1.本实用新型涉及一种刀片料盘上下料机构。
背景技术:
2.现有数控刀片磨砺是将码放有刀片的料盘放置到研磨机上料工位上,而后由机械手抓取料盘中的刀片至研磨机中磨砺,磨砺完成后,在由机械手将刀片放回到料盘,每磨完一盘料盘,工作人员则将料盘从研磨机上料工位上取下,替换上下一个装有待磨砺刀片的料盘,其上下料的过程与本公司申请的专利“cn204736009u、自动取放料机构”相似,使用这种上下料方式的弊端在于:首先是工作人员需要靠近机械臂,如果机械臂刚好处于运动状态,则非常容易出现机械臂撞人情况,因此存在一定安全隐患,其次是上下料盘的时间由工人的熟练度决定,使得产量不能统一,不便于车间统计进度。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种刀片料盘上下料机构,能够在远程对刀片料盘进行上料,解决了上料存在安全隐患的问题。
4.为了解决上述问题,本实用新型的技术方案为:
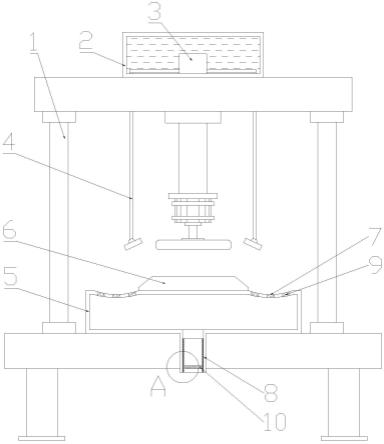
5.一种刀片料盘上下料机构,包括底板,底板上固定连接储盘槽和上料槽,在储盘槽内设有第一同步带输送机,在第一同步带输送机下方储盘槽内设有第二同步带输送机,在上料槽内设有第三同步带输送机,在第二同步带输送机和第三同步带输送机一侧均设有定位板,在底板上安装第一气缸和多个导套,导套内设有导杆,第一气缸活塞杆和各根导杆与上料槽连接,第一气缸驱动第三同步带输送机交替与第一同步带输送机和第二同步带输送机对接,在第一同步带输送机输送带、第二同步带输送机输送带和第三同步带输送机输送带下方均设有托板,在上料槽两端分别设有第一光电开关和第二光电开关,在第一同步带输送机一端储盘槽上开设有第一缺口,第一缺口一侧储盘槽上安装有第二气缸,第二气缸活塞杆与l形拦截板固定连接,第一光电开关和第二光电开关连接控制器输入端,控制器控制第一气缸、第二气缸、第一同步带输送机、第二同步带输送机和第三同步带输送机。
6.本实用新型的有益效果为:
7.1、工作人员能够在研磨机外完成对刀片料盘的上料和下料,工作人员无需靠近机械臂,上下料更加安全。
8.2、一次可以上多个料盘,使其满足研磨机的上料节拍,单位工时内磨砺刀片数量一致,提高了上下料效率,稳定了上下料节拍。
9.3、加入了多个气缸对料盘进行定位,使得机械手能够准确抓取刀片,提高成品率。
附图说明
10.下面结合附图对本实用新型做进一步的说明:
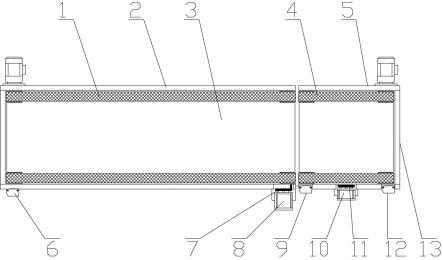
11.图1为本实用新型的俯视结构示意图,
12.图2为本实用新型的剖面结构示意图,
13.图3为本实用新型各电器件间的连接关系示意图,
14.图4为本实用新型在实施时的结构示意图,
15.图5为本实用新型在实施时的结构示意图。
16.图中:第一同步带输送机1、储盘槽2、托板3、第三同步带输送机4、上料槽5、第三光电开关6、拦截板7、第二气缸8、第一光电开关9、第三气缸10、顶板11、第二光电开关12、定位板13、底板14、第二同步带输送机15、第一气缸16、第一磁性开关17、第二磁性开关18、料盘19。
具体实施方式
