1.本实用新型涉及糖果加工技术领域,尤其是涉及一种夹心糖自动成型机。
背景技术:
2.夹心糖是以硬糖为糖衣,内包各种夹芯,口味随着夹芯不同而变化多样。目前生产夹心糖的设备各工序结构整合度较低,如冲头只负责糖衣内侧凹槽的冲压动作,而夹芯的灌装机构作为另一机构单独进行作业,并需要通过物料转运进行衔接,增加了工序时长,设备体积也较为笨重。
技术实现要素:
3.本实用新型的目的在于提供一种夹心糖成型机,有助于解决现有结构整合度低,工序时间长,结构笨重的问题。
4.为了达到上述目的,本实用新型采用这样的技术方案:
5.夹心糖自动成型机,包括机架,机架上设有步进式传动的第一传送带,第一传送带上均匀间隔设置有多个模具,模具上设有型槽;机架后侧设有背板,背板上沿第一传送带移动路径依次设有第一灌浆机构、第二灌浆机构和第三灌浆机构,第一灌浆机构能够对型槽内灌装糖衣,第二灌浆机构包括能够纵向移动的冲头,冲头内设有注料孔,注料孔连通存储夹芯的罐体,第二灌浆机构能够对糖衣顶部进行冲压并同步灌装夹芯,第三灌浆机构能够对夹芯顶部灌装封料。
6.优选的,所述背板上还设有散热器,能够对灌装在型槽内的物料进行降温。
7.优选的,所述背板上设有吹灰机构,能够对型槽内部进行吹气除尘。
8.优选的,所述第二灌装机构包括固设于背板上的罐体,罐体一侧设有冲压气缸,冲压气缸固设于背板上,其伸缩杆竖直朝下,伸缩杆底端连接有所述冲头,所述注料孔位于冲头底部形成一开口,注料孔顶部通过管件与所述罐体的出料口连通,该管件包括伸缩管。
9.优选的,所述机架上设有卸料机构。
10.优选的,所述卸料机构包括固设于机架上的卸料气缸,卸料气缸的伸缩杆垂直于第一传动带的移动路径,并正对模具的步进停留工位,卸料机构还包括插设在模具底部的滑动块,滑动块为工字型结构,其内侧端位于型槽底部,外侧端位于模具底部外侧,且该外侧端与模具底部之间设有弹性件,弹性件能够使滑动块内侧端紧密贴设在型槽底部,卸料气缸通过其伸缩杆的伸缩,能够冲击滑动块外侧端,导致滑动块将位于型槽内的夹心糖推出。
11.优选的,所述卸料机构下方设有第二传送带。
12.相较于现有技术,本实用新型至少包括以下优点:
13.1.本实用新型通过将冲头与第二灌浆机构整合成一体式结构,节省了结构布置空间,能够减小设备体积,使得设备更加小巧灵活,并将糖衣的冲压和夹芯的灌装同步进行,能够节省冲压与灌装夹芯之间的转运时间,提高加工速率,使得工序进一步精简。
14.2.本实用新型通过设置卸料结构,使得在型槽内成型的夹芯糖果进行自动卸料,相较于现有卸料需要人工操作的方式,省时省力,进一步提升了设备的自动化程度。
附图说明
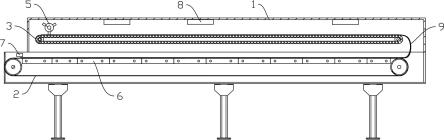
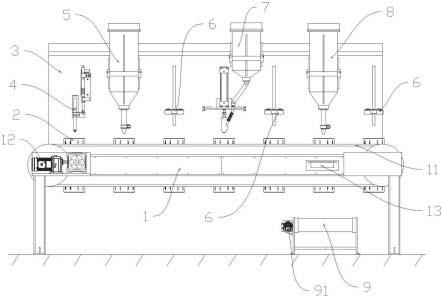
15.图1为一实施例中夹心糖自动成型机的结构示意图;
16.图2为图1中第二灌浆机构的结构示意图;
17.图3为冲头冲压糖衣形成凹槽的结构示意图;
18.图4为卸料机构的结构示意图。
19.图中标注:1、机架;11、第一传送带;12、第一电机;13、卸料机构; 131、卸料气缸;132、滑动块;133、滑动导杆;134、弹簧;2、模具;21、座体;22、型槽;23、底孔;3、背板;4、吹灰机构;5、第一灌浆机构; 6、散热器;7、第二灌浆机构;71、夹芯罐体;72、冲压气缸;73、安装板;74、冲头;741、注料孔;75、伸缩管;8、第三灌浆机构;9、第二传送带;91、第二电机;10、糖衣;20、夹芯;30、封料;40、凹槽。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚,下面结合附图及具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其他方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施的限制。
