1.本发明涉及管道除锈技术领域,特别涉及一种大型管件连接头螺纹部位自动化除锈设备。
背景技术:
2.管件是指在管道系统中起连接、控制、变向、分流、密封、支撑等作用的零部件的统称,管件之间的连接方式有焊接、螺纹连接和法兰管件等,管件主要起到输送和连通的作用。
3.大型管件在生产出来后通常无法及时被投入到市场而存在仓库,大型管件放置后经过自然因素影响易出现生锈的现象,在使用时需要对管件螺纹处的锈进行去除,现有的方法在对管件螺纹部进行除锈时,直接通过除锈设备对螺纹部进行除锈,此方法操作简单,但此方法只能对一种螺纹齿进行除锈,对不同类型的螺纹齿需要进行打磨头的更换或者对打磨设备进行更换,从而降低了除锈设备使用的灵活性。
技术实现要素:
4.要解决的技术问题:本发明提供的一种大型管件连接头螺纹部位自动化除锈设备,可以解决上述提到的管道螺纹部进行除锈时存在的问题。
5.技术方案:为了实现上述目的,本发明采用以下技术方案,一种大型管件连接头螺纹部位自动化除锈设备,包括放置座、滑动架、驱动电机、旋转板、打磨件和调节件,所述放置座呈t型结构,放置座竖直段滑动贯穿有滑动架,滑动架左端安装有驱动电机,驱动电机下端安装有电机板,电机板与放置座竖直段滑动贯穿配合,驱动电机的输出轴左端安装有旋转板,旋转板上对称开设有两个调节孔,调节孔内安装有打磨件,旋转板左端开设有圆形槽,圆形槽内连接有调节件。
6.所述打磨件包括安装在调节孔两端之间的导向杆,导向杆外表面套设有升降板,升降板从左至右依次开设有矩形通孔和滑动通孔,滑动通孔与导向杆滑动配合,矩形通孔左孔壁上螺纹连接有调节螺杆,调节螺杆左端转动连接有连接机构,连接机构呈u型结构,连接机构与升降板滑动连接,连接机构左端安装有连接块,连接块左右两端面上均上下对称安装有两个打磨板,连接块上下两端对称开设有滑动槽,滑动槽内连接有端磨机构,端磨机构外侧左右对称设置有两个除锈机构,除锈机构与连接块转动连接,两个所述除锈机构之间前后对称安装有两个连接弹簧,升降板靠近调节件的一端安装有定位杆,定位杆呈l型结构。
7.所述端磨机构包括插接在所述滑动槽内的调节杆,调节杆上开设有多个均匀分布的限位孔,滑动槽槽壁上开设有插接孔,插接孔内插接有限位板,限位板与限位孔插接配合,调节杆远离连接块的一端左右对称安装有两个u型杆,两个所述u型杆之间共同安装有矩形框,矩形框远离调节杆的一端安装有端磨块,矩形框靠近调节杆的框壁上螺纹贯穿有转动螺杆,转动螺杆远离调节杆的一端转动连接有调节块,调节块左右两端转动连接有牵
引杆,牵引杆远离调节块的一端转动连接有l型板,l型板水平段与端磨块滑动配合,l型板远离端磨块的一端安装有转动架,转动架呈u型结构,转动架两侧壁之间转动连接有贴合板,贴合板与l型板竖直段之间安装有顶紧弹簧。
8.作为本发明的一种优选技术方案,所述除锈机构包括转动连接在连接块上的除锈板,除锈板靠近调节杆的一端安装有弧形杆,连接块上靠近打磨板处开设有弧形通孔,弧形杆与弧形通孔滑动配合,弧形杆远离除锈板的一端连接有定位链珠,定位链珠与弧形通孔滑动配合,弧形通孔远离调节杆的一端处前后对称设置有两个导轨框,导轨框与连接块固定连接,前后两个导轨框之间滑动连接有卡位板,卡位板上前后对称开设有圆形孔,卡位板靠近打磨板的一端中部开设有放置开口,导轨框上螺纹贯穿有锁紧螺杆,锁紧螺杆与圆形孔滑动配合。
9.作为本发明的一种优选技术方案,所述调节件包括转动连接在所述圆形槽右槽壁上的转动柱,转动柱左端安装有调节转板,调节转板左端面上下对称安装有多个均匀分布的u型连框,调节转板左方设置有定位板,定位板与旋转板固定连接,定位板上滑动贯穿有u型撑杆,u型撑杆两侧杆与调节转板滑动贯穿配合。
10.作为本发明的一种优选技术方案,所述滑动架包括滑动贯穿在所述放置座竖直段上的矩形滑杆,矩形滑杆远离驱动电机的一端安装有限位方板。
