提出了更高的要求。在微带天线集成制造过程中,除了要保证较高焊接精度外,需要通过控制微带板与金工件安装配合精度,来实现对馈线搭接尺寸的高精度控制,以保证微带天线通道能够获得较好且一致的驻波指标。
4.传统的微带天线装焊有热台焊接、回流炉焊接以及真空汽相焊接等,热台焊接或真空焊炉内焊接中存在很多加工流程仍然需要人工操作,产能效率低,且焊接质量对人员技能要求高,焊接质量参差不齐。再如申请号:201611155190.x,一种使用印刷焊膏钎焊微带板的加工方法,包括以下操作步骤:1.清洗微带板和基板;2.将清洗干净的四块以上的基板分别放置在定位底板上的定位槽内;3.在四块以上的基板上放置网板,并使网板上均布的网孔单元分别与四块以上的基板一一对应;4.在网板上均匀印刷焊膏;5.取下网板,在均匀沉积的焊膏上放置对应的微带板,每块微带板对应一块基板,形成焊接组件。接着按常规步骤固定压块、焊接、拆卸压块、清洗和检测;所述焊接为回流焊接,回流焊接分四个温度阶段进行处理。该方法采用的是回流焊接;装焊时通常需要借助专用工装进行,工装装配周期较长,且很难保证装焊质量、装焊精度以及一致性。
5.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
6.本发明所要解决的技术问题在于:如何解决现有技术中微带天线与金工件焊接焊接一致性差、精度低的问题。
7.本发明通过以下技术手段实现解决上述技术问题的:
8.一种小微带高精度感应焊接方法,包括以下步骤:
9.步骤s01:清洗小微带和金工件,并在小微带与金工件的焊接面进行表面涂镀;
10.步骤s02:在小微带上印刷焊膏;
11.步骤s03:将金工件进行固定,夹爪夹持小微带进料,小微带移动至焊接位置,到位后对小微带进行施压;
12.步骤s04:感应线圈移动至焊接位置一侧,对小微带和金工件进行加热,焊接位置
处进行惰性气体保护。
13.本发明中因小微带与金工件的焊接位置尺寸较小,很难设计定位结构,通过夹爪夹持小微带与金工件贴合并持续施压,夹爪起到固定和加压的作用,无需设计定位结构,再通过感应加热将小微带与金工件进行焊接,焊接过程中全程氮气或氩气保护,避免氧化,保证焊接精度;本发明可实现局部受热、精准定位、高效率焊接;较传统热台、回流等焊接方法,相同数量单元的阵列天线焊接周期可缩短60%以上,极大的提高了位置精度和焊接一致性。
14.优选的,所述步骤s01中涂镀的方式为镀金、化金、镀镍金、镀银中的任意一种。
15.优选的,所述步骤s01中,对小微带进行清洗后,对小微带进行烘烤。
16.优选的,所述步骤s02中焊膏为snpb焊膏、snagcu焊膏、snbi焊膏的任意一种。
17.优选的,所述步骤s03中,所述金工件包括基板、凸台,多个所述凸台沿基板长度方向均匀连接所述基板。
18.优选的,所述步骤s03夹爪夹持小微带采用多段式进料:首先采用夹爪夹持小微带至金工件的凸台的前方,然后夹爪继续推进,到焊接位置后夹爪保持不动。
19.本发明采用多段式进料的方式,确保定位准确。
20.优选的,所述步骤s03中,所述夹爪具有高精度的压力传感器,压力传感器精度为1%以上,到位后对小微带进行施压的压力为0.01mpa-0.1mpa,所述夹爪具有温度传感器。
21.感应焊接时焊接位置的温度通过温度传感器将温度参数传输给监控装置进行实时监测。
22.优选的,所述步骤s04中感应线圈移动至焊接位置距离5mm-15mm。
23.优选的,所述步骤s04中感应线圈的感应功率百分比是30%-70%。
