1.本发明涉及增材制作技术领域,具体涉及一种基于双泥膏的坭兴陶增材的挤出成型方法以及挤出成型装置。
背景技术:
2.中国四大名陶之一的钦州坭兴陶,是采用钦州坭兴陶地理标志保护范围的东泥(白泥)与西泥(紫红泥),其中东泥软为肉,西泥硬为骨,按软六硬四混合,骨肉得以相互支撑成为较优质二元陶泥。东泥与西泥比例并不是一成不变的,需根据所制作的陶器所需的支撑力度或细腻程度在一定范围内变化。传统坭兴陶制作工艺包括选泥土
→
真空练泥
→
拉(压、注)坯
→
修坯
→
雕刻
→
烧制
→
打磨
→
抛光等工序。其中拉(压、注)坯环节是坭兴陶成型不可或缺的工序,对于外形复杂的坭兴陶器主要依靠制陶大师手工拉制坯雕刻来实现,存在着工艺要求复杂、制作成功率低、坯体及最终产品易收缩形变或开裂等问题。坭兴陶增材制造是融合了坭兴陶传统文化元素与现代数字制造元素的创意产品三维打印技术,可以摆脱传统手工制陶工艺对坭兴陶造型的限制,提升产品建模水平及拓展造型设计空间。现有的陶泥3d打印机已成功突破了传统制陶工艺对陶匠个人技艺要求高、耗时长、效率低等问题,从技术创新上实现了坭兴陶制陶工艺的便捷化。
3.陶泥3d打印是基于已有的3d打印技术,以数字建模文件为基础,将计算机内的三维建模数据文件转换为打印路径数据代码,计算机根据打印路径数据控制驱动机构的运动,驱动机构带动挤出喷头运动,喷头将陶泥膏从喷嘴挤出形成泥丝,层层自动粘结叠加成为三维陶坯品的一种技术。目前,用于陶器增材制造的3d打印技术中,采用的陶泥原料是事先调配好的,通常用固定比例的东泥与西泥二元泥料配膏,要达到适合增材制造所需的要求,即易挤出、有可塑性,为了能使泥膏顺利挤出,通常要用较多的水来调浆调膏,这样一来,水分较高的泥膏在挤出层叠时容易出现打印坍塌现象,这是第一个问题;另一个问题是,打印挤出喷嘴只有一条输料管连接原料筒,打印不同产器或同一产品的不同部分,需采用不同配比或不同类型的陶泥原料,如坯体底座需要具有较高支撑强度,而细小部分或体表需要较为细腻,棱角过渡则要求应力尽量少,显然固定配比的泥膏难以适应这些变化的需求,若要泥膏配比变化,就需要人工反复更换原料筒内的陶泥泥膏,使得无法实现打印工艺的连续性,这就严重影响了打印效率;若要保持打印的连续性,只能是一筒泥膏打到底,对不同打印件或同一打印件不同部位只能用固定配比的东泥与西泥打印材料了,这就无法兼顾打印细节要求及打印质量。
4.因此,单一配方或东泥与西泥比例固定的打印泥膏已经不能够满足高精度、高质量、高效率的打印需求。
5.基于此,本技术提出一种基于双泥膏的坭兴陶增材的挤出成型方法,以解决上述技术问题。
技术实现要素:
6.有鉴于此,本发明提供一种基于双泥膏的坭兴陶增材的挤出成型方法,以解决常规陶泥打印所出现的系列问题。
7.为了解决上述技术问题,本发明采用了如下的技术方案:
8.一种挤出成型装置,该装置包括初级气动挤出机构和次级机械挤出混膏机构;
9.所述初级气动挤出机构包括空气压缩机、高压气泵、高压空气管、二位三通气动阀、储膏筒和流量传感器;所述高压空气管的一端与所述空气压缩机连接,所述高压空气管的另一端与所述储膏筒的一端通过管道连接,所述高压空气管上设有所述高压气泵,所述储膏筒和所述空气压缩机之间设有二位三通气动阀;