11.作为本发明的一种优选技术方案,所述定位链珠包括放置在弧形通孔内的多个定位珠,定位珠上开设有放绳槽,放绳槽内固定连接有连接绳,相邻的定位珠之间通过连接绳连接,靠近弧形杆的连接绳与弧形杆固定连接。
12.作为本发明的一种优选技术方案,所述连接机构包括转动连接在所述调节螺杆左端的连接框,连接框与升降板滑动连接,连接框左端开设有拨动槽,拨动槽内转动连接有拨动板,拨动板前后两端与拨动槽之间均安装有复位弹簧。
13.作为本发明的一种优选技术方案,所述除锈板远离连接块的一端设置有斜面,斜面与贴合板紧贴。
14.作为本发明的一种优选技术方案,所述限位板外表面套设有橡胶套。
15.有益效果:1.本发明提供的一种大型管件连接头螺纹部位自动化除锈设备所采用的打磨件可以在一定范围内进行调节,从而实现在同一设备上对不同类型的螺纹齿进行除锈的功能,提高了设备使用的灵活性。
16.2.本发明提供的一种大型管件连接头螺纹部位自动化除锈设备所采用的打磨件与调节件配合可以对不同尺寸的管道螺纹部进行除锈,从而提高了设备的使用场合,增加了设备的适用性。
17.3.本发明提供的一种大型管件连接头螺纹部位自动化除锈设备可以在一个设备上对管道内壁的螺纹齿和管道外壁的螺纹齿进行除锈处理,减少对不同位置的螺纹齿进行除锈所需更换设备的步骤,提高了管道除锈的效率。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
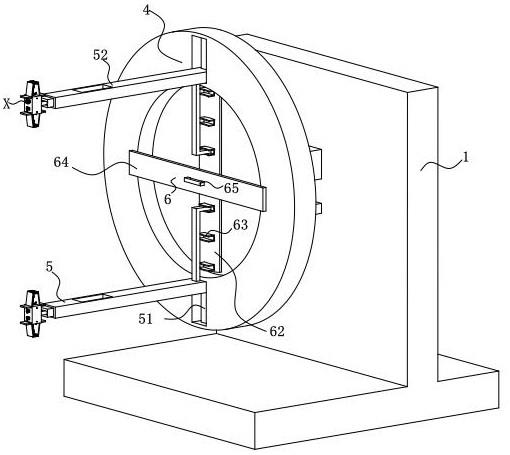
19.图1是本发明的第一视角立体结构示意图。
20.图2是本发明的主视图。
21.图3是本发明的左视图。
22.图4是本发明图3中a-a的剖视图。
23.图5是本发明图连接块、打磨板、端磨机构、除锈机构和连接弹簧之间的剖视图。
24.图6是本发明升降板、调节螺杆和连接机构之间的剖视图。
25.图7是本发明图5中n处的放大图。
26.图8是本发明图1中x处的放大图。
27.图9是本发明对管件内螺纹部进行除锈的工作状态示意图。
28.图中:1、放置座;2、滑动架;21、矩形滑杆;22、限位方板;3、驱动电机;4、旋转板;5、打磨件;51、导向杆;52、升降板;53、调节螺杆;54、连接机构;541、连接框;542、拨动板;543、复位弹簧;55、连接块;56、打磨板;57、端磨机构;571、调节杆;572、限位板;573、u型杆;574、矩形框;575、端磨块;576、转动螺杆;577、调节块;578、牵引杆;579、l型板;570、转动架;5701、贴合板;5702、顶紧弹簧;58、除锈机构;581、除锈板;582、弧形杆;583、定位链珠;5831、定位珠;5832、连接绳;584、导轨框;585、卡位板;586、锁紧螺杆;59、连接弹簧;50、定位杆;6、调节件;61、转动柱;62、调节转板;63、u型连框;64、定位板;65、u型撑杆。
具体实施方式
29.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
30.参阅图1-图3,一种大型管件连接头螺纹部位自动化除锈设备,包括放置座1、滑动架2、驱动电机3、旋转板4、打磨件5和调节件6,所述放置座1呈t型结构,放置座1竖直段滑动贯穿有滑动架2,滑动架2左端安装有驱动电机3,驱动电机3下端安装有电机板,电机板与放置座1竖直段滑动贯穿配合,驱动电机3的输出轴左端安装有旋转板4,旋转板4上对称开设有两个调节孔,调节孔内安装有打磨件5,旋转板4左端开设有圆形槽,圆形槽内连接有调节件6。
