技术特征:
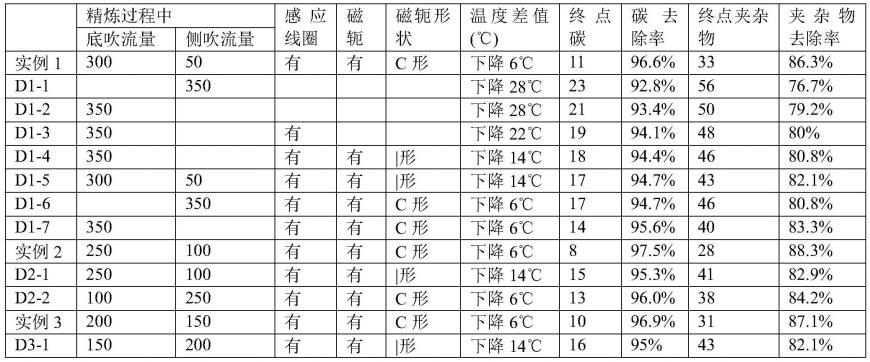
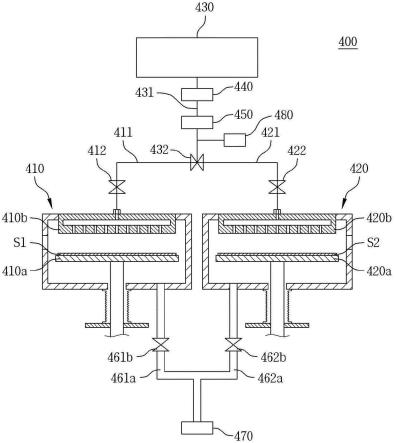
1.一种多功能感应加热rh精炼装置,其特征在于,包括真空室、感应加热装置,浸渍管和钢包;其中:所述的浸渍管下方插入到钢包内,上方连接真空室;所述的感应加热装置包括匝间填料、感应线圈和c字型软磁材料;c字型软磁材料包裹感应线圈,感应加热装置设置于真空室和/或浸渍管外周。2.根据权利要求1所述的多功能感应加热rh精炼装置,其特征在于,所述的钢包内盛装钢液,所述的浸渍管插入到钢包内的钢液液面下方,所述的浸渍管侧壁设有侧吹喷嘴,底部设有底吹喷嘴,所述侧吹喷嘴位于感应加热装置的下方,并位于钢液液面上方。3.根据权利要求1所述的多功能感应加热rh精炼装置,其特征在于,所述的感应线圈材料为铜基合金,所述的感应加热装置连接有水冷或风冷装置,所述的感应线圈缠绕于浸渍管上端外周、真空室下端外周、或浸渍管上端外周与真空室下端外周同时设置;感应线圈匝间空隙采用匝间填料填充。4.根据权利要求1所述的多功能感应加热rh精炼装置,其特征在于,所述的多功能感应加热rh精炼装置外壁设有钢壳,所述的感应加热装置由钢壳固定在真空室和/或浸渍管外周,钢壳上部延伸至真空室,钢壳下部向c字型软磁材料底部延伸至浸渍管,对整个感应加热装置形成支撑;所述感应加热装置与真空室和浸渍管为一体式结构,所述的浸渍管设置数量为一根或者多根,所述的钢包底部连接结晶器,所述的真空室连接真空泵。5.一种多功能感应加热rh精炼方法,其特征在于,采用权利要求1-4任一项所述的多功能感应加热rh精炼装置,步骤如下:(1)钢包运行过程中,由底吹喷嘴向钢液内吹入氩气,排开钢包顶渣;(2)对浸渍管与真空室进行烘烤,并保持烘烤状态,利用钢包升降装置提升钢包,将浸渍管插入钢包内的底吹喷嘴上方;(3)真空泵将真空室内抽真空后,进行rh精炼;(4)在rh精炼过程中,采用侧吹喷嘴向浸渍管钢液中喷吹氩气,同时采用底吹喷嘴向钢包钢液中喷吹氩气,侧吹氩气的流速为50~300nl/min,底吹氩气的流速为100~400nl/min;(5)对精炼钢液温度进行动态监测,根据需要进行动态补热,以保证精炼钢液温度保持在出rh钢液温度范围内;(6)精炼15-30min,完成精炼,获得精炼后钢液。6.根据权利要求5所述的多功能感应加热rh精炼方法,所述的步骤(1)中,初始底吹氩气的流速为200~500nl/min;钢液中碳含量为210-820ppm,夹杂物含量为120-780ppm。7.根据权利要求5所述的多功能感应加热rh精炼方法,所述的步骤(2)中,进入rh钢液温度高出钢种液相线温度45-80℃;所述的步骤(4)中,侧部氩气与底部氩气同时喷吹,rh精炼开始前5-6min,开始喷吹氩气。8.根据权利要求5所述的多功能感应加热rh精炼方法,所述的步骤(5)中,出rh钢液温度高出钢种液相线温度45-70℃;所述的步骤(5)中,通过启动感应加热装置进行动态补热,感应加热电流频率为10-500hz,功率为10000kw-100000kw,加热时间为1-30min。9.根据权利要求5所述的多功能感应加热rh精炼方法,所述的步骤(6)中,精炼后钢液中碳含量为8-11ppm,脱碳率达到96.6%-97.5%;夹杂物含量为28-33ppm,去除率达到
86.3%-88.3%。10.根据权利要求5所述的多功能感应加热rh精炼方法,所述的方法中,出rh钢液温度与进入rh钢液温度差值为0-10℃。
技术总结
本发明的一种多功能感应加热RH精炼装置及方法,属于冶金技术领域。装置包括真空室、感应加热装置、浸渍管和钢包。浸渍管侧壁设有侧吹喷嘴,钢包底部设有底吹喷嘴,浸渍管下方插入钢包液面下,上方连接真空室;感应线圈缠绕在浸渍管外围;C字型软磁材料包裹感应线圈;侧吹喷嘴与底吹喷嘴通过钢包底部向钢液中喷吹氩气,并在真空精炼过程中进行特定的氩气底部与侧部复合喷吹。此装置采用电磁加热方法实现RH真空精炼过程中钢液温度补偿,采用氩气喷吹实现RH真空精炼装置的多功能化,且有助于脱磷、脱硫,同时提高夹杂物去除率,缩短精炼时间,适用于合金加入量大的钢种。适用于合金加入量大的钢种。
技术研发人员:雷洪 吕璞 张晗 陈士富 丁长友 赵岩
受保护的技术使用者:东北大学
技术研发日:2022.05.31
技术公布日:2022/8/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。