1.本技术涉及喷涂装置的领域,尤其是涉及一种特氟龙喷涂装置。
背景技术:
2.特氟龙一般指聚四氟乙烯,俗称“塑料王”,是一种以四氟乙烯作为单体聚合制得的高分子聚合物,具有抗酸抗碱等特性,所以常将特氟龙喷涂在金属工件上,起到防锈的效果。
3.目前在对金属工件进行喷涂特氟龙涂层时,工作人员首先会将金属工件放置于喷涂台上,再将喷涂枪对金属工件待喷涂区域进行均匀喷射。工作人员常采用喷涂枪将特氟龙对金属工件待喷涂区域进行喷射。
4.针对上述中的相关技术,发明人认为通常对金属工件需要多面喷涂,工作人员在喷涂过程中喷涂完一面后需要手动将金属工件进行翻转再进行喷涂,碰到金属工件体积较大的情况时,人工劳动强度较大,喷涂效率较低。
技术实现要素:
5.为了提高喷涂效率,本技术提供一种特氟龙喷涂装置
6.本技术提供的一种特氟龙喷涂装置采用如下的技术方案:
7.一种特氟龙喷涂装置,包括机台、喷涂框架、用于喷涂金属工件的喷涂机构、用于夹持金属工件的夹持机构以及用于翻转喷涂框架的翻转机构,所述喷涂框架通过所述翻转机构设置于所述机台上,所述喷涂机构设置于所述机台上,且喷涂方向与所述喷涂框架正对,所述夹持机构设置于所述喷涂框架上。
8.通过采用上述技术方案,在对金属工件进行喷涂时,工作人员将待喷涂的金属工件放置于喷涂框架内,启动夹持机构将待喷涂的金属工件进行夹紧,再启动喷涂机构对喷涂框架上的金属工件进行均匀喷涂,待金属工件一面喷涂完后,关闭喷涂机构停止喷涂,再启动翻转机构对喷涂框架进行翻转,喷涂框架翻转的同时带动金属工件翻转,待翻转完后再次启动喷涂机构进行喷涂,能够对金属工件多面进行喷涂,且不用工作人员手动进行翻转,减少了工作人员的劳动强度,提高了对金属工件喷涂的效率。
9.可选的,所述机台包括支撑座、升降座以及用于调整升降座高度的升降件,所述升降座通过所述升降件设置于所述支撑座上,所述升降件的驱动方向沿所述支撑座高度方向设置,所述喷涂框架通过所述翻转机构设置于所述支撑座上,所述喷涂机构设置于所述升降座上。
10.通过采用上述技术方案,在对金属工件进行喷涂时,能够根据金属工件大小以及需要喷涂的厚度对升降座的高度进行调节,从而调节喷涂机构与金属工件之间的距离,使得喷涂精度更高,喷涂质量更佳,同时还提升了喷涂装置的适用性。
11.可选的,所述喷涂机构包括喷涂头以及供料组件,所述喷涂头设置于所述升降座上,所述喷涂头的出料口朝向所述喷涂框架,所述供料组件包括供料箱、输料软管以及输料
泵,所述供料箱以及输料泵均设置于所述升降座上,所述供料箱与输料泵的输入端通过输料软管连通,所述输料泵的输出端与所述喷涂头也通过所述输料软管连通。
12.通过采用上述技术方案,工作人员将特氟龙涂料装至于供料箱内,在对金属工件进行喷涂时,输料泵将特氟龙涂料通过输料软管抽至喷涂头上,在输料泵的作用下,特氟龙涂料从喷涂头均匀扩散喷射到金属工件上,通过喷涂头与供料组件的相互配合,能够对喷涂框架上的金属工件进行均匀喷涂。
13.可选的,所述喷涂机构还包括有用于驱动喷涂头沿喷涂框架长度方向往复移动的驱动件,所述驱动件设置为无杆气缸,所述无杆气缸设置于所述升降座上,所述无杆气缸的滑块驱动方向沿所述喷涂框架长度方向设置,所述喷涂头设置于所述无杆气缸的滑块靠近所述喷涂框架的一端。
14.通过采用上述技术方案,在遇到需要喷涂较大的金属工件时,启动无杆气缸,无杆气缸的滑块沿喷涂框架长度方向往复运动,进而带动喷涂头沿喷涂框架长度方向往复运动,增大了喷涂装置的喷涂范围。
15.可选的,所述喷涂机构还包括用于驱动喷涂头沿喷涂框架宽度方向往复摆动的摆动组件,所述摆动组件包括第一伸缩气缸以及摆动杆,所述第一伸缩气缸的固定端与所述无杆气缸的滑块靠近喷涂框架的一端铰接,另一端与所述摆动杆中部铰接,所述摆动杆远离所述喷涂框架的一端与无杆气缸的滑块靠近喷涂框架的一端铰接,所述喷涂头设置于所述摆动杆靠近喷涂框架的一端上。