10.所述次级机械挤出混膏机构包括泥膏存储腔,所述泥膏存储腔上开设有泥膏进膏口,所述泥膏存储腔上方设有步进电机和联轴器,所述泥膏存储腔下方连接泥膏挤出腔,所述泥膏挤出腔的一端与所述泥膏存储腔连通,所述泥膏挤出腔的另一端连接有一挤出喷嘴;所述泥膏存储腔内设有进膏螺杆和混膏螺杆,所述泥膏挤出腔内设有挤出螺杆,所述步进电机的输出轴通过所述联轴器与所述进膏螺杆、所述混膏螺杆和所述挤出螺杆连接;
11.所述泥膏进膏口通过管道与所述储膏筒连接,所述泥膏进膏口与所述储膏筒连接的管道上设有流量传感器,所述泥膏储膏筒中的泥膏通过所述泥膏进膏口送入所述泥膏存储腔内。
12.本发明中,进一步地,所述打印系统包括三维模型软件和控制器,所述三维模型软件与所述控制器连接,所述高压气泵、所述空气压缩机、所述二位三通气动阀、所述流量传感器、所述步进电机的输出轴分别与所述控制器连接。
13.本发明中,进一步地,所述储膏筒包括第一储膏筒和第二储膏筒,所述流量传感器包括第一流量传感器和第二流量传感器,所述泥膏进膏口包括第一泥膏进膏口和第二泥膏进膏口;所述第一储膏筒和所述第一泥膏进膏口通过管道连接,所述第一储膏筒和所述第一泥膏进膏口的连接管道上设有所述第一流量传感器;所述第二储膏筒和所述第二泥膏进膏口通过管道连接,所述第二储膏筒和所述第二泥膏进膏口的连接管道上设有所述第二流量传感器;所述第一储膏筒、所述第二储膏筒均与所述高压空气管连接,且所述二位三通气动阀位于所述连接处。
14.本发明中,进一步地,所述步进电机内设有控制转圈数的变频器,所述变频器与所述控制器连接。
15.本发明还提供一种基于双泥膏的坭兴陶增材的挤出成型方法,所述方法包括应用上述的挤出成型装置进行混膏和膏体挤出成型的步骤,具体为:
16.(1)泥膏的准备:泥膏包括第一泥膏和第二泥膏,所述第一泥膏为白泥与水混合得到的半流动膏状混合物;所述第二泥膏为紫红泥与水混合得到的半流动膏状混合物;
17.(2)放膏:将第一泥膏放入所述第一泥膏储膏筒,将第二泥膏放入所述第二泥膏储膏筒;
18.(3)打印:启动所述挤出成型装置,经挤出成型装置挤出成型,得到坭兴陶坯品;
19.(4)干燥、烧制:将步骤(3)得到的坭兴陶坯品进行自然阴干后,再进行烧制、打磨,即可得到所述双泥膏坭兴陶增材成品。
20.上述,第一泥膏和第二泥膏的质量比可调节。
21.本发明中,进一步地,所述第一泥膏的含水质量分数为18%-25%,所述第二泥膏含水质量分数为19%-29%。
22.综上所述,由于采用了上述技术方案,本发明至少包括以下有益效果:
23.1.本发明提出的挤出成型装置,即双泥膏双级挤出混膏装置,将增材制造过程所需的挤出功能与混膏打印功能串联起来,其中初级采用气动式挤出机构,利用空气压缩机为第一泥膏、第二泥膏二个大容量储膏筒中的泥膏挤出提供驱动力,无需停机更换储膏筒,可实现较大型坭兴陶器件的连续打印;次级采用机械混膏机构,在混膏机构中设置两个泥膏入口,利用步进电机及连轴器控制并带动螺杆螺旋进膏及混膏,使混膏过程更为有效,所混双泥膏更为细腻均匀,还能有效保证打印泥膏精确地从喷嘴中挤出,提高了打印的精度,节约了宝贵的坭兴陶泥料资源,使打印出的坭兴陶品质更佳,打印效率高。
