1.本发明涉及一种便携式多用途熔化器具,其具有至少一个可感应加热的加热尖端,用于熔化由不同的可熔化材料形成的熔化料筒。此外,本发明涉及一种设备,其具有至少一个这样的便携式多用途熔化器具和并且具有基站。
背景技术:
2.由现有技术已知可感应加热的、无绳的并且因此是热熔胶笔形式的移动式多用途熔化器具,其中对热熔胶笔的加热分别在配属的基站中进行。至少在基站中需要复杂的调节电子装置,以便避免分别为了加热而暂时插入基站中的热熔胶笔过热。如果热熔胶笔具有独立于基站的附加的加热装置来延长使用时间,则在热熔胶笔内部同样设置有有源的电子部件,例如复杂的温度调节电子装置以及电能存储器,由此进一步提高了整个系统的复杂度。
技术实现要素:
3.本发明首先涉及一种便携式多用途熔化器具,其具有至少一个可感应加热的加热尖端,用于熔化由不同的可熔化材料形成的熔化料筒。与加热尖端连接的至少一个加热元件和/或加热尖端仅可被加热至预给定的最高温度。
4.应指出的是,在本发明的范围内,术语“便携式多用途熔化器具”涉及一种手持式多用途熔化器具。该多用途熔化器具优选可以无绳或无线地运行并且因此是移动式的。
5.因此,本发明能够实现多用途熔化器具的加热尖端的在结构上和/或通过相应的材料选择可预给定的温度的改进的自调节。在可预给定的最高温度下,优选确保熔化料筒的材料的符合应用的塑化。因此,在多用途熔化器具内部和/或在基站中的复杂的并且因此昂贵的电子调节装置是可有可无的。对于加热尖端同时作为加热元件起作用的情况,能够实现特别简单的结构。与此相反,提供附加的加热元件使得能够利用任何金属构成加热尖端,例如铝合金或铝,其具有使使用寿命最大化的良好储热能力。与加热尖端固定连接的至少一个加热元件原则上可以具有任意的造型。
6.优选地,与加热尖端连接的至少一个加热元件和/或加热尖端具有铁磁合金,该铁磁合金配属有在大约75℃和750℃之间的限定的居里温度。
7.由此,借助于多用途熔化器具可以熔化并且紧接着处理多种材料或物质。
8.优选地,设置有笔状的壳体,该壳体具有供应区段、用于接收至少一个熔化料筒的内部空间、以及用于在使用者侧抓握的、加热尖端附近的抓握区段,其中,优选抓握区段至少局部地包围加热尖用于热隔离。笔状的壳体优选基本上关于纵向中轴线旋转对称地构造。
9.由此,所述多用途熔化器具具有根据常见的书写器具的手操作并且由此能够由使用者直观地、多样地、灵活地并且有创造性地使用。
10.根据一个优选的构型,加热尖端实施为喷嘴,所述喷嘴具有喷嘴室和用于熔化料
筒的熔化材料的直径减小的排出开口。
11.由此,所述多用途熔化器具可以用作通用的施加器具,用于将不同的可熔化的材料如塑料、蜡或食品施加到工件上。在所述多用途熔化器具的加热尖端未实施为具有排出开口的空心喷嘴、而是实施为实心体的情况下,开辟了全新的应用可能性,例如钎焊、塑料的热切割、在木材上的燃烧装饰等等。
12.优选地,喷嘴与近似空心柱形的、空心截锥形的、柱壳形的、截锥壳形的和/或条形的至少一个加热元件连接。
13.由此,在加热元件和喷嘴之间的热传递以及到喷嘴中的热导入的部位方面得到不同的选项。加热元件优选固定地与喷嘴的喷嘴体连接,以便实现尽可能小的热传递阻力。
14.优选地,喷嘴具有自关闭的且被弹簧加载的球阀。球阀的球优选借助于截锥形的压力弹簧被轴向预紧。
15.由此,借助于所述多用途熔化器具能够进一步改进涂覆结果。此外,可靠地防止了熔化料筒的熔化的材料从多用途熔化器具的喷嘴中滴出。此外,球阀的可转动地接收在喷嘴中的球使得由使用者在工件的表面上引导喷嘴变得容易,因为还仅须克服显著减小的滚动阻力。
16.优选地,喷嘴的加热元件布置在喷嘴的肩部和金属环之间,所述金属环与喷嘴固定连接的、优选压紧或热收缩。