24.感应距离与感应功率百分比有关,感应功率百分比高则感应距离远,感应功率百分比低则感应距离近。
25.优选的,还包括步骤s05:当焊接温度达到165-230℃时,停止加热,焊接位置温度降至120-160℃后,夹爪松开。
26.本发明的优点在于:
27.(1)本发明中因小微带与金工件的焊接位置尺寸较小,很难设计定位结构,通过夹爪夹持小微带与金工件贴合并持续施压,夹爪起到固定和加压的作用,无需设计定位结构,再通过感应加热将小微带与金工件进行焊接,焊接过程中全程氮气或氩气保护,避免氧化,保证焊接精度;本发明可实现局部受热、精准定位、高效率焊接;较传统热台、回流等焊接方法,相同数量单元的阵列天线焊接周期可缩短60%以上,极大的提高了位置精度和焊接一致性;
28.(2)本发明采用多段式进料的方式,确保定位准确;
29.(3)感应焊接时焊接位置的温度通过温度传感器将温度参数传输给监控装置进行实时监测;
30.(4)本发明可以采用自由度高、灵敏度高的夹爪,使得焊接时灵活性高、装焊精度高,周期短、可靠性高、可实现自动化装焊等优点。
附图说明
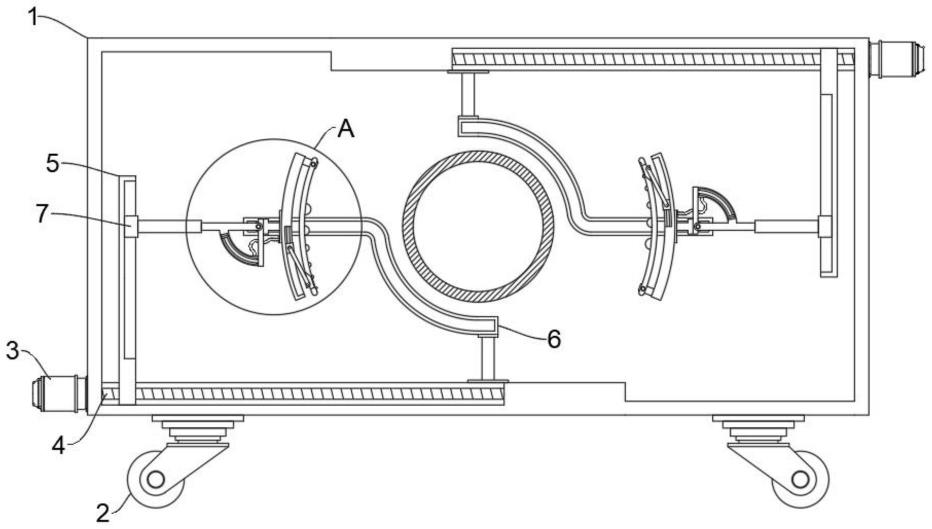
31.图1是本发明实施例小微带高精度感应焊接时的结构示意图;
32.图2是本发明实施例小微带高精度感应焊接时的结构示意图
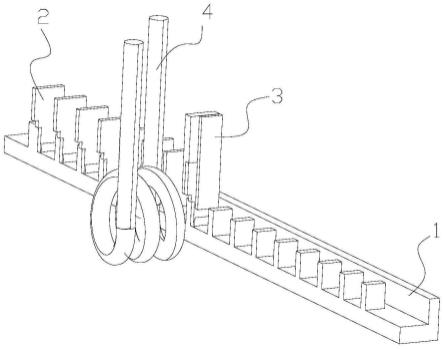
33.图3是本发明实施例小微带与金工件的连接示意图;
34.图4是本发明实施例小微带的结构示意图;
35.图5a是本发明实施例小微带多段式进料的示意图一;
36.图5b是本发明实施例小微带多段式进料的示意图二;
37.图5c是本发明实施例小微带多段式进料的示意图三;
38.附图标记:
39.1、金工件;11、基板;12、凸台;2、小微带;3、夹爪;
具体实施方式
40.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例一:
42.参考图1-图4所示,一种小微带高精度感应焊接方法,包括以下步骤:
43.步骤s01:本实施例中,如图3所示,金工件1包括基板11与多个凸台12,基板11呈l型结构,多个凸台12沿基板11长度方向均匀连接所述基板11,金工件1的材料为硅铝合金,凸台12的右侧面为焊接面,凸台12的焊接面尺寸为5.5mm*4.6mm。
44.如图4所示,目前的小微带2为板状的多层结构,本实施例中,小微带2的材料为rogers公司的ro4350b,尺寸为7mm*14mm*1.2mm,图中阴影部分为小微带焊接面,焊接面尺寸为5.5mm*4.6mm。
45.首先对小微带2和金工件1的焊接面进行清洗,并在小微带2与金工件1的焊接面进行表面涂镀;涂镀的方式为镀金、化金、镀镍金、镀银中的任意一种;本实施例中,凸台12的镀层为电镀银,小微带2的镀层为化学镍金。
46.小微带2的焊接面清洗后,在烘箱110℃烘烤2-3h;
47.步骤s02:在小微带2上分别印刷焊膏;焊膏为sn63pb37焊膏;
48.步骤s03:设备开机,调用焊接程序,将金工件1进行固定,设备具有焊接、夹持、图像获取等装置,金工件1的固定采用现有技术中的通用夹具即可;
49.设备可以为感应焊接设备,具有感应线圈,用于加热;具有夹爪3,用于夹持物件;以及相应的运动机构等。本实施例中,设备总功率为6kw。