16.通过采用上述技术方案,在对金属工件喷涂的过程中,启动第一伸缩气缸,第一伸缩气缸进行伸缩,进而推动摆动杆在无杆气缸的滑块上进行摆动,摆动杆摆动的同时带动喷涂头进行摆动,进一步增大了喷涂头的喷涂范围,减少了喷涂死角,提高了喷涂质量。
17.可选的,所述夹持机构包括对称设置于所述翻转机构一相对侧壁的两组夹持组件,所述夹持组件包括第二伸缩气缸以及夹持板,所述第二伸缩气缸的固定端与所述翻转机构外侧壁固定连接,所述第二伸缩气缸的活塞端与所述夹持板固定连接,且两所述第二伸缩气缸能够同步运动。
18.通过采用上述技术方案,工作人员能够将待喷涂的金属工件放置与喷涂框架上,启动两第二伸缩气缸,第二伸缩气缸推动夹持板,待两夹持板将金属工件夹紧时,再调整喷涂头的位置对金属工件进行喷涂。通过第二伸缩气缸与夹持板的相互配合作用下,能够对不同大小的金属工件进行夹紧,提高了喷涂装置的实用性。
19.可选的,所述翻转机构包括两转轴以及一伺服电机,两所述转轴分别固设于所述喷涂框架另一相对侧壁上,所述伺服电机设置于所述机台上,所述伺服电机的输出端与一所述转轴远离喷涂框架的一端同轴固定连接,另一转轴远离喷涂框架的一端与所述机台转动连接。
20.通过采用上述技术方案,在对金属工件一面喷涂完后,启动伺服电机,伺服电机转动带动转轴转动,转轴转动带动喷涂框架转动,进而使得喷涂框架上的金属工件转动,能够实现对金属工件进行多面喷涂,减少了手工将金属工件进行翻转的情况,减少了人工劳动强度。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.1.在需要对金属工件进行喷涂时,工作人员将金属工件放置于喷涂框架上,启动
两第二伸缩气缸,两第二伸缩气缸推动夹持板对金属工件进行夹持,喷涂机构再对喷涂框架上的金属工件进行喷涂,待金属工件一面完成喷涂后,关闭喷涂机构停止喷涂,启动翻转机构将喷涂框架进行翻转,进而带动金属工件进行翻转,在启动喷涂机构进行喷涂,实现对金属工件多面喷涂,而且全程自动喷涂,减少了工作人员的劳动强度,提高了对金属工件喷涂的效率;
23.2.设置升降件与升降台,能够启动升降件对升降台的高度进行调整,进而能够调整喷涂头与待喷涂金属工件之间的距离,能够根据待喷涂金属工件的大小以及需要喷涂的厚度对喷涂头进行调整,提高了喷涂装置的适用性;
24.3.设置驱动件与摆动组件,在对金属工件进行喷涂时,驱动件能够驱动喷涂头沿喷涂框架长度方向往复移动,摆动组件能够控制喷涂头摆动,提升了喷涂装置的喷涂范围,提高了喷涂质量。
附图说明
25.图1是本技术实施例的第一视角整体结构示意图。
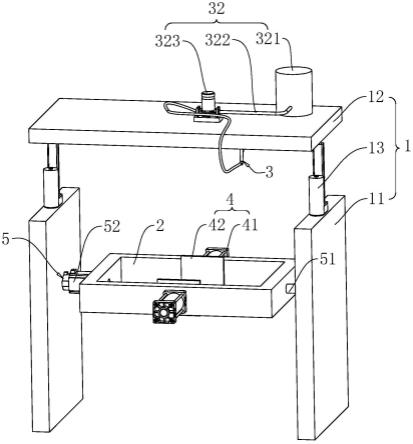
26.图2是本技术实施例的第二视角整体结构示意图。
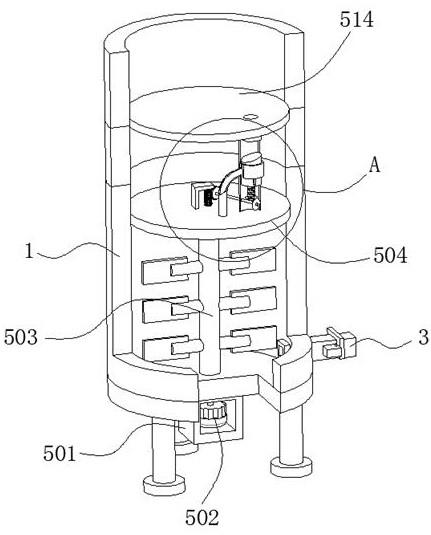
27.图3是图2中a部分的放大图。
28.附图标记:1、机台;11、支撑座;12、升降座;13、电动推杆;2、喷涂框架;3、喷涂机构;31、喷涂头;32、供料组件;321、供料箱;322、输料软管;323、输料泵;33、无杆气缸;34、摆动组件;341、第一伸缩气缸;342、摆动杆;4、夹持机构;41、第二伸缩气缸;42、夹持板;5、翻转机构;51、转轴;52、伺服电机。
具体实施方式
29.以下结合附图1-3对本技术作进一步详细说明。
30.本技术实施例公开一种特氟龙喷涂装置。
31.参照图1,一种特氟龙喷涂装置包括机台1、喷涂框架2、喷涂机构3、夹持机构4以及翻转机构5,喷涂框架2通过翻转机构5设置于机台1上,喷涂机构3设置于机台1上,且喷涂方向与喷涂框架2正对,夹持机构4设置于喷涂框架2上。
