1.本实用新型涉及有机废弃物无害化处理技术领域,尤其涉及一种有机混合物固液分离与好氧发酵一体化系统。
背景技术:
2.奶牛粪污等有机固液混合物经固液分离后通过高温好氧发酵可实现其无害化、减量化和资源化利用,其发酵产物可用作牛场垫料、有机肥肥料和基料等。目前好氧发酵主要以槽式、反应器式和覆膜式为主,槽式、反应器式设备设施投资较高、耗能较大,且发酵过程易产生大量氨气、硫化氢等臭气和甲烷、氧化亚氮等温室气体;覆膜式好氧发酵技术因其轻简、智能、绿色、高效等优点发展迅速并成为主推技术。
3.现有技术中对有机固液混合物进行处理的装置,固液分离设备和发酵设备为相互独立的部件,固液分离后的固形物需转运至好氧发酵设施处,转运过程中物料易散落污染环境,工作效率低,运行成本高。
技术实现要素:
4.本实用新型提供一种有机混合物固液分离与好氧发酵一体化系统,用以解决现有的装置存在工作效率低及运行成本高的问题。
5.本实用新型提供一种有机混合物固液分离与好氧发酵一体化系统,包括:固液分离装置、好氧发酵装置、臭气处理装置以及控制装置;
6.所述固液分离装置用于对有机混合物进行固液分离;
7.所述好氧发酵装置设于所述固液分离装置的下方,以对固液分离后落入所述好氧发酵装置中的物料进行好氧发酵;
8.所述臭气处理装置与所述好氧发酵装置连接,以对好氧发酵过程中产生的臭气进行过滤;
9.所述控制装置用于控制所述固液分离装置、所述好氧发酵装置以及所述臭气处理装置的运行。
10.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述固液分离装置包括储料箱、滤水筛板、接料板以及分离机构;
11.所述储料箱的相对的两个侧面分别设有进料口和出料口,所述滤水筛板设于所述储料箱内,用于对有机混合物进行初级过滤;
12.所述接料板倾斜设置于所述出料口所在的侧面,用于承接由所述出料口排出的有机混合物;所述分离机构包括两个辊轴,所述两个辊轴间隔设置,用于对所述接料板上的有机混合物进行挤压。
13.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述固液分离装置还包括传送机构;
14.所述传送机构设于所述接料板的下方,用于将固液分离后的物料传送至好氧发酵
装置。
15.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述好氧发酵装置包括发酵仓、滑轨和半渗透膜;
16.所述滑轨设于所述发酵仓的内壁的顶端,所述发酵仓的底面和所述滑轨均与水平基准面呈倾斜设置;所述半渗透膜能够沿着所述滑轨展开或收拢,所述半渗透膜用于密封所述发酵仓。
17.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述好氧发酵装置还包括翻抛机;
18.所述翻抛机设于所述发酵仓内,所述翻抛机能够沿第一方向和第二方向移动,以对所述发酵仓内的物料进行翻抛;其中,所述第一方向和所述第二方向相互垂直。
19.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述好氧发酵装置还包括通风组件,所述通风组件包括风机、通风槽以及隔板;
20.所述风机和所述通风槽设于所述发酵仓的底端,所述隔板盖设于所述通风槽的顶端,且所述隔板设有多个通气孔;所述风机通过所述通风槽与所述隔板连通;
21.所述发酵仓的底端设有滤液槽,所述滤液槽与所述通风槽连通。