24.2.本技术可实现大(泥膏容量)小(泥膏容量)结合,粗(快速粗略进膏)精(慢速精准混膏)结合,相辅相成,提高了坭兴陶增材制造挤出成型装置的装料效率、打印精度及打印效率;优点之二是实现了即时在线挤出混膏,其中的机械挤出混膏所用的螺杆挤出力道大、挤出顺畅、出膏量控制更精准,打印的产品品相上佳,打印精度高,打印过程不易坍塌,无需频繁返工效率高,打印喷嘴内的压缩弹簧在电磁线圈的通断电下将顶针抬起与放下,抬起时双泥膏从喷嘴挤出,放下时,双泥膏从喷嘴挤出停止。
25.3.本发明的挤出成型装置,能根据打印指令及时调整配比的双泥膏,使泥膏能保持良好的可挤出性,又具有较好的即时支撑性能,还能在打印时,让东泥、西泥比例可随不同打印件或同一打印件的不同部位对东泥、西泥特性不同的要求,通过改变东泥、西泥的配比,使之构成梯度功能复合材料,当配比不同时,泥料性能是不同的,这一特性满足所打印的坭兴陶不同部位具有相异性质的要求,使之变成梯度材料及梯度打印;在打印过程中当双泥膏比例要改变时,通过打印代码根据切片信息从第一泥膏储膏筒和第二泥膏储膏筒中调取适宜比例及质量的泥膏在混膏筒进行混膏,保证挤膏、混膏、打印的连续性、打印精度和成形质量,实现坭兴陶器件复杂结构梯度材料的精准挤出打印。实现较大型、异特型坭兴陶器件梯度渐变泥料的连续精准打印,减少泥料浪费,挤出成型的产品各部位质量符合设计要求,保证基座支撑力强、棱角过渡内应力小,不易开裂,精细面细腻光滑,有效提高挤出成型对于复杂器件的打印质量。
26.综上,采用本技术的挤出混膏装置,不仅可以打印单一泥膏的坭兴陶器,也可以成型两种泥膏材料,以及兼顾混合泥膏功能,同时对混合泥膏的比例进行动态调控,以满足成型多种不同坭兴陶器对陶泥的特殊需求。
附图说明
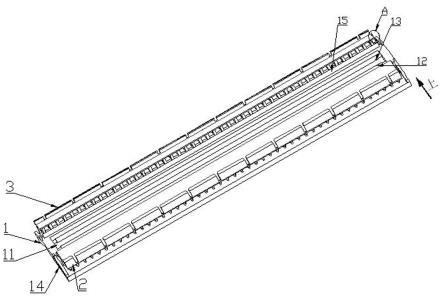
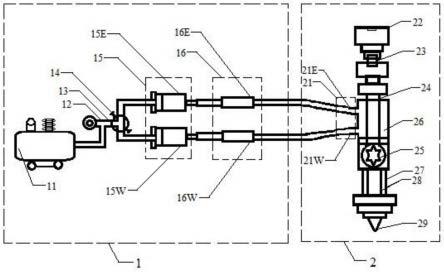
27.图1为本发明挤出成型装置的整体结构示意图;
28.主要元件符号说明
29.图中:1、初级气动挤出机构;11、空气压缩机;12、高压气泵;13、高压空气管;14、二位三通气动阀;15、储膏筒;15e、第一泥膏储膏筒;15w、第二泥膏储膏筒;16、泥膏流量传感器;16e、第一流量传感器;16w、第二流量传感器;2、次级机械挤出混膏机构;21、泥膏进膏管;21e、第一泥膏进膏口;21w、第二泥膏进膏口;22、步进电机;23、联轴器;24、进膏螺杆;25、混膏螺杆;26、泥膏存储腔;27、泥膏挤出腔;28、挤出螺杆;29、挤出喷嘴。
30.如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
31.下面的实施例可以帮助本领域的技术人员更全面地理解本发明,但不可以以任何方式限制本发明。
32.实施例1:
33.如图1所示,本实施例提供一种挤出成型装置,包括初级气动挤出机构、次级机械挤出混膏机构以及打印系统;
34.具体的,所述初级气动挤出机构包括空气压缩机、高压气泵、高压空气管、二位三通气动阀、储膏筒和流量传感器;所述高压空气管的一端与所述空气压缩机连接,所述高压空气管的另一端与所述储膏筒的一端通过管道连接,所述高压空气管上设有所述高压气泵,所述储膏筒和所述空气压缩机之间设有二位三通气动阀;
