技术特征:
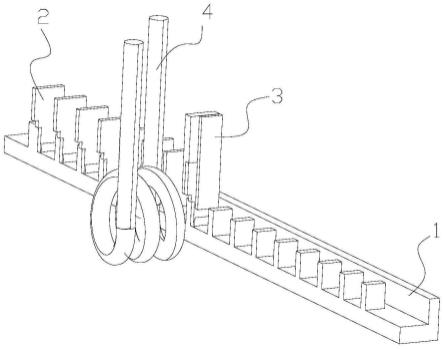
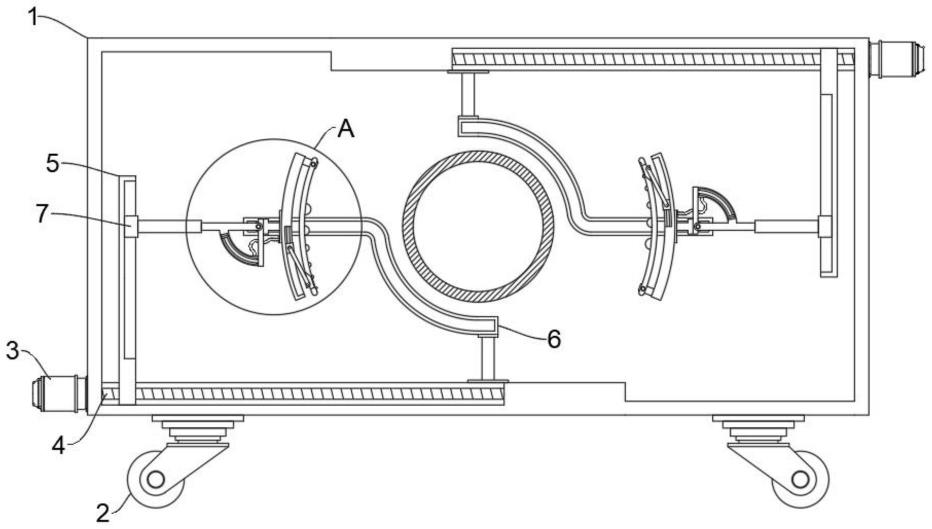
1.一种小微带高精度感应焊接方法,其特征在于,包括以下步骤:步骤s01:清洗小微带和金工件,并在小微带与金工件的焊接面进行表面涂镀;步骤s02:在小微带上印刷焊膏;步骤s03:将金工件进行固定,夹爪夹持小微带进料,小微带移动至焊接位置,到位后对小微带进行施压;步骤s04:感应线圈移动至焊接位置一侧,对小微带和金工件进行加热,焊接位置处进行惰性气体保护。2.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s01中涂镀的方式为镀金、化金、镀镍金、镀银中的任意一种。3.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s01中,对小微带进行清洗后,对小微带进行烘烤。4.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s02中焊膏为snpb焊膏、snagcu焊膏、snbi焊膏的任意一种。5.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s03中,所述金工件包括基板、凸台,多个所述凸台沿基板长度方向均匀连接所述基板。6.根据权利要求5所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s03夹爪夹持小微带采用多段式进料:首先采用夹爪夹持小微带至金工件的凸台的前方,然后夹爪继续推进,到焊接位置后夹爪保持不动。7.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s03中,所述夹爪具有高精度的压力传感器,压力传感器精度为1%以上,到位后对小微带进行施压的压力为0.01mpa-0.1mpa,所述夹爪具有温度传感器。8.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s04中感应线圈移动至焊接位置距离5mm-15mm。9.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,所述步骤s04中感应线圈的感应功率百分比是30%-70%。10.根据权利要求1所述的一种小微带高精度感应焊接方法,其特征在于,还包括步骤s05:当焊接温度达到165-230℃时,停止加热,焊接位置温度降至120-160℃后,夹爪松开。
技术总结
本发明公开一种小微带高精度感应焊接方法,包括以下步骤:步骤S01:清洗小微带和金工件,并在小微带与金工件的焊接面进行表面涂镀;步骤S02:在小微带上印刷焊膏;步骤S03:将金工件进行固定,夹爪夹持小微带进料,小微带移动至焊接位置,到位后对小微带进行施压;步骤S04:感应线圈移动至焊接位置一侧,对小微带和金工件进行加热,焊接位置处进行惰性气体保护。本发明的有益效果:可实现局部受热、精准定位、高效率焊接;较传统热台、回流等焊接方法,相同数量单元的阵列天线焊接周期可缩短60%以上,极大的提高了位置精度和焊接一致性。极大的提高了位置精度和焊接一致性。极大的提高了位置精度和焊接一致性。
技术研发人员:宋惠东 洪肇斌 杨兆军 李苗 孙晓伟 周自泉 邹嘉佳 郑木亮 王彪
受保护的技术使用者:中国电子科技集团公司第三十八研究所
技术研发日:2022.06.10
技术公布日:2022/8/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。