22.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述好氧发酵装置还包括监测组件,所述监测组件设于所述发酵仓内,所述监测组件包括温度传感器、湿度传感器以及氧浓度传感器。
23.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述发酵仓的数量为两个;
24.所述两个发酵仓的结构相同,所述两个发酵仓中的一者处于进料状态,另一者处于好氧发酵状态。
25.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述臭气处理装置包括处理仓和多个过滤层;
26.所述处理仓的底端与所述好氧发酵装置的顶端连通;所述多个过滤层间隔设于所述处理仓内,用于对臭气进行过滤。
27.根据本实用新型提供的一种有机混合物固液分离与好氧发酵一体化系统,所述过滤层为硅胶过滤层、活性炭过滤层、分子筛过滤层或活性氧化铝过滤层。
28.本实用新型提供的有机混合物固液分离与好氧发酵一体化系统,固液分离装置和臭气处理装置与好氧发酵装置贴合设置,固液分离装置对有机混合物进行固液分离,固液分离后的物料落入好氧发酵装置内部进行好氧发酵,好氧发酵过程中产生的臭气经过臭气处理装置过滤处理后排放至外界环境中,集固液分离、好氧发酵及臭气处理于一体,实现资源的无害化利用,结构紧凑,工作效率高,运行成本低。
附图说明
29.为了更清楚地说明本实用新型或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
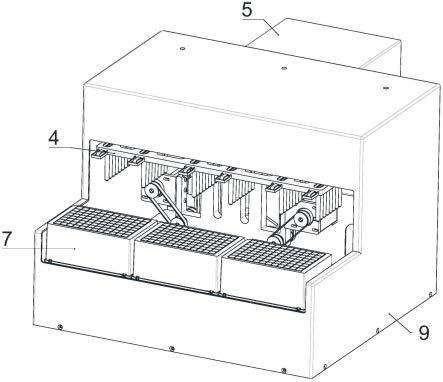
30.图1是本实用新型提供的有机混合物固液分离与好氧发酵一体化系统的局部内部结构示意图;
31.图2是本实用新型提供的固液分离装置的结构示意图;
32.图3是本实用新型提供的好氧发酵装置的内部结构示意图;
33.附图标记:1:固液分离装置;2:好氧发酵装置;3:臭气处理装置;4:控制装置;5:接水槽;6:滤液排水口;7:滤水筛板;8:进料口;9:溢流口;10:储料箱;11:传送带;12:二级分离机构;13:一级分离机构;14:接料板;15:出料口;16:传感检测系统;17:湿度传感器;18:温度传感器;19:氧浓度传感器;20:通风槽;21:滤液槽;22:双向风机;23:转动轴;24:滑轨;25:纵向轨道;26:翻抛机;27:发酵仓。
具体实施方式
34.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
36.下面结合图1至图3描述本实用新型实施例的有机混合物固液分离与好氧发酵一体化系统。
37.如图1所示,本实用新型实施例提供的有机混合物固液分离与好氧发酵一体化系统,包括:固液分离装置1、好氧发酵装置2、臭气处理装置3以及控制装置4;固液分离装置1用于对有机混合物进行固液分离;好氧发酵装置2设于固液分离装置1的下方,以对固液分离后落入好氧发酵装置2中的物料进行好氧发酵;臭气处理装置3与好氧发酵装置2连接,以对好氧发酵过程中产生的臭气进行过滤;控制装置4用于控制固液分离装置1、好氧发酵装置2以及臭气处理装置3的运行。
38.具体地,固液分离装置1与好氧发酵装置2贴合设置,固液分离装置1位于好氧发酵装置2的上方,固液分离装置1的底面与好氧发酵装置2的顶面贴合设置。好氧发酵装置2的顶端设有开口,固液分离装置1通过开口与好氧发酵装置2的内部连通,固液分离装置1对有机混合物进行固液分离处理。有机混合物主要指牲畜的粪污等有机固液混合物,例如奶牛粪污等有机固液混合物。
