1.本实用新型属于大型容器类铆焊件技术领域,更具体地说,是涉及一种薄壁筒体吊装工装。
背景技术:
2.在大型容器类铆焊件制作过程中,当大型容器内部需要有直径稍小且薄壁的筒体安装置入时,由于筒体壁薄,筒体在常态下摆放时呈椭圆形,直径大的筒体摆放时椭圆度相差甚至在0.5m以上。这时,筒体难以放入同样筒体结构的大型容器内。现有技术中的方法是人工校正,用长度达15米以上的钢丝绳捆绑筒体进行校圆,同时需要在大型容器与待装筒体内焊接多个吊挂点,借助手拉葫芦等起重工具反复牵引、借正才能拉入容器内。在安装筒体到容器内时需要6人作业1.5小时才能安装完毕。现在技术的方法缺点是费时费力,效率低下。
技术实现要素:
3.本实用新型所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,能够有效消除薄壁筒体的椭圆度,方便省力地完成筒体到大型容器内的安装,安装过程中不需要人工校正椭圆度,从而不仅降低人工劳动强度,而且有效提高工作效率的薄壁筒体吊装工装。
4.要解决以上所述的技术问题,本实用新型采取的技术方案为:
5.本实用新型为一种薄壁筒体吊装工装,包括工装梁体,工装梁体一端设置三角梁,所述的三角梁顶部边角设置顶部定位杆件,三角梁底部一个边角设置底部定位杆件ⅰ,三角梁底部另一个边角设置底部定位杆件ⅱ。
6.所述的三角梁与工装梁体垂直布置,三角梁设置多个,多个三角梁设置为按间隙布置在工装梁体上表面的结构。
7.所述的底部定位杆件ⅰ中心线和底部定位杆件ⅱ中心线设置为重合的结构,顶部定位杆件中心线底部定位杆件ⅰ中心线垂直。
8.所述的三角梁顶部边角的螺纹孔拧装带螺纹的顶部定位杆件。
9.所述的三角梁底部一个边角的螺纹孔拧装带螺纹的底部定位杆件ⅰ,三角梁底部另一个边角的螺纹孔拧装带螺纹的底部定位杆件ⅱ。
10.所述的工装梁体上还设置起吊吊点。
11.所述的起吊吊点设置在工装梁体中间位置。
12.所述的工装梁体另一端设置配重吊点。
13.所述的工装梁体和三角梁均为金属材料制成的结构。
14.所述的顶部定位杆件、底部定位杆件ⅰ、底部定位杆件ⅱ为尼龙材料制成的结构。
15.采用本发明的技术方案,工作原理及有益效果如下所述:
16.本实用新型所述的薄壁筒体吊装工装,采用工字型钢为工装梁体(大梁),工装梁
体上设置两个以上的三角形的三角梁。在工装使用时,通过天车起吊工装本体,而后将设置三角梁的一端伸入筒体内,此时,三角梁的顶部定位杆件顶住筒体上圆弧顶部,三角梁从底部定位杆件ⅰ外端头到底部定位杆件ⅱ外端头的距离刚好等于该筒体在正圆状态下的弦长设定,这样,通过多个三角梁的支撑,每组三角梁三点支撑施力在筒体内壁,稳定支撑起整个筒体,工装梁体(大梁)尾部挂配重,天车或吊车达到平衡后起吊筒体,即能够保持筒体处于正圆状态,可以直接送入待装容器内部,一步安装到位。在批量制作此类容器的过程中,上述工装优势明显,节约大量人力,由原先的6人1.5小时安装一件筒体,缩减到2人10分钟安装一件,工作效率显著提高,而且劳动强度明显降低。本实用新型所述的薄壁筒体吊装工装,结构简单,操作便捷可靠,能够有效消除薄壁筒体的椭圆度,方便省力地完成筒体到大型容器内的安装,安装过程中不需要人工校正椭圆度,从而不仅降低人工劳动强度,而且有效提高工作效率。
附图说明
17.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
18.图1为本实用新型所述的薄壁筒体吊装工装的主视结构示意图;
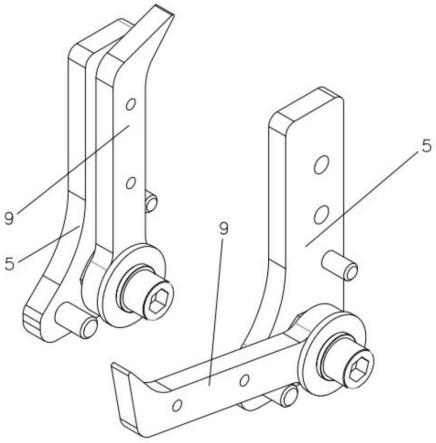
19.图2为本实用新型所述的薄壁筒体吊装工装的右视结构示意图;
20.图3为本实用新型所述的薄壁筒体吊装工装的三角梁支撑薄壁筒体时的右视结构示意图;
21.附图标记为:1、工装梁体;2、三角梁;3、起吊吊点;4、顶部定位杆件;5、底部定位杆件ⅰ;6、底部定位杆件ⅱ;7、配重吊点;8、薄壁筒体。
具体实施方式
22.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