17.由此简化了所述多用途熔化器具的制造。尤其是,在金属环的最终固定之前,通过加热元件相对于感应加热装置的线圈的中心平面的轴向移动,在基站或与该基站共同功能的制造辅助装置内的制造过程期间,加热元件的温度的简单调整是可能的。
18.优选地,加热元件借助于支撑在肩部和金属环之间的弹簧元件轴向地朝喷嘴的排出开口的方向弹动地预紧。金属环和喷嘴优选由同一金属和/或同一金属合金制成,以便避免热应力。
19.由此,在将金属环固定在喷嘴上之后,也可以补偿由制造技术引起的公差、加热元件的居里温度的由合金引起的波动以及热应力。
20.优选地,加热元件在背离喷嘴的排出开口指向的端部区段上具有多个优选在周侧均匀地彼此间隔开布置的矩形的、梯形的或v形的且轴向不贯通的留空。
21.由此,开辟了调整加热元件的温度并进而调整所涉及的多用途熔化器具的喷嘴的可达到的温度的另一可能性。
22.根据所述多用途熔化器具的一种有利的改进方案,该多用途熔化器具配属有用于熔化料筒的进给装置,其中,熔化料筒朝喷嘴的方向借助于压力弹簧轴向预紧,并且进给装置具有至少一个径向向外弹动地预紧的操作元件,该操作元件带有整体式的切割夹紧件。
23.由此,舒适地并且对于使用者符合人体工程学地推移熔化料筒,用于塑化多用途熔化器具的喷嘴内部的另外的材料。因此,必要时(除了更换熔化料筒之外)利用笔状的多用途熔化器具的连续的并且至少几乎无疲劳的工作也是可能的。
24.在一种构型中,所述熔化料筒在至少一个操作元件在使用者侧被释放的情况下借助于所配属的切割夹紧件轴向地被保持。切割夹紧件优选由斜平面和切割棱边形成。
25.由此提供一种稳健的并且结构简单地构造的进给装置,该进给装置在未操纵操作元件时可靠地阻止熔化料筒的熔化。
26.优选地,熔化料筒能够通过在使用者侧径向向内指向地按压至少一个操作元件被释放并且能够借助于压力弹簧朝喷嘴的方向进给。
27.由此,多用途熔化器具的使用者能够单手地将另外的材料定量供应给喷嘴,用于熔化和涂覆到工件上。
28.此外,本发明提供了一种设备,其具有至少一个便携式多用途熔化器具和并且具有外部的基站,该基站具有至少一个带有感应加热装置的接收井,其中,在至少一个接收井中至少能够局部地接收至少一个多用途熔化器具的至少一个加热尖端,用于借助于感应加热装置进行感应加热。
29.因此,本发明能够提供一种具有所述至少一个便携式多用途熔化器具和基站的设备,在该设备中能够在构造上和/或通过相应的材料选择来实现多用途熔化器具的加热尖端的可预给定的温度的改进的自调节。
30.优选地,基站具有至少两个分别用于一个便携式多用途熔化器具的接收井。
31.由此,多个结构简单并且由此成本有利的多用途熔化器具可以用于在单个紧凑的基站上使用由不同材料制成的熔化料筒。
32.优选地,基站的接收井分别以优选在0
°
至60
°
之间的角度相对于基底的垂线倾斜地构造。该角度必要时可以是可变的。
33.因此,该设备的人体工程学可以进一步为使用者优化。
附图说明
34.在下面的说明中借助于在附图中示出的实施例详细阐述本发明。附图示出:
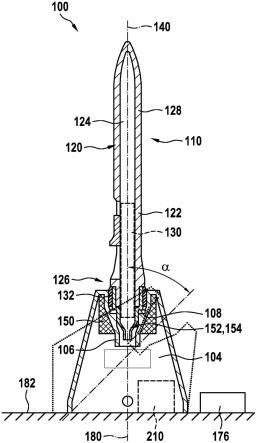
35.图1根据本发明的设备的示意性纵截面,该设备具有接收在基站中的多用途熔化器具,
36.图2图1的多用途熔化器具的放大的纵截面,
37.图3图1的多用途熔化器具的喷嘴的放大的纵截面,
38.图4图3的喷嘴的示意图,其具有根据另一实施方式的加热元件,
39.图5图4的喷嘴的示意图,其具有替代的加热元件,
40.图6图4的喷嘴的示意图,其具有根据另一实施方式的加热元件,
41.图7图4的喷嘴的示意图,其具有替代的加热元件,
42.图8具有处于关闭状态的球阀的喷嘴的另一实施方式的多用途熔化器具的部分纵截面,
43.图9在球阀的打开状态中图8的喷嘴的纵截面,