39.现有技术中,固液分离设备与好氧发酵设备安装于不同的区域,固液分离后的固形物需通过输送机构转运至好氧发酵设备处,转运过程中物料易散落、污染环境,工作效率低,运行成本高。
40.本技术中,固液分离装置1将有机固液混合物进行固液分离,固液分离后的含水率较低的物料落入好氧发酵装置2内部进行好氧发酵,不需要对固液分离后的物料进行转运,
避免对环境造成污染,同时降低了运行成本。
41.臭气处理装置3可以通过管道与好氧发酵装置2连接,臭气处理装置3可以设于好氧发酵装置2的上方,臭气处理装置3的底面与好氧发酵装置2的顶面贴合设置。物料在发酵过程中易产生氨气及硫化氢等臭气,好氧发酵装置2内部的臭气通过管道进入臭气处理装置3内部,经过臭气处理装置3的吸附、过滤处理后排放至外界环境中,避免对环境造成污染。物料发酵后的发酵产物可用作牛场垫料、有机肥肥料和基料等。
42.控制装置4包括plc控制器、交换机、智能网关以及人机交互界面等部件,人机交互界面可以为触摸屏,触摸屏可以安装于好氧发酵装置2的外壁上,用户能够通过触摸屏向plc控制器输入指令,以控制固液分离装置1、好氧发酵装置2以及臭气处理装置3的运行状态,触摸屏还可以显示运行参数。
43.在本实用新型实施例中,固液分离装置1和臭气处理装置3与好氧发酵装置2贴合设置,固液分离装置1对有机混合物进行固液分离,固液分离后的物料落入好氧发酵装置2内部进行好氧发酵,好氧发酵过程中产生的臭气经过臭气处理装置3过滤处理后排放至外界环境中,集固液分离、好氧发酵及臭气处理于一体,实现资源的无害化利用,结构紧凑,工作效率高,运行成本低。
44.如图2所示,在可选的实施例中,固液分离装置1包括储料箱10、滤水筛板7、接料板14以及分离机构;储料箱10的相对的两个侧面分别设有进料口8和出料口15,滤水筛板7设于储料箱10内,用于对有机混合物进行初级过滤;接料板14倾斜设置于出料口15所在的侧面,用于承接由出料口15排出的有机混合物;分离机构包括两个辊轴,两个辊轴间隔设置,用于对接料板14上的有机混合物进行挤压。
45.具体地,储料箱10具有相对的两个侧面,定义两个侧面分别为第一侧面和第二侧面,第一侧面设有进料口8和滤液排水口6,第二侧面设有出料口15。滤水筛板7安装于储料箱10内,滤水筛板7的一个端面与第一侧面的内壁连接,滤水筛板7的另一个端面与第二侧面的内壁连接。有机固液混合物经进料口8进入储料箱10内部,滤水筛板7对有机固液混合物进行初级过滤,过滤掉的污水经滤液排水口6排出,初级过滤后的有机固液混合物由出料口15排出。进一步地,第一侧面还设置有溢流口9,有机固液混合物过量时,可以通过溢流口9排出,防止从储料箱10顶部逸出污染环境。储料箱10的底部可以安装电子称重装置,对储料箱10中的有机固液混合物进行称重,调节有机固液混合物的进料速率,根据进料速率匹配出料速率。
46.接料板14位于储料箱10的第二侧面,接料板14与第二侧面形成一定的夹角,夹角的角度值根据实际需求设置,接料板14的一端与出料口15的底端连接,接料板14上均布有多个过滤孔。分离机构位于接料板14的上方,分离机构的数量根据实际需求设置,例如沿接料板14的延伸方向依次设有两个分离机构,定义两个分离机构分别为一级分离机构13和二级分离机构12。由出料口15排出的有机固液混合物在自身重力和推力作用下移动至一级分离机构13。一级分离机构13包括两个第一辊轴,两个第一辊轴间隔平行设置,有机固液混合物移动至两个第一辊轴的间隙处,两个第一辊轴相对转动对有机固液混合物进行初次挤压,排出有机固液混合物中的水分,实现有机固液混合物的初次固液分离。