35.所述次级机械挤出混膏机构包括泥膏存储腔,所述泥膏存储腔上开设有泥膏进膏口,所述泥膏存储腔上方设有步进电机和联轴器,所述泥膏存储腔下方连接泥膏挤出腔,所述泥膏挤出腔的一端与所述泥膏存储腔连通,所述泥膏挤出腔的另一端连接有一挤出喷嘴;所述泥膏存储腔内设有进膏螺杆和混膏螺杆,所述泥膏挤出腔内设有挤出螺杆,所述步进电机的输出轴通过所述联轴器与所述进膏螺杆、所述混膏螺杆和所述挤出螺杆连接;
36.所述泥膏进膏口通过管道与所述储膏筒连接,所述泥膏进膏口与所述储膏筒连接的管道上设有流量传感器,所述泥膏储膏筒中的泥膏通过所述泥膏进膏口送入所述泥膏存储腔内;进一步的,所述储膏筒包括第一储膏筒和第二储膏筒,所述流量传感器包括第一流量传感器和第二流量传感器,所述泥膏进膏口包括第一泥膏进膏口和第二泥膏进膏口;所述第一储膏筒和所述第一泥膏进膏口通过管道连接,所述第一储膏筒和所述第一泥膏进膏口的连接管道上设有所述第一流量传感器;所述第一流量传感器用于测定从所述第一储膏筒进入所述第一泥膏进膏口的泥膏的流量;所述第二储膏筒和所述第二泥膏进膏口通过管道连接,所述第二储膏筒和所述第二泥膏进膏口的连接管道上设有所述第二流量传感器;所述第二流量传感器用于测定从所述第二储膏筒进入所述第二泥膏进膏口的泥膏的流量;所述第一储膏筒、所述第二储膏筒均与所述高压空气管连接,且所述二位三通气动阀位于所述连接处;
37.所述打印系统包括三维模型软件和控制器,所述三维模型软件与所述控制器连接,所述高压气泵、所述空气压缩机、所述二位三通气动阀、所述第一流量传感器、所述第二流量传感器、所述步进电机的输出轴分别与所述控制器电连接;所述步进电机内设有控制转圈数的变频器,所述变频器与所述控制器电连接。
38.具体的,所述三维模型软件可存储打印特征和向控制器输出打印指令(打印g代码),使得控制器根据打印指令控制相应的结构进行相应的操作;比如:所述流量传感器(包括第一流量传感器和第二流量传感器)将测定到的流量值发送至所述控制器,所述控制器与所述打印指令进行比对,从而控制所述二位三通气动阀、所述高压气泵进行相应的操作;
39.使用时,控制器根据打印指令控制适宜配比的双泥膏混匀并送入所述泥膏挤出腔内,所述泥膏挤出腔内包括压缩弹簧和电磁线圈,所述电磁线圈与所述控制器电连接,所述泥膏挤出腔内装的所述压缩弹簧在所述电磁线圈(控制器根据指令控制其通/断电)的通断
电下将喷嘴内的顶针顶起或压下,顶针顶起时泥膏从喷嘴挤出,顶针压下时喷嘴封闭,泥膏停止从喷嘴挤出,所述喷嘴打印出坭兴陶坯品在所述的打印平台上,从而得到挤出成型的坭兴陶坯品。
40.通过三维模型软件,在需梯度打印(即调节双泥膏比例)的横截面,添加到切片特征数据内,得到量化数据,通过量化数据添加到切片特征数据内,确定该层适宜的双泥膏质量,以及其中双泥膏质量比;通过三维模型软件,筛除出实体三维模型中不需要梯度变化的双泥膏切片特征,并标记为用固定比例双泥膏进行挤出混膏处理,以便能够有效去除实体三维模型中不需要梯度打印的切片截面轮廓数据(x轴、y轴、z轴上的坐标参数)。通过三维模型软件,对梯度打印特征器件部位的固定轮廓数据进行匹配,所述匹配为对固定轮廓数据的x轴、y轴、z轴的坐标参数的配合,所述匹配结果包括匹配、不匹配。所述匹配结果为匹配,挤出打印按固定的双泥膏配比进行挤出混膏打印;所述匹配结果为不匹配时,挤出打印按该切片层所需的双泥膏配比调整挤出混膏打印。具体的实现方式是通过控制器控制相应的元件进行操作。