44.图10另一实施方式的可插入图1的设备中的多用途熔化器具的示意性的部分纵截面,
45.图11图10的多用途熔化器具的喷嘴的加热元件的示意性透视图,
46.图12用于图10的多用途熔化器具的喷嘴的加热元件的另一实施方式的示意图,
47.图13具有进给装置的一个实施方式的多用途熔化器具的一个替代的实施方式的示意性的部分俯视图,
48.图14图13的多用途熔化器具的纵截面,
49.图15图13的多用途熔化器具的进给装置的另一实施方式的示意性的纵截面,
50.图16图13的多用途熔化器具的进给装置的另一实施方式的示意性的纵截面,
51.图17图13的多用途熔化器具的进给装置的另一实施方式的示意性的纵截面,
52.图18在带有进给装置的另一实施方式的替代的实施方式中的多用途熔化器具的纵截面,
53.图19图18的多用途熔化器具的纵截面图,具有进给装置的另一实施方式,
54.图20图18的多用途熔化器具的纵截面图,具有进给装置的一个替代的实施方式,
55.图21图18的多用途熔化器具的纵截面图,具有进给装置的另一实施方式,
56.图22另一实施方式中的多用途熔化器具的纵截面,
57.图23图22的局部a的放大图,和
58.图24图22的局部b的放大图。
59.在附图中,具有相同或类似功能的元件设有相同的附图标记并且仅准确地描述一次。
具体实施方式
60.图1示出了示例性的设备100,其具有接收在基站104中的示例性的便携式多用途熔化器具110。基站104如图示包括至少一个具有感应加热装置150的接收井106。在该至少一个接收井106中,如图示能够借助于感应加热装置150至少局部地接收至少一个多用途熔化器具110的加热尖端152,用于感应加热。基站104可以具有两个或任意更多个在结构上相同的接收井106,用于接收未示出的另外的便携式多用途熔化器具110。在此,每个接收井优选分别配属有感应加热装置150。
61.所述至少一个接收井106可以优选以优选在0
°
和60
°
之间的角度α(如利用点划线轮廓并且以45
°
的角度α示出的那样)关于垂线180和基底182或工作平面倾斜地构造,设备100放置在该基底或工作平面上。至少一个感应加热装置150优选能够在没有电流隔离的情况下利用至少一个电网部件210供给运行所需的电能,所述电网部件优选根据有节拍的、低损耗的电压转换器的类型构造。
62.便携式多用途熔化器具110优选地具有近似笔状的壳体120,该壳体优选地具有供应区段122、用于接收至少一个可热塑化的熔化料筒130的内部空间124、用于由使用者抓握的靠近加热尖端的抓握区段126以及背离抓握区段126指向的端部区段128。笔状的壳体120优选基本上关于纵向中轴线140旋转对称地构造,在在这里调节出接收井106的关于垂线180大约为0
°
的角度α的情况下,所述纵向中轴线与该垂线重合。加热尖端152优选至少局部地被密封元件132包围,该密封元件与接收井106的止挡108一起构成用于多用途熔化器具110的轴向插入边界,从而确保在感应加热装置150和加热尖端152之间的适合的定向,用于特定应用所需的加热结果。为了热隔离,加热尖端152优选至少局部地被多用途熔化器具110的抓握区段126包围。
63.加热尖端152优选地构造为空心喷嘴154,用于使熔化料筒130的可借助于感应加热装置150和加热尖端152塑化的材料聚焦地排出。加热尖端152可以由金属材料形成,该金属材料可以通过感应加热装置150直接感应加热到预给定的最高温度。替代地,加热尖端152可以间接地通过由可感应加热的金属材料制成的加热元件(图2中的170)加热,其中,至少一个加热元件局部地布置在加热尖端152上并且与其固定连接用于改善热传递。此外,加