47.经过初次挤压的有机固液混合物在自身重力和推力作用下移动至二级分离机构12,二级分离机构12包括两个第二辊轴,两个第二辊轴间隔平行设置,两个第二辊轴之间的
间隙小于两个第一辊轴之间的间隙。经过初次挤压后的有机固液混合物移动至两个第二辊轴的间隙处,两个第二辊轴相对转动对有机固液混合物进行二次强力挤压,实现有机固液混合物的二次固液分离,经过二次挤压后的有机固液混合物的含水率小于60%,满足发酵原料含水率的需求。经过二次挤压后的物料进入好氧发酵装置2内进行好氧发酵。
48.可以理解的是接料板14的下方设有接水槽5,接水槽5的尺寸与接料板14相匹配,有机固液混合物在重力的作用下沿着接料板14移动的过程中,有机固液混合物中的水分可以由接料板14上的过滤孔降落至接水槽5中;有机固液混合物在被初次挤压和二次挤压过程中排出的水分也可以由接料板14上的过滤孔降落至接水槽5中。接水槽5上也设有滤液排水口,接水槽5中收集的污水由滤液排水口排出。
49.在本实用新型实施例中,储料箱10内安装有滤水筛板7,对有机混合物进行初级过滤,接料板14倾斜设置于储料箱10的一侧,经过初级过滤后的有机混合物沿着接料板14移动,经过分离机构的多次挤压后,获得含水率满足需求的待发酵的物料,有利于有机混合物中水分的高效过滤。
50.如图2所示,在可选的实施例中,固液分离装置1还包括传送机构;传送机构设于接料板14的下方,用于将固液分离后的物料传送至好氧发酵装置2。
51.具体地,传送机构位于接料板14远离储料箱10的一端的下方,传送机构包括传送带11、主动辊、从动辊以及电机,主动辊和从动辊间隔平行设置,传送带11套设于主动辊和从动辊上,电机驱动主动辊转动,进一步带动传送带11转动。经过分离机构挤压后的物料在重力的作用下掉落于传送带11上,随着传送带11的转动,传送带11上的物料进一步掉落于好氧发酵装置2内。
52.在本实用新型实施例中,经过分离机构挤压后的物料掉落于传送带11上,随着传送带11的转动掉落于好氧发酵装置2内,提高物料进入好氧发酵装置2内的便捷性。
53.如图3所示,在可选的实施例中,好氧发酵装置2包括发酵仓27、滑轨24和半渗透膜;滑轨24设于发酵仓27的内壁的顶端,发酵仓27的底面和滑轨24均与水平基准面呈倾斜设置;半渗透膜能够沿着滑轨24展开或收拢,半渗透膜用于密封发酵仓27。
54.具体地,发酵仓27的顶面呈敞口设置,发酵仓27的底面与水平基准面形成一定的夹角,夹角的数值根据实际需求设置,例如夹角为3~5
°
,发酵仓27内填充有隔热阻热材料,以减少发酵过程中的热量损失。两根滑轨24安装于发酵仓27相对的两个侧壁上,滑轨24与水平基准面之间也形成一定的夹角,夹角的数值根据实际需求设置,例如夹角为3~5
°
。
55.半渗透膜的材质为聚四氟乙烯,聚四氟乙烯为具有微细纤维连接而形成的网状结构,半渗透膜可有效防止灰尘、气溶胶和微生物向外扩散。
56.定义滑轨24较高的一端为滑轨24的第一端,滑轨24较低的一端为滑轨24的第二端,靠近滑轨24的第一端安装有转动轴23,半渗透膜能够收卷于转动轴23上,半渗透膜的端部安装有滑块,滑块能够沿着滑轨24滑动。半渗透膜收卷于转动轴23上,固液分离后的物料由发酵仓27的敞口处进入发酵仓27内部。发酵仓27内的物料达到一定规模后,转动轴23转动,滑块沿着滑轨24由滑轨24的第一端向滑轨24的第二端滑动,使得半渗透膜展开,以封闭发酵仓27,形成密闭的发酵环境。发酵仓27的侧壁面上设置有发酵物出料口,发酵仓27内的物料发酵完成后,发酵产物由发酵物出料口取出,发酵作业完成后,进行下一次的进料作业,转动轴23沿着相反方向转动,滑块沿着滑轨24由滑轨24的第二端向滑轨24的第一端滑