50.夹爪3夹持小微带采用多段式进料:如图5a所示,夹爪3夹持小微带2移动至待焊接位置的正上方偏右的位置;如图5b所示,接着夹爪3向金工件1的凸台12缓慢向下推进,因小微带2与凸台12的尺寸较小,缓慢移动,便于控制位置,直至小微带2与凸台12上带焊接位置对应;如图5c所示,小微带2向右移动,至小微带夹爪3上的压力传感器上示数刚大于零时,表明小微带2和凸台12刚好接触上,然后继续向前推进0.05mm,到位后夹爪3保持进行固定,持续加压,压强为0.05mpa,压力传感器的精度为0.5%。
51.本实施例中,所述夹爪3具有高精度的压力传感器,压力传感器精度为1%以上;所述夹爪具有温度传感器,温度传感器能够将温度参数传输给设备,感应焊接时焊接位置的温度通过温度传感器将温度参数传输给监控装置进行实时监测。
52.步骤s04:对焊接位置进行氮气保护,感应线圈移动至焊接位置侧边进行焊接,当焊接位置温度达到210℃时停止,等待焊料降温凝固,焊接位置温度降至150℃时,夹爪3松开。
53.感应距离与感应功率百分比有关,感应功率百分比高则感应距离远,感应功率百分比低则感应距离近。本实施例中,感应距离选择10mm,感应功率百分比选择65%。
54.本实施例中因小微带2与金工件1的焊接位置尺寸较小,很难设计定位结构,通过夹爪3夹持小微带2与金工件1贴合并持续施压,夹爪3起到固定和加压的作用,无需设计定位结构,再通过感应加热将小微带2与金工件1进行焊接,焊接过程中全程氮气或氩气保护,避免氧化,保证焊接精度。
55.本实施例可实现局部受热、精准定位、高效率焊接;较传统热台、回流等焊接方法,相同数量单元的阵列天线焊接周期可缩短60%以上,极大的提高了位置精度和焊接一致性。
56.如传统的焊接方式需要30min,同等条件下,本实施例焊接仅需要10min。
57.实施例二:
58.本实施例与上述实施例一的区别在于:焊膏不同,感应焊接功率不同,焊接温度不同。
59.具体如下:
60.步骤s01:与实施例一相同;
61.步骤s02:在小微带2上分别印刷焊膏;焊膏为sn42bi58焊膏;
62.步骤s03:设备开机,调用焊接程序,将金工件1进行固定,设备具有焊接、夹持、图像获取等装置,金工件1的固定采用现有技术中的通用夹具即可;
63.设备可以为感应焊接设备,具有感应线圈,用于加热;具有夹爪3,用于夹持物件;以及相应的运动机构等。本实施例中,设备总功率为6kw。
64.夹爪3夹持小微带采用多段式进料:如图5a所示,夹爪3夹持小微带2移动至待焊接位置的正上方偏右的位置;如图5b所示,接着夹爪3向金工件1的凸台12缓慢向下推进,因小微带2与凸台12的尺寸较小,缓慢移动,便于控制位置,直至小微带2与凸台12上带焊接位置对应;如图5c所示,小微带2向右移动,至小微带夹爪3上的压力传感器上示数刚大于零时,表明小微带2和凸台12刚好接触上,然后继续向前推进0.1mm,到位后夹爪3保持进行固定,持续加压,压强为0.1mpa,压力传感器的精度为0.5%。
65.步骤s04:对焊接位置进行氮气保护,感应线圈移动至焊接位置侧边进行焊接,当焊接位置温度达到165℃时停止,等待焊料降温凝固,焊接位置温度降至120℃时,夹爪松开。
66.感应距离与感应功率百分比有关,感应功率百分比高则感应距离远,感应功率百分比低则感应距离近。本实施例中,感应距离选择10mm,感应功率百分比选择50%。
67.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施
例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。