热尖端152可以利用由可感应加热的材料形成的实心体来实现,并且例如可以具有凿状、刺状或刃状的造型。
64.多用途熔化器具110因此能够用作通用的施加器具,所述施加器具用于将极其不同的可熔化或可塑化的材料如塑料、热熔胶、蜡、低熔点的金属或食品施加在工件176上。其它应用例如是制造包含聚丙交酯(pla)的3d丝(该聚丙交酯由许多彼此化学键合的乳酸分子组成),或者由丙烯腈-丁二烯-苯乙烯(abs)制造这种3d丝。同样可以借助于多用途熔化器具110处理由例如天然蜡、封蜡、合成蜡、硬蜡、彩色蜡或者唇膏构成的熔化料筒。此外,可以提供具有粉末漆和颗粒形式和/或棒形式的塑料涂层的涂层。此外,由食品构成的熔化料筒是可处理的。在此,可以将具有巧克力、明胶、奶酪、糖、焦糖、糖霜、酱、香料、香味剂以及坚果粉的熔化料筒置入多用途熔化器具110中。此外,可以处理由金属、例如锡或其他低熔点金属合金制成的熔化料筒,使得多用途熔化器具110也可以像常规的钎焊器具一样使用。在多用途熔化器具110的加热尖端152不是实施为空心喷嘴154,而是实施为可感应加热的实心体的情况下,开辟了全新的应用领域,例如(软)钎焊、热塑性塑料的热切割、在木材或塑料上的燃烧装饰等等。加热尖端152基本上仅能加热至预给定的最高温度。
65.如果基站104具有多于一个的接收井106并且多用途熔化器具110被接收在其中,那么加热尖端152可以分别达到不同的预给定的最高温度,从而使用者可以借助于设备100和多个多用途熔化器具以简单和舒适的方式处理具有不同的材料或者原料(其分别具有不同的熔化温度或者塑化温度)的熔化料筒。
66.图2示出了图1的多用途熔化器具110并且说明了其构造。在图2中未示出的熔化料筒优选可由使用者借助于具有操作元件192的进给装置190朝构造为喷嘴154的加热尖端152的方向进给并且因此可在前侧熔化或塑化。为此目的,进给装置190优选具有切割夹紧件200,所述切割夹紧件略微在表面压入或咬入到熔化料筒中并且在操作元件192的未操纵状态中使该熔化料筒在一次性到达的轴向位置中位置固定。喷嘴154优选在径向外侧被加热元件170包围,该加热元件可以借助这里未示出的感应加热装置150在基站内部(参见图1,附图标记150)加热直至预给定的最高温度。
67.加热元件170可以由铁磁合金形成,该铁磁合金具有优选地在75℃与750℃之间的限定的居里温度。因此,加热尖端152优选不能加热到超过制造商预给定的居里温度,因为材料在较高的温度下会失去其磁特性。由于加热尖端152或喷嘴154的这种自主的温度调节特性,可以省去基站内的感应加热装置150的电子控制和/或调节。通过提供多个按照所述多用途熔化器具110的类型的多用途熔化器具(其加热尖端152分别由具有不同的居里温度的铁磁合金形成),可以利用同一个设备(参见图1,附图标记100)由使用者简单并且舒适地同时处理由不同的材料或原料构成的熔化料筒。
68.替代地,多用途熔化器具110的加热尖端152可以完全由铁磁合金构成,由此得到在结构上简化的构造。此外,加热尖端152可以由不具有限定的居里温度的优选食品级的不锈钢、不锈钢合金、其他金属或其他金属合金构成。在这种状况下,可能需要根据加热尖端152的预给定的最高温度来电子控制和/或调节基站的至少一个接收井的感应加热装置150。这种调节机构对于电加热器具领域的技术人员来说是熟悉的,例如热熔胶笔或多用途熔化器具,从而在本说明书的范围内可以省去进一步的技术说明。
69.图3示出了图1的多用途熔化器具110的示例性地实施为喷嘴154的加热尖端152。