21.需要说明的是,当元件被称为“固设于”另一元件,它可以直接在另一元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一元件,它可以是直接连接到一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
22.参见图1-4,本实施例公开夹心糖自动成型机,包括起承载支撑作用的机架1,机架1上设有步进式传动的第一传送带11,第一传送带11采用链式传送带结构,如图1所示,第一传送带11与固设于机架1左侧的第一电机12传动连接,第一电机12能够步进式驱动第一传送带11向右侧循环移动。
23.第一传送带11上均匀间隔设置有多个模具2,模具2能够跟随第一传送带11步进式循环移动,从而在每个步进动作后形成一个加工工位,不同的加工工位能够同步进行不同的加工动作。
24.进一步的,结合图3或图4,模具2包括固设于第一传送带11上的座体21,座体21上设有型槽22,型槽22在模具2顶面中心位置形成一开口,型槽22用于容纳各种糖浆,从而塑造成特定形状的夹心糖。本实施例中的型槽22为圆形沉孔结构。
25.如图1所示,机架1后侧设有竖直的背板3,背板3正面沿第一传送带 11移动路径依次设有吹灰机构4、第一灌浆机构5、散热器6、第二灌浆机构7、散热器6、第三灌浆机构8和散热器6。各机构均位于模具2的加工工位上方。
26.其中,吹灰机构4包括固设于背板3上的吹灰气缸,吹灰气缸的伸缩杆竖直朝下设置,该伸缩杆上固定连接有高压吹气喷嘴,该喷嘴通过气管与外部空压机连接,能够对位于正下方的型槽22内部进行高压吹气,达到作业前的吹灰清洁操作。
27.第一灌装机构具有一用于存储糖衣原浆的糖衣罐体,该糖衣罐体采用保温材质制成,能够使得其内部的糖衣原浆保持一定的流动性。该糖衣罐体为密闭结构,底部设有开口,该开口通过微型电动阀控制开合,糖衣罐体还与空压机连接,能够结合高压及微型电动阀,对位于正下方的型槽22 进行糖衣原浆的灌装。
28.上述散热器6均采用风扇结构,能够加速位于正下方的糖浆冷切凝固,通过调试,能够使得在进入下一工位前,糖浆达到预期凝固程度。
29.位于第一灌装机构后侧的散热器6能够使得糖衣原浆在型槽22内快速冷却凝固,为后续冲压工作作为准备。
30.结合图2,第二灌浆机构7包括固设于背板3上的夹芯罐体71,夹芯罐体71与糖衣罐体的结构一致,其开口设于底部。夹芯罐体71一侧设有冲压气缸72,冲压气缸72的本体通过安装板73与背板3固定连接,冲压气缸72的伸缩杆竖直朝下设置,其底端固定连接冲头74,冲头74位于模具2加工工位的正上方,冲压气缸72能够驱动冲头74上下快速移动,下降后,能够对位于型槽22内的糖衣10中心位置进行冲压,形成一凹槽40,该凹槽40用于填装夹芯20。
31.进一步的,冲头74底部具有倒圆角结构,这有助于凹槽40的冲压成型,保证凹槽40轮廓的稳定性。冲头74内设有注料孔741,注料孔741在冲头74底部中心位置形成一开口,注料孔741内的夹芯原浆能够从该开口处流出。冲头74侧壁上设有一倾斜延伸管,延伸管内部中空,该中空结构作为注料孔741的衔接通道,延伸管顶部连接有伸缩管75,伸缩管75采用耐高温材质制成,伸缩管75顶部通过管件与夹芯罐体71底部开口连接,因此,结合微型电动阀的控制时机,能够使得在冲头74完成冲压后上升过程中,同步进行夹芯原浆的灌装。需要说明的是,夹芯原浆灌装在凹槽40 内后,在凹槽40顶部仍然保留一定空间,为后续封料30保留空间。