动,使得半渗透膜收拢,即可进行进料作业,半渗透膜收放便捷。
57.发酵仓27的底面和滑轨24均与水平基准面呈倾斜设置,发酵过程中,半渗透膜下的冷凝水能够沿着半渗透膜流动至发酵仓27内地势低的区域,发酵仓27内的渗滤液也流动至发酵仓27内地势低的区域,便于对渗滤液进行收集,方便后续处理。
58.在本实用新型实施例中,发酵仓27的底面和滑轨24均与水平基准面呈倾斜设置,便于发酵仓27内的渗滤液流动至地势低的区域,提高渗滤液收集的便利性,半渗透膜能够沿着滑轨24便捷的展开和收拢,提高操作的便利性。
59.如图3所示,在可选的实施例中,好氧发酵装置2还包括翻抛机26;翻抛机26设于发酵仓27内,翻抛机26能够沿第一方向和第二方向移动,以对发酵仓27内的物料进行翻抛;其中,第一方向和第二方向相互垂直。
60.具体地,发酵仓27的内壁上安装有横向轨道和纵向轨道25,横向轨道和纵向轨道25均位于滑轨24的下方,横向轨道和纵向轨道25相互垂直,纵向轨道25的方向与滑轨24的方向一致。翻抛机26能够沿着横向轨道所在的第一方向和纵向轨道25所在的第二方向移动,以对发酵仓27内的物料进行翻抛。
61.翻抛机26上安装有多个翻抛爪,翻抛爪为仿人手设计,在链轮的带动下先插入到物料深处,再在向上移动的过程中将物料抓起并抛掷,可在进料的过程中实现物料的均匀分布,改善物料堆体的孔隙结构,有利于物料进行充分反应,增强好氧发酵的效果。
62.进一步地,发酵原料中需要添加辅料时,将辅料预先铺设在发酵仓27内,进料过程中,翻抛机26启动可以对落入发酵仓27内的物料和辅料进行翻抛混合,实现混料操作。
63.在本实用新型实施例中,翻抛机26在发酵仓27内沿着第一方向和第二方向移动,以对发酵仓27内的物料进行翻抛,有利于改善物料堆体的孔隙结构,增强好氧发酵的效果。
64.如图3所示,在可选的实施例中,好氧发酵装置2还包括通风组件,通风组件包括风机、通风槽20以及隔板;风机和通风槽20设于发酵仓27的底端,隔板盖设于通风槽20的顶端,且隔板设有多个通气孔;风机通过通风槽20与隔板连通;发酵仓27的底端设有滤液槽21,滤液槽21与通风槽20连通。
65.具体地,发酵仓27的底部设有通风槽20和滤液槽21,通风槽20和滤液槽21可以呈相互垂直设置,通风槽20的数量和滤液槽21的数量不做具体限制,例如通风槽20的数量为两个,滤液槽21的数量为一个,两个通风槽20的端部与滤液槽21连通。
66.通风槽20内安装有通风管,通风槽20的顶部安装有隔板,隔板上均布有多个气孔。风机的通风口与通风管连通,风机通入的空气由通风管进入通风槽20内,进一步由通风槽20上的隔板上的气孔进入物料堆体内部。物料发酵过程中产生的渗滤液沿着滤液槽21流动至发酵仓27内地势较低的区域。通风槽20内的渗滤液可以被引流至滤液槽21中,进一步流动至发酵仓27内地势较低的区域。通过通风组件对物料堆体进行供氧,通过调节风机的转速可实现对发酵仓27内氧浓度的调节,为物料提供适宜发酵的好氧环境。
67.在本实用新型实施例中,通过通风组件为发酵仓27内的物料提供适宜的氧浓度,保障好氧发酵效果,滤液槽21与通风槽20连通,便于渗滤液的收集。