在抓握区段126的区域中,优选喷嘴体156和密封元件132在轴向上优选对接地彼此衔接。根据一个实施例,喷嘴体156包括柱形区段160,锥形区段162轴向地衔接于该柱形区段,该锥形区段继而轴向地过渡到直径减小的空心柱形细管164中。柱形区段160和/或锥形区段162优选构成喷嘴室158,在所述喷嘴室中首先使熔化料筒的材料塑化。细管164具有柱形的喷嘴通道166,该喷嘴通道具有用于熔化料筒的经塑化或熔化的材料的排出开口168。加热尖端152的喷嘴154如图示至少局部地同轴地被加热元件170包围。
70.图4示出了根据另一实施方式250构造的图3的喷嘴154。除了细管164之外,喷嘴250优选在周侧几乎完全被优选为空心截锥形的和空心柱形的加热元件264包络。这可以产生感应加热的加热元件264和喷嘴250之间的尽可能高的热传递。
71.图5示出了图4的喷嘴250,其具有根据另一实施方式的加热元件274。优选空心截锥形的加热元件274在此优选完全包围喷嘴250的锥形区段162,由此加热元件274与喷嘴250之间的热传递主要在最相关的区域中进行。
72.图6示出了图4的喷嘴250,其具有替代的加热元件284。根据另一实施方式,优选空心柱形的加热元件284仅包括喷嘴250的柱形区段160,由此得到加热元件284的简化的且成本有利的制造。
73.图7示出图4的喷嘴250,其具有优选两个大致相同大小的、近似条形的或半壳形的加热元件294、296。两个半壳形的加热元件294、296优选均匀地在周侧彼此间隔开地布置在柱形区段162上并且优选固定地与其连接。两个窄的纵向间隙298在加热元件294、296之间延伸,其中在此仅可看到一个在前方的纵向间隙298。这些纵向间隙298在此优选平行于纵向中轴线140延伸,并且在周侧大致在对角线上彼此定位。
74.与具有两个近似半壳形的加热元件294、296的图7的图示不同,也可以在空出相应数量的纵向间隙298的情况下设置三个或更多个加热元件。纵向间隙298必要时也可以具有约为零的周向宽度,从而加热元件在周侧直接彼此对接或彼此贴靠。此外,加热元件也可构造成c形。加热元件264、274、284、294、296优选地利用上面所描述的具有限定的居里温度的铁磁合金来形成,但是替代地也可以利用能借助于感应加热装置150加热到预给定的最高温度的金属或者金属合金来形成。
75.图8示出了便携式多用途熔化器具300的喷嘴306的另一实施方式,该喷嘴能够代替图1的多用途熔化器具110中的喷嘴154应用。喷嘴306优选地具有球阀320,其中,球阀320在图8中以关闭的状态示出。喷嘴306优选地包括图5的加热元件274,该加热元件构造为用于间接加热。根据一种替代的实施方式,喷嘴306可以配属有间接或直接作用的电阻加热装置。
76.多用途熔化器具300的优选笔状的壳体120的抓握区段126借助于密封元件132优选衔接于喷嘴306。喷嘴306尤其优选地包括具有排出开口312的锥形区段310,该排出开口与球314和截锥形的压力弹簧316共同作用地构成球阀320。在喷嘴306的锥形区段310上衔接有柱形区段322。被喷嘴306的柱形区段322同轴地包括的套筒324优选同样具有柱形区段326和径向向外指向的、环绕的凸缘328或法兰状的突起。喷嘴306的柱形区段322优选例如借助于压配合、通过热收缩或诸如此类不可松开地固定在套筒324的柱形区段326上,并且套筒324的凸缘328与笔状的壳体120的抓握区段126固定连接。球314借助于截锥形的压力弹簧316优选轴向地朝喷嘴306的排出开口312的方向被弹动地加载。压力弹簧316支撑在球
314与套筒324的柱形区段326的端部330之间。
77.在图8所示的球阀320的关闭状态中,优选没有熔化料筒130的借助加热元件274熔化的材料能够从喷嘴306的由球314密封地封闭的排出开口312排出。替代地,球314可以直接支撑在密封件132上,从而可以省去套筒324。