32.位于第二灌浆机构7后侧的散热器6能够使得位于凹槽40内的夹芯原浆进行快速冷却凝固,保证成型质量。
33.第三灌浆机构8包括固设于背板3上的封料罐体,封料罐体与糖衣罐体结构及工作原理一致。封料罐体内存储有封料原浆,本实施例中的封料 30与糖衣10材质相同。第三灌浆机构8能够将封料原浆灌装在凹槽40内的夹芯20顶部,待其凝固后,形成遮蔽夹芯20的封闭结构使得夹芯20被完全包裹在糖果内部。
34.位于第三灌浆机构8后侧的散热器6能够使得封料原浆快速冷却凝固,从而完成夹心糖的整体成型。
35.机架1右侧设有卸料机构13,主要用于对成型后的夹心糖进行自动卸料。
36.具体的,所述卸料机构包括固设于机架1上的卸料气缸131,卸料气缸 131位于模具2的步进停留工位正上方,该伸缩杆竖直朝下设置,能够进行上下伸缩。卸料机构13还包括插设在模具2底部的滑动块132,滑动块132 为工字型结构,模具2位于型槽22底部设有通孔23结构,滑动块132内侧端穿设过该通孔23位于型槽22底部,滑动块132外侧端位于模具2底部外侧,且该外侧端与模具2底部之间设有弹簧134,弹簧134套设在竖直的滑动导杆133上,滑动导杆133顶部固设于模具2底部,滑动导杆133 底部插设过滑动块132外侧端,滑动导杆133能够约束弹簧134的伸缩方向,还能够约束滑动块132的滑动路径。
37.结合图4,弹簧134在自由状态下,利用其自身弹力特性,能够将滑动块132外侧端
向外推动,使滑动块132内侧端紧密贴设在型槽22底部,这个状态在夹心糖整个成型过程中保持不变,当夹芯糖成型后,移动至卸料工位处时,卸料气缸131通过其伸缩杆的伸缩,能够快速冲击滑动块132 外侧端,压缩弹簧134,并带动滑动块132向内侧移动,导致滑动块132将位于型槽22内的夹心糖推出,完成卸料动作。
38.为了使得夹心糖在卸料后能够自动出料,在卸料机构13下方设有第二传送带9,第二传送带9一侧设有第二电机91,第二传送带9与第一传送带11移动方向垂直设置。卸料机构13将成型后的夹芯糖卸料后,夹心糖掉落至第二传送带9上,由第二传动带转运至目标位置。
39.在具体实施过程中,第一输送带步进式驱动各模具2移动,以一个模具2的作业路径作为例子,当该模具2循环移动至第一工位时,吹灰机构4 对其型槽22进行吹灰清洁,除去前一加工流程中残留的余料残渣;该模具 2进入第二工位,第一灌浆机构5对型槽22内进行第一次灌装,型槽22内得到糖衣原浆;该模具2进入第三工位,散热器6对糖衣原浆进行加速冷却凝固,得到糖衣10;该模具2进入第四工位,第二灌浆机构7的冲头74 对糖衣10中心位置进行冲压得到凹槽40,并在上升过程中完成夹芯原浆的灌装;该模具2进入第五工位,散热器6对夹芯原浆进行快速冷却,得到夹芯20;该模具2进入第五工位,第三灌装机构进行封料原浆的灌装;该模具2进入第六工位,散热器6对封料原浆进行加速冷却,得到封料30;随后进过多次步进移动,该模具2进入卸料工位,卸料机构13将型槽22 内成型的夹心糖推出,完成卸料,夹心糖随后掉落至第二输送带转运至目标位置。
40.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。