68.如图3所示,在可选的实施例中,好氧发酵装置2还包括监测组件,监测组件设于发酵仓27内,监测组件包括温度传感器18、湿度传感器17以及氧浓度传感器19。
69.具体地,传感检测系统16固定于发酵仓27的内壁上,传感检测系统16上集成有温
度传感器18、湿度传感器17以及氧浓度传感器19,以对发酵仓27内的温度、湿度以及氧浓度进行监测。温度传感器18、湿度传感器17以及氧浓度传感器19通过传感器接口与plc控制器连接,触摸屏可以安装于发酵仓27的外壁上。温度传感器18、湿度传感器17以及氧浓度传感器19监测的温度值、湿度值以及氧浓度值通过触摸屏显示,用户能够通过触摸屏向plc控制器输入指令。
70.进一步地,温度传感器18、湿度传感器17以及氧浓度传感器19的末端配备有扩展装置,可将温度传感器18、湿度传感器17以及氧浓度传感器19的长度延展,或将温度传感器18、湿度传感器17以及氧浓度传感器19收缩至传感检测系统16中。发酵开始后,温度传感器18、湿度传感器17以及氧浓度传感器19伸入物料堆体内部,湿度传感器17检测物料的含水率,温度传感器18和氧浓度传感器19检测的温度值以及氧浓度值用于反馈调节风机风量大小及风机的启闭。
71.通过人机交互界面设定物料堆体温度档位,例如第一温度值为70℃、第二温度值为50℃、第三温度值为35℃;设定氧浓度档位,例如第一氧浓度值为18%、第二氧浓度值为15%、第三氧浓度值为10%;设定风机频率,例如高频率为30赫兹、中频率为20赫兹、低频率为10赫兹。发酵过程中当温度低于50℃时或氧浓度低于10%时,进行高速通风以便提供充足氧气;当氧浓度高于10%时进行中速通风;当氧浓度高于18%时进行低速通风。当温度大于70℃时,进行高速通风以进行降温。当温度低于35℃且湿度传感器17检测的湿度值低于预设值45%时结束发酵。
72.在本实用新型实施例中,通过温度传感器18、湿度传感器17以及氧浓度传感器19实时监测发酵仓27内的温度值、湿度值以及氧浓度值,温度传感器18和氧浓度传感器19检测的温度值以及氧浓度值用于反馈调节风机风量大小及风机的启闭,有利于一体化系统的智能化管理。
73.如图3所示,在可选的实施例中,发酵仓27的数量为两个;两个发酵仓27的结构相同,两个发酵仓27中的一者处于进料状态,另一者处于好氧发酵状态。
74.具体地,发酵仓27的数量为两个,两个发酵仓27的结构相同,两个发酵仓27内均配置有相应的翻抛机26、监测组件以及通风组件等部件。接料板14下方的传送带11能够朝向两个相反的方向转动,定义两个发酵仓27分别为第一发酵仓和第二发酵仓。风机可以为双向风机22,双向风机22可切换通风方向,根据实际情况,对两个发酵仓27中的任一个进行曝气。
75.传送带11正转,传送带11上的物料随着传送带11的转动落入第一发酵仓内,第一发酵仓内的物料的量达到一定规模后,半渗透膜沿着滑轨24展开,使得第一发酵仓形成密闭的发酵环境,物料在第一发酵仓内进行好氧发酵。与此同时传送带11反转,传送带11上的物料随着传送带11的转动落入第二发酵仓内,由此第一发酵仓处于好氧发酵状态时,第二发酵仓处于进料状态,使得进料和发酵同步进行,有利于提高工作效率。
76.在本实用新型实施例中,两个发酵仓27沿着长度方向贴合设置,一个发酵仓27在进料的同时,另一个发酵仓27进行发酵反应,进料和发酵可以同步进行,有利于提高工作效率。
77.在可选的实施例中,臭气处理装置3包括处理仓和多个过滤层;处理仓的底端与好氧发酵装置的顶端连通;多个过滤层间隔设于处理仓内,用于对臭气进行过滤。