78.图9示出了图8的球阀320在打开状态中。在此,球314克服压力弹簧316的力作用轴向地朝壳体120的抓握区段126的方向移动,从而在实现窄的环形间隙336的情况下使喷嘴306的锥形区段310的排出开口312在预给定的周边上被释放。通过环形间隙336,熔化料筒130的借助加热元件274熔化或塑化的材料(如以流线338示出的那样)可以朝在这里未示出的工件的方向排出。通过球314与工件表面的机械接触实现球314朝抓握区段126方向的轴向移动。
79.在图9的球阀320的打开状态中,优选排出开口312的有效的开口横截面的大部分(除了环形间隙336之外)保持封闭。通过朝排出开口312的方向截锥形地逐渐变细的压力弹簧316确保在喷嘴306的锥形区段310中可靠地引导球314和压力弹簧316。同时,压力弹簧316至少在很大程度上与喷嘴306的内部几何形状相匹配。排出开口312的为了更好的绘图概览而未标出的直径与球直径d之间的比例优选在0.5至0.95之间。在熔化料筒130的熔化材料是热熔胶的情况下,球直径d优选为约3mm,以便能够将热熔胶在不考虑其高粘度的情况下可靠地输送通过球阀320。对于其它可借助于喷嘴306熔化或塑化的材料,例如塑料、蜡、低熔点的金属、金属合金或食品,球314的直径d优选大于1.0mm。如果需要,球314也可以由具有限定的居里温度的可感应加热的金属或铁磁合金形成,由此支持熔化料筒130的熔化材料的排出过程。替代地,球314也可以由优选食品级的不锈钢或者由不锈钢合金形成。
80.基于球阀320,借助于多用途熔化器具300的涂覆结果能够进一步得到改进。可靠地防止熔化料筒130的熔化材料从多用途熔化器具300的喷嘴306滴落。此外,由于滚动阻力的降低,可转动地接收在喷嘴306内的球314使沿着工件表面引导喷嘴306变容易。此外,通过自动打开的球阀320能够实现熔化料筒130的自动进给。
81.图10示出了便携式多用途熔化器具350的另一实施方式,其具有喷嘴154以及修改的加热元件370,该加热元件优选同轴地包围喷嘴154,该多用途熔化器具优选能够与图1的设备100一起使用并且类似于图1的多用途熔化器具110构造。具有排出开口168的喷嘴154能够借助于可通过基站104的感应加热装置150加热的加热元件370被加热到预给定的最高温度,用于使熔化料筒的材料可靠地熔化或塑化。加热元件370和喷嘴154的材料选择与前面在图1至图9的描述的范围内描述的标准类似地基于已经提到的用于喷嘴和加热元件的可感应加热的原料或材料和材料组合来进行。
82.喷嘴154如图示具有直径较大的柱形区段160,直径较小的柱形区段374以及锥形区段162朝排出开口168的方向衔接于该直径较大的柱形区段。如图示,肩部378在直径较大的柱形区段160和直径较小的柱形区段374之间沿周向方向延伸,并且金属环380与肩部378轴向地间隔开地以压锁合的方式轴向地固定在直径较小的柱形区段374上。在壳体120的抓握区段126和喷嘴154的柱形区段160之间可以设置可选的密封元件132。
83.实施为碟形弹簧的弹簧元件384或者实施为柱形弹簧的弹簧元件386沿轴向方向在肩部378和金属环380之间轴向地夹紧。喷嘴154和金属环380优选地由具有合适的居里温度的(例如可感应加热的)同一铁磁金属合金形成,使得与喷嘴154的预给定的最高温度无
关地总是保持喷嘴154和金属环380之间的压配合。通过弹簧元件384、386可以补偿制造公差,并且(即使在加热元件370从喷嘴154的直径较小的柱形区段374至少局部地抬起的情况下也)总是确保加热元件370在喷嘴154的直径较小的区段374上的限定的轴向位置。