31.参阅图4和图5,所述打磨件5包括安装在调节孔两端之间的导向杆51,导向杆51外表面套设有升降板52,升降板52从左至右依次开设有矩形通孔和滑动通孔,滑动通孔与导向杆51滑动配合,矩形通孔左孔壁上螺纹连接有调节螺杆53,调节螺杆53左端转动连接有连接机构54,连接机构54呈u型结构,连接机构54与升降板52滑动连接,连接机构54左端安装有连接块55,连接块55左右两端面上均上下对称安装有两个打磨板56,连接块55上下两端对称开设有滑动槽,滑动槽内连接有端磨机构57,端磨机构57外侧左右对称设置有两个除锈机构58,除锈机构58与连接块55转动连接,两个所述除锈机构58之间前后对称安装有两个连接弹簧59,升降板52靠近调节件6的一端安装有定位杆50,定位杆50呈l型结构。
32.参阅图4,所述调节件6包括转动连接在所述圆形槽右槽壁上的转动柱61,转动柱61左端安装有调节转板62,调节转板62左端面上下对称安装有多个均匀分布的u型连框63,调节转板62左方设置有定位板64,定位板64与旋转板4固定连接,定位板64上滑动贯穿有u型撑杆65,u型撑杆65两侧杆与调节转板62滑动贯穿配合。
33.参阅图4、图5和图9,具体工作时,人工将所需除锈的管道放置在两个导向杆51处,并通过现有的夹持架对管道进行夹紧限位,根据所需除锈钢管的直径,人工调节两个定位杆50之间的间距,然后将调节转板62上的u型连框63与相应的定位杆50插接,再将u型撑杆
65贯穿定位板64与调节转板62插接,从而对两个定位杆50之间的间距进行固定,进一步对两个导向杆51之间的间距进行限位,之后根据螺纹之间的间距,人工调节除锈机构58和端磨机构57的宽度,使得除锈机构58和端磨机构57紧贴螺纹表面,之后转动两个调节螺杆53,调节螺杆53通过连接机构54带动连接块55移动,从而改变两个连接块55横向之间的间距,确保除锈机构58和端磨机构57在螺纹齿内能够转动。
34.参阅图5和图7,所述端磨机构57包括插接在所述滑动槽内的调节杆571,调节杆571上开设有多个均匀分布的限位孔,滑动槽槽壁上开设有插接孔,插接孔内插接有限位板572,限位板572与限位孔插接配合,调节杆571远离连接块55的一端左右对称安装有两个u型杆573,两个所述u型杆573之间共同安装有矩形框574,矩形框574远离调节杆571的一端安装有端磨块575,矩形框574靠近调节杆571的框壁上螺纹贯穿有转动螺杆576,转动螺杆576远离调节杆571的一端转动连接有调节块577,调节块577左右两端转动连接有牵引杆578,牵引杆578远离调节块577的一端转动连接有l型板579,l型板579水平段与端磨块575滑动配合,l型板579远离端磨块575的一端安装有转动架570,转动架570呈u型结构,转动架570两侧壁之间转动连接有贴合板5701,贴合板5701与l型板579竖直段之间安装有顶紧弹簧5702,限位板572外表面套设有橡胶套。
35.参阅图5和图8,所述除锈机构58包括转动连接在连接块55上的除锈板581,除锈板581靠近调节杆571的一端安装有弧形杆582,连接块55上靠近打磨板56处开设有弧形通孔,弧形杆582与弧形通孔滑动配合,弧形杆582远离除锈板581的一端连接有定位链珠583,定位链珠583与弧形通孔滑动配合,弧形通孔远离调节杆571的一端处前后对称设置有两个导轨框584,导轨框584与连接块55固定连接,前后两个导轨框584之间滑动连接有卡位板585,卡位板585上前后对称开设有圆形孔,卡位板585靠近打磨板56的一端中部开设有放置开口,导轨框584上螺纹贯穿有锁紧螺杆586,锁紧螺杆586与圆形孔滑动配合,除锈板581远离连接块55的一端设置有斜面,斜面与贴合板5701紧贴。