23.如附图1-附图3所示,本实用新型为一种薄壁筒体吊装工装,包括工装梁体1,工装梁体1一端设置三角梁2,所述的三角梁2顶部边角设置顶部定位杆件4,三角梁2底部一个边角设置底部定位杆件ⅰ5,三角梁2底部另一个边角设置底部定位杆件ⅱ6。上述结构,针对现有技术中的不足,提出改进的技术方案。该工装采用工字型钢为工装梁体1(大梁),工装梁体1上设置两个以上的三角形的三角梁。在工装使用时,通过天车起吊工装本体,而后将设置三角梁的一端伸入筒体内,此时,三角梁的顶部定位杆件4顶住筒体上圆弧顶部,三角梁从底部定位杆件ⅰ5外端头到底部定位杆件ⅱ6外端头的距离刚好等于该筒体在正圆状态下的弦长设定,这样,通过多个三角梁的支撑,每组三角梁三点支撑施力在筒体内壁,稳定支撑起整个筒体,工装梁体(大梁)尾部挂配重,天车或吊车达到平衡后起吊筒体,即能够保持筒体处于正圆状态,可以直接送入待装容器内部,一步安装到位。在批量制作此类容器的过程中,上述工装优势明显,节约大量人力,由原先的6人1.5小时安装一件筒体,缩减到2人10分钟安装一件,工作效率显著提高,而且劳动强度明显降低。本实用新型所述的薄壁筒体吊装工装,结构简单,能够有效消除薄壁筒体的椭圆度,方便省力地完成筒体到大型容器内的安装,安装过程中不需要人工校正椭圆度,从而不仅降低人工劳动强度,而且有效提高工作
效率。
24.所述的三角梁2与工装梁体1垂直布置,三角梁2设置多个,多个三角梁2设置为按间隙布置在工装梁体1上表面的结构。上述结构,每个三角梁形成三个支撑点,两组三角梁即六个支撑点,支撑平稳。
25.所述的底部定位杆件ⅰ5中心线和底部定位杆件ⅱ6中心线设置为重合的结构,顶部定位杆件4中心线底部定位杆件ⅰ5中心线垂直。
26.所述的三角梁2顶部边角的螺纹孔拧装带螺纹的顶部定位杆件4。所述的三角梁2底部一个边角的螺纹孔拧装带螺纹的底部定位杆件ⅰ5,三角梁2底部另一个边角的螺纹孔拧装带螺纹的底部定位杆件ⅱ6。上述结构,顶部定位杆件4、底部定位杆件ⅰ5、底部定位杆件ⅱ6均为可以旋动的结构,并且向三个不同的方向可以旋动。这样,针对不同直径的筒体进行安装时时,可以根据筒体的直径大小不同进行调节,实现顶部定位杆件4、底部定位杆件ⅰ5、底部定位杆件ⅱ6各自在一定范围内伸缩,以适应不同的直径筒体要求,提高通用性。
27.所述的工装梁体1上还设置起吊吊点3。所述的起吊吊点3设置在工装梁体1中间位置。上述结构,起吊吊点3用于天车起吊工装。
28.所述的工装梁体1另一端设置配重吊点7。上述结构,配重吊点7用于连接配重,用于从另一侧平衡筒体的重量,确保起吊平稳。
29.所述的工装梁体1和三角梁2均为金属材料制成的结构。所述的顶部定位杆件4、底部定位杆件ⅰ5、底部定位杆件ⅱ6为尼龙材料制成的结构。上述结构,工装梁体1和三角梁2均为金属材料制成,确保强度,顶部定位杆件4、底部定位杆件ⅰ5、底部定位杆件ⅱ6为尼龙材料制成,一方面,强度保证支撑筒体,另一方面,避免损坏筒体。
30.本实用新型所述的薄壁筒体吊装工装,采用工字型钢为工装梁体(大梁),工装梁体上设置两个以上的三角形的三角梁。在工装使用时,通过天车起吊工装本体,而后将设置三角梁的一端伸入筒体内,此时,三角梁的顶部定位杆件顶住筒体上圆弧顶部,三角梁从底部定位杆件ⅰ外端头到底部定位杆件ⅱ外端头的距离刚好等于该筒体在正圆状态下的弦长设定,这样,通过多个三角梁的支撑,每组三角梁三点支撑施力在筒体内壁,稳定支撑起整个筒体,工装梁体(大梁)尾部挂配重,天车或吊车达到平衡后起吊筒体,即能够保持筒体处于正圆状态,可以直接送入待装容器内部,一步安装到位。在批量制作此类容器的过程中,上述工装优势明显,节约大量人力,由原先的6人1.5小时安装一件筒体,缩减到2人10分钟安装一件,工作效率显著提高,而且劳动强度明显降低。本实用新型所述的薄壁筒体吊装工装,结构简单,操作便捷可靠,能够有效消除薄壁筒体的椭圆度,方便省力地完成筒体到大型容器内的安装,安装过程中不需要人工校正椭圆度,从而不仅降低人工劳动强度,而且有效提高工作效率。
31.上面结合附图对本实用新型进行了示例性的描述,显然本实用新型具体的实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。