17.一种刀片料盘上下料机构,包括底板14,底板14上固定连接储盘槽2和上料槽5,储盘槽2一端位于研磨机外,在储盘槽2内设有第一同步带输送机1,在第一同步带输送机1下方储盘槽2内设有第二同步带输送机15,第一同步带输送机1与第二同步带输送机15等长,在上料槽5内设有第三同步带输送机4,第一同步带输送机1、第二同步带输送机15和第三同步带输送机4所使用的驱动电机均为伺服电机,在第二同步带输送机15和第三同步带输送机4一侧均设有定位板13,定位板上端露出第二同步带输送机15和第三同步带输送机4,定位板用于对料盘进行定位,在底板14上安装第一气缸16和多个导套,导套内设有导杆,第一气缸16活塞杆和各根导杆与上料槽5连接,第一气缸16驱动第三同步带输送机4交替与第一同步带输送机1和第二同步带输送机15对接,在第一同步带输送机1输送带、第二同步带输送机15输送带和第三同步带输送机4输送带下方均设有托板3,由托板3对料盘进行支撑,在上料槽5两端分别设有第一光电开关9和第二光电开关12,在第一同步带输送机1一端储盘槽2上开设有第一缺口,第一缺口一侧储盘槽2上安装有第二气缸8,第二气缸8活塞杆与l形拦截板7固定连接,在第一气缸16上下两端分别安装有第一磁性开关17和第二磁性开关18,第一磁性开关17、第二磁性开关18、第一光电开关9和第二光电开关12连接控制器输入端,控制器控制第一气缸16、第二气缸8、第一同步带输送机1、第二同步带输送机15和第三同步带输送机4,控制器为plc控制器。
18.在上料槽5一侧设有第二缺口,在第二缺口一侧上料槽5上安装有第三气缸10,第三气缸10活塞杆与顶板11固定连接。在料盘进入到上料槽5中后,第三气缸10推动顶板11进给,以将料盘抵靠在上料槽5一侧。
19.所述第二气缸8和第三气缸10均为三轴气缸。三轴气缸相比较单轴气缸更加稳定可靠,并且便于装配。
20.第三同步带输送机4的输送速度高于第一同步带输送机1输送速度。这种结构用于将料盘进行分开,避免l形拦截板7撞击料盘。
21.在第二同步带输送机15远离上料槽5一端储盘槽2上,开设有通孔,通孔内安装有第三光电开关6,第三光电开关6连接控制器输入端。
22.本实用新型的工作过程为:
23.初始时,第一气缸16活塞杆伸长,第三同步带输送机与第一同步带输送机对接,第一气缸16上的第一磁性开关17被触发。
24.第一步、如图4所示,工作人员将多个料盘放置到第一同步带输送机1,由第一同步
带输送机1将料盘向上料槽5方向输送。
25.第二步、当料盘经过第一光电开关9时,控制器控制第三同步带输送机4启动,由第三同步带输送机4将料盘送入到上料槽5中,当料盘移动到触发第二光电开关12,料盘一端刚好抵靠在上料槽5一端定位板上,由此实现对上料槽5中料盘的x方向定位,接着控制器控制第三气缸10活塞杆伸长,以使料盘抵靠上料槽5一侧,实现料盘的y方向定位,由此将料盘在上料槽5中位置进行固定;
26.另外在料盘触发第二光电开关12时,控制器控制第二气缸8活塞杆伸长,以将l形拦截板7横置在储料槽一端,以对下一个料盘进行拦截,同时由于第二同步带输送机15的输送速度要高于第一同步带输送机1的输送速度,因此能够将上料槽5中的料盘与下一个料盘进行分隔,可以避免l形拦截板7撞击到料盘。
27.第三步、控制器控制第一气缸16活塞杆缩回至触发第二磁性开关18,机械手抓取料盘中的刀片进入研磨机对刀片进行研磨。
28.第四步、料盘中刀片全部研磨完毕后,控制器控制第二同步带输送机15和第三同步带输送机4同时启动,料盘被输送至抵靠到第二同步带输送机15一端定位板上,让料盘触发第三光电开关6,则第一气缸16活塞杆伸长至触发第一磁性开关17,第三同步带输送机与第一同步带输送机对接,l形拦截板7缩回,由第一同步带输送机1将料盘向上料槽5方向输送,对下一个料盘进行上料,同时工作人员将第二同步带输送机15上的料盘取下。
29.第五步:按照上述方法循环往复。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。