78.具体地,处理仓位于发酵仓27的上方,处理仓的底面与发酵仓27的顶面贴合设置,处理仓可以通过管道与发酵仓27连通,发酵仓27内的臭气通过管道进入处理仓内。
79.多个过滤层沿着处理仓的高度方向间隔安装于处理仓内。例如过滤层的数量为三个,分别定义为第一过滤层、第二过滤层和第三过滤层。第一过滤层的吸附剂的材料为硅胶、活性炭、分子筛或活性氧化铝;第二过滤层的吸附剂的材料为硅胶、活性炭、分子筛或活性氧化铝;第三过滤层的吸附剂的材料为硅胶、活性炭、分子筛或活性氧化铝。三个过滤层的吸附材质根据实际需求设置,通过多个过滤层实现对臭气的逐级过滤,最大程度地实现对氨气、硫化氢等臭气的吸附。
80.进一步地,发酵仓27内安装有压力传感器,压力传感器用于监测发酵内的气压,管道上安装有电磁阀。压力传感器和电磁阀均与控制器连接,控制器根据压力传感器的检测值与预设压力值的比较结果,控制电磁阀的开度大小,调节进入处理仓内臭气的气体量,实现有害气体稳定通过多个过滤层,增强过滤效果。
81.在本实用新型实施例中,发酵过程中产生的氨气、硫化氢等臭气通过管道进入处理仓内,经过多个过滤层的逐级过滤,能够全面地对臭气进行过滤,提高过滤效果。
82.以下对有机混合物固液分离与好氧发酵一体化系统的使用方法进行详细说明。
83.有机固液混合物由储料箱10的进料口8进入储料箱10内,滤水筛板7对有机固液混合物进行初级过滤,过滤掉的污水经滤液排水口6排出,过量的有机固液混合物可由溢流口9流出。初级过滤后的有机固液混合物由出料口15排出至接料板14上,有机固液混合物在自身重力和推力作用下移动至一级分离机构13,两个第一辊轴相对转动对有机固液混合物进行初次挤压,经过初次挤压的有机固液混合物在自身重力和推力作用下移动至二级分离机构12,两个第二辊轴相对转动对有机固液混合物进行二次强力挤压,经过二次挤压后的有机固液混合物的含水率满足发酵原料含水率的需求。
84.有机固液混合物脱水后形成的物料掉落至传送带11上,随着传送带11的转动,物料在重力作用下落入发酵仓27内,在进料的过程中,翻抛机26对物料进行铺平,改善堆体孔隙结构,还可以预先在发酵仓27铺设辅料,通过翻抛机26进行混料操作。
85.发酵仓27内的物料达到一定规模后,半渗透膜展开,以封闭发酵仓27,形成密闭的发酵环境,同时开启风机对物料堆体进行供氧。在发酵仓27的数量为两个的情况下,一个发酵仓27在进行好氧发酵时,传送带11向另一个发酵仓27输送物料。
86.发酵开始后,温度传感器18、湿度传感器17以及氧浓度传感器19伸入物料堆体内部,湿度传感器17检测物料的含水率,温度传感器18和氧浓度传感器19检测的温度值以及氧浓度值用于反馈调节风机风量大小及风机的启闭。
87.发酵过程中产生的渗滤液沿着滤液槽21流动至发酵仓27内地势较低的区域,通风槽20内的渗滤液可以被引流至滤液槽21中,进一步流动至发酵仓27内地势较低的区域,渗滤液以及半渗透膜下的冷凝水均流至滤液槽21进行暂存,待发酵结束后排出。
88.发酵过程中产生的氨气、硫化氢等臭气首先经半渗透膜进行初次过滤,随后进入处理仓内,经过多个过滤层的逐级过滤后排至外界环境。
89.湿度传感器17检测的湿度值和温度传感器18检测的温度值均达到预设参数后,停止通风并将发酵产物从发酵仓27内取出。一个发酵仓27在进料的同时,另一个发酵仓27进行发酵反应,实现高效固液分离与好氧发酵的连续过程。
90.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。