41.实施例2:
42.本实施例提供一种基于双泥膏的坭兴陶增材的挤出成型方法,是应用实施例1所述的挤出成型装置进行打印的步骤,具体包括以下步骤:
43.(1)泥膏的准备:泥膏包括第一泥膏和第二泥膏,所述第一泥膏为白泥与水混合得到的半流动膏状混合物;所述第二泥膏为紫红泥与水混合得到的半流动膏状混合物;其中,所述第一泥膏的含水质量分数为18%,所述第二泥膏含水质量分数为19%;
44.(2)放膏:将第一泥膏放入所述第一泥膏储膏筒,将第二泥膏放入所述第二泥膏储膏筒;
45.(3)打印:启动所述挤出成型装置,经挤出成型装置挤出成型,得到坭兴陶坯品;
46.(4)干燥、烧制:将步骤(3)得到的坭兴陶坯品进行自然阴干后,再进行烧制、打磨,即可得到所述双泥膏坭兴陶增材成品。
47.实施例3:
48.本实施例提供一种基于双泥膏的坭兴陶增材的挤出成型方法,是应用实施例1所述的挤出成型装置进行打印的步骤,具体包括以下步骤:
49.(1)泥膏的准备:泥膏包括第一泥膏和第二泥膏,所述第一泥膏为白泥与水混合得到的半流动膏状混合物;所述第二泥膏为紫红泥与水混合得到的半流动膏状混合物;其中,所述第一泥膏的含水质量分数为22%,所述第二泥膏含水质量分数为24%;
50.(2)放膏:将第一泥膏放入所述第一泥膏储膏筒,将第二泥膏放入所述第二泥膏储膏筒;
51.(3)打印:启动所述挤出成型装置,经挤出成型装置挤出成型,得到坭兴陶坯品;
52.(4)干燥、烧制:将步骤(3)得到的坭兴陶坯品进行自然阴干后,再进行烧制、打磨,即可得到所述双泥膏坭兴陶增材成品。
53.实施例4:
54.本实施例提供一种基于双泥膏的坭兴陶增材的挤出成型方法,是应用实施例1所述的挤出成型装置进行打印的步骤,具体包括以下步骤:
55.(1)泥膏的准备:泥膏包括第一泥膏和第二泥膏,所述第一泥膏为白泥与水混合得
到的半流动膏状混合物;所述第二泥膏为紫红泥与水混合得到的半流动膏状混合物;其中,所述第一泥膏的含水质量分数为25%,所述第二泥膏含水质量分数为29%;
56.(2)放膏:将第一泥膏放入所述第一泥膏储膏筒,将第二泥膏放入所述第二泥膏储膏筒;
57.(3)打印:启动所述挤出成型装置,经挤出成型装置挤出成型,得到坭兴陶坯品;
58.(4)干燥、烧制:将步骤(3)得到的坭兴陶坯品进行自然阴干后,再进行烧制、打磨,即可得到所述双泥膏坭兴陶增材成品。
59.上述实施例2-4中的第一泥膏和第二泥膏的质量比可调,上述实施例中应用的是第一泥膏:第二泥膏=3.0:7.0、第一泥膏:第二泥膏=6.0:4.0或第一泥膏:第二泥膏=5.5:4.5。
60.对比例1
61.本对比例提供一种基于双泥膏的坭兴陶增材的挤出成型方法,采用双泥膏按固定质量比进行单级气动挤出打印,其中,第一泥膏和第二泥膏的质量比为1:1,第一泥膏和第二泥膏的含水质量百分数同实施例2。