36.参阅图8,所述定位链珠583包括放置在弧形通孔内的多个定位珠5831,定位珠5831上开设有放绳槽,放绳槽内固定连接有连接绳5832,相邻的定位珠5831之间通过连接绳5832连接,靠近弧形杆582的连接绳5832与弧形杆582固定连接。
37.参阅图5、图7和图8,具体工作时,打磨板56、除锈板581、端磨块575、l型板579和转动架570上都设置有打磨模块,连接块55上下两端都设置有除锈机构58和端磨机构57,可以对管道内壁的螺纹和管道外壁的螺纹进行除锈处理,根据所需除锈螺纹的间距,人工旋转转动螺杆576,转动螺杆576通过调节块577带动牵引杆578进行移动,从而带动l型板579进行移动,l型板579通过转动架570带动贴合板5701进行移动,两个除锈板581通过连接弹簧59与贴合板5701紧贴,实现改变两个除锈板581之间的宽度,除锈板581转动时带动弧形杆582转动,弧形杆582通过连接绳5832带动定位珠5831在弧形通孔内移动,然后将卡位板585插接在两个导轨框584之间,并转动锁紧螺杆586,锁紧螺杆586与卡位板585上的圆形孔滑动配合,对卡位板585进行限位,卡位板585对定位珠5831限位,实现对除锈板581进行限位,从而实现对不同规格的螺纹齿进行除锈的功能,随后人工滑动调节杆571,调节杆571通过u型杆573带动矩形框574移动,矩形框574带动端磨块575移动至相应的位置,贴合板5701与除锈板581上的斜面紧贴,再将限位板572穿过连接块55与调节杆571上的限位孔插接配合,限位板572上的橡胶套与插接孔配合,从而对限位板572进行限位,使得端磨机构57和除锈
机构58形成一个整体,便于紧贴所需除锈螺纹齿,便于螺纹齿的除锈。
38.参阅图4,所述滑动架2包括滑动贯穿在所述放置座1竖直段上的矩形滑杆21,矩形滑杆21远离驱动电机3的一端安装有限位方板22,具体工作时,在位于上下两个端磨机构57和除锈机构58与螺纹紧贴后,启动驱动电机3,驱动电机3通过旋转板4带动上下两个升降板52转动,升降板52带动端磨机构57和除锈机构58转动,从而对螺纹齿进行除锈。
39.参阅图4、图5和图6,所述连接机构54包括转动连接在所述调节螺杆53左端的连接框541,连接框541与升降板52滑动连接,连接框541左端开设有拨动槽,拨动槽内转动连接有拨动板542,拨动板542前后两端与拨动槽之间均安装有复位弹簧543,具体工作时,由于螺纹齿有一定的斜度,在端磨机构57与螺纹齿配合时,端磨机构57带动拨动板542在连接框541内转动,从而便于端磨机构57和除锈机构58与螺纹齿配合。
40.参阅图9,除锈时:s1:根据螺纹之间的间距,人工调节除锈机构58和端磨机构57的宽度,使得除锈机构58和端磨机构57紧贴螺纹表面,之后转动两个调节螺杆53,调节螺杆53通过连接机构54带动连接块55移动,从而改变两个连接块55之间的间距,确保除锈机构58和端磨机构57能够转动。
41.s2:人工将所需除锈的管道放置在两个导向杆51处,并通过现有的夹持架对管道进行夹紧限位,根据所需除锈钢管的直径,人工调节两个定位杆50之间的间距,然后将调节转板62上的u型连框63与相应的定位杆50插接,在将u型撑杆65贯穿定位板64与调节转板62插接,从而对两个定位杆50之间的间距进行固定,进一步对两个导向杆51之间的间距进行限位。
42.s3:启动驱动电机3,驱动电机3通过旋转板4带动上下两个升降板52转动,升降板52带动端磨机构57和除锈机构58转动,从而对螺纹齿进行除锈。
43.s4:在管道螺纹处除锈结束后,人工解除夹持架对管道的夹持,再将管道从两个导向杆51处取出,除锈完成。
44.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