32.参照图1,机台1包括支撑座11、升降座12以及用于调整升降座12高度的升降件,支撑座11包括两平行设置的支撑板,两支撑板形状大小均相同,且垂直放置于地面上,升降座12两端通过升降件设置于两支撑板顶部,升降座12与地面平行设置。在本实施例中升降件设置为两组电动推杆13,两电动推杆13分别对应设置于两支撑板顶部,两组电动推杆13的结构以及连接方式均相同,且能够同步驱动,以其中一组举例说明,电动推杆13的固定端通过螺栓与对应的支撑板顶部固定,电动推杆13的输出端与支撑座11底部焊接,在其他实施例中升降件能够采用气缸、油缸以及液压缸等。
33.参照图2和图3,喷涂机构3包括喷涂头31、供料组件32、驱动件以及用于驱动喷涂头31沿喷涂框架2宽度方向来回摆动的摆动组件34。供料组件32包括供料箱321、输料软管322以及输料泵323,供料箱321以及输料泵323放置于支撑座11顶部,供料箱321与输料泵323的输入端通过输料软管322进行连通,输料泵323的输出端与喷涂头31也通过输料软管322进行连通。驱动件设置为无杆气缸33,无杆气缸33的滑块驱动方向沿喷涂框架2长度方
向设置,无杆气缸33的固定端通过螺栓固定于升降座12底部,喷涂头31通过摆动组件34设置于无杆气缸33的滑块靠近喷涂框架2的一端,喷涂头31的出料口朝向喷涂框架2。
34.参照图3,摆动组件34包括第一伸缩气缸341以及摆动杆342,第一伸缩气缸341的固定端通过铰链转动安装于无杆气缸33的滑块靠近喷涂框板的端壁上,摆动杆342也通过铰链转动安装于无杆气缸33的滑块靠近喷涂框板的端壁上,摆动杆342与无杆气缸33的滑块垂直设置,第一伸缩气缸341的活塞杆与摆动杆342中部通过铰链连接,喷涂头31螺纹安装于摆动杆342靠近喷涂框板的端壁上,第一伸缩气缸341能够推动摆动杆342沿喷涂框架2宽度方向进行摆动。
35.参照图1,夹持机构4包括对称设置于翻转机构5一相对侧壁的两组夹持组件,两组夹持组件结构以及连接方式均相同,以其中一组举例说明,夹持组件包括第二伸缩气缸41以及夹持板42,第二伸缩气缸41的固定端通过螺栓固定于翻转框板的外侧壁上,第二伸缩气缸41的活塞杆贯穿翻转框板的侧壁穿入翻转框板内,夹持板42靠近翻转框板的内侧壁一端与穿入翻转框板内的第二伸缩气缸41的活塞杆焊接,两个第二伸缩气缸41能够同步运动,将金属工件放置于翻转机构5中时,两第二伸缩气缸41能够同步推动夹持板42对金属工件进行夹持。
36.参照图1,翻转机构5包括两转轴51以及一伺服电机52,两转轴51分别焊接于喷涂框架2的另一对相对外侧壁上,伺服电机52通过螺栓固定于任一支撑板112靠近翻转机构5的侧壁上,伺服电机52的活塞杆与靠近伺服电机52的转轴51同轴焊接,远离伺服电机52的转轴51与远离伺服电机52的支撑板112通过轴承转动连接。
37.本技术实施例一种特氟龙喷涂装置的实施原理为:在需要对金属工件进行喷涂时,工作人员将待喷涂的金属工件放置于喷涂框架2上,同时启动两第二伸缩气缸41,两第二伸缩气缸41推动夹持板42对金属工件夹紧。待金属工件夹紧后,根据金属工件的体积大小以及需要喷涂的厚度调节升降座12的位置,调节完后启动输料泵323、无杆气缸33以及第一伸缩气缸341,特氟龙涂料受输料泵323的作用下通过输料管输送至喷涂头31内,喷涂头31在无杆气缸33的滑块的带动作用下,沿喷涂框架2长度方向均匀喷涂,同时第一伸缩气缸341往复伸缩带动摆动杆342摆动,进而带动喷涂头31沿喷涂框架2宽度方向来回摆动,对金属工件进行充分喷涂。待金属工件一面喷涂完后,关闭输料泵323、无杆气缸33以及第一伸缩气缸341,再启动伺服电机,伺服电机转动带动喷涂框架2转动,将金属工件翻转至另一需要喷涂的端面,再重复上述步骤继续喷涂,实现对金属工件进行高效全面喷涂。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。