62.对比例2
63.本对比例提供一种基于双泥膏的坭兴陶增材的挤出成型方法,采用双泥膏按固定质量比进行单级机械挤出打印,其中,第一泥膏和第二泥膏的质量比为1:1,第一泥膏和第二泥膏的含水质量百分数同实施例3。
64.对比例3:
65.本对比例与实施例4的区别仅在于,所述第一泥膏的含水质量百分数为28%,所述第二泥膏的含水百分数为31%。
66.对比例4:
67.本对比例与实施例4的区别仅在于,所述第一泥膏的含水质量百分数为16%,所述第二泥膏的含水百分数为17%。
68.性能测试:
69.将上述实施例2-4、对比例1-4所述的方式获得的不同配比泥膏进行性能测试,首先测试流动度、挤出性和建造性:
70.1.流动度检测。采用zs-15型水泥胶砂流动度测定仪,按gb/t2419-2005《水泥胶砂流动度测定方法》对不同配方泥膏在室温下的流动度进行测试。
71.2.挤出性测试。采用喷嘴内径为0.5mm,压缩气体压力为0.3mpa的挤出式陶泥3d打印机,对不同泥膏进行挤出性能测试,能连续、不间断、无堵塞地打印出长度为150mm的细丝为通过挤出性测试,否则为不通过。
72.3.建造性测试。采用喷嘴内径为0.5mm,压缩气体压力为0.4mpa的挤出式陶泥3d打印机,对不同泥膏进行垂直方向层叠堆积,若能垂直打印40层无中断、无坍塌,所得打印坯条高宽比达到40:1,则泥膏通过建造性测试,否则为不通过。
73.测试结果如表1所示:
74.表1各组性能测试结果
[0075][0076][0077]
接着继续进行打印效果测试:
[0078]
将上述几组获得的坭兴陶增材坯品和坯品经过干燥、烧制后所得的坭兴陶增材成品的质量进行对比,每组均制作30个坯品,通过肉眼观察干燥后坯品样品的外观、以及烧制后所得最终坭兴陶增材产品的外观,评判坯品、烧成后的珍品率。结果如表2所示:
[0079]
表2各组坭兴陶双泥膏成型制品性能对比
[0080][0081]
从表1-2的结果可知,本发明的基于双泥膏双级挤出打印工艺,其挤出成型所得坯品,采用常规坭兴陶烧成工艺烧制后,所得产品的成品率、珍品率均在80%以上,而只是采用单级气动挤出成型的对比例1,所得坯品的成品率仅为55%,坯品在挤出成型时就存在一定的缺陷,烧成后所得产品的珍品率也较低,仅达15%。而若采用不同湿度(含水质量百分数)的泥膏,如对比例3-对比例4,也达不到本技术的技术效果,甚至挤出性和建造性不能通过。只采用单级机械挤出成型的对比例2,所得坯品的成品率虽然较高(75%),坯品烧成后所得产品的珍品率仍然较低,仅34%,且打印同样数量的较为大型的坯品,单级机械挤出成型因需要反复添加泥膏,所耗时间是本发明双级挤出成型工艺的2倍以上。而改变泥膏湿度的对比例3和对比例4,其成品率和珍品率均低于本发明实施例2-4所得的坭兴陶增材坯品和成品。
[0082]
综上可知,本发明的基于双泥膏的双级挤出混膏增材制造的挤出打印方法,对提高坭兴陶增材制造产品的成品率、珍品率及打印效率,是必不可少的、不可或缺的,具有不可替代性。
[0083]
虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。