84.在制造多用途熔化器具350时,通过在将金属环380固定在喷嘴154上之前使金属环380在喷嘴154的较小直径的柱形区段374上轴向地以调整距离z移动,可以实现加热元件370相对于感应加热装置150的中心平面142的相应所需的轴向定向,并且因此结果可以实现精确地校准喷嘴154的待预给定的最高温度。此外,能够实现加热元件370的制造公差的补偿。此外,通过弹簧元件384、386可以补偿在加热元件370、肩部378、压锁合地固定的金属环380和喷嘴154的直径较小的柱形区段374之间的可能的热应力。
85.在校准过程中,喷嘴154的当前温度在接通感应加热装置150时借助温度计有接触地或无接触地被检测并且轴向的调整距离z相应地被匹配。通过将喷嘴154引入基站104的接收井106中,在没有笔状的壳体120的情况下实现多用途熔化器具350的预给定的最高温度的校准过程,所述基站因此同时作为制造辅助装置起作用。因此,代替止挡108,例如基站104的上表面388用于确定喷嘴154相对于基站104的接收井106的感应加热装置150的限定的轴向位置。代替基站104,也可以使用专门构造的制造辅助装置用于多用途熔化器具350的喷嘴154的预给定的温度的校准过程。
86.图11示出了图10的加热元件370的一种替代实施方式。在此,优选近似空心柱形的加热元件370具有在安装状态中背离喷嘴154指向的留空区段392。留空区段392优选具有三个在周侧均匀地彼此间隔开地布置的留空398、400、402,这些留空在此分别大致矩形地实施。留空398、400、402的轴向高度h优选地大约相应于加热元件370的总高度h的轴向高度的一半。通过这里示例性地三个留空398、400、402确保了,感应加热装置150的加热作用基本上集中在加热元件370的无留空的、喷嘴附近的空心柱形区段424中。此外,由于留空区段392并不会对加热元件370的加热做出任何显著贡献,因此简化了加热元件370的预给定最高温度的校准过程。因此,较大的轴向调整距离(参见图10)首先产生预给定的最高温度的相关变化,这总体上提高了校准过程的精度。与这里仅仅示范性地示出的三个留空398、400、402不同,也可以在加热元件370中设置两个或者多于三个的留空。
87.图12示出用于图10的喷嘴154的加热元件370的另一实施方式410,其同样具有三个在留空区段414中在周侧均匀地彼此间隔开地引入的留空418、420、422。加热元件410的留空区段414在装配到喷嘴154上的状态下背离喷嘴154指向。与图10的加热元件370相比,加热元件410或留空418、420、422在此仅分别具有近似三角形的或梯形的造型。加热元件410可以由具有限定的居里温度的铁磁合金形成。替代地,加热元件410可以由任何可感应加热的金属、金属合金、优选食品级的不锈钢或不锈钢合金形成。此外,加热元件410还可以构型为欧姆电阻加热元件。相应情况适用于根据图1至图11的所有加热元件。
88.图13示出了便携式多用途熔化器具450的另一实施方式,该多用途熔化器具450与图1的多用途熔化器具110类似地构造,然而具有替代的进给装置474,该进给装置可以代替图1的进给装置190应用。在抓握区段126的区域中,优选用于熔化料筒的进给装置474在人体工程学上有利地放置,借助于所述进给装置,熔化料筒能够以受控的方式由使用者朝喷嘴154的方向进给或输送。进给装置474为此目的优选具有翘板式或按键式的操作元件480,该操作元件与在此仅以虚线轮廓示出的弹簧元件482共同作用。
89.图14示出图13的多用途熔化器具450,其中,图1的熔化料筒130优选借助于压力弹簧470轴向地朝喷嘴154的方向加载,如以箭头472标明的那样。进给装置474的翘板式操作元件480如图示大致居中地借助于弹簧元件482弹簧弹性地附接到壳体120上。操作元件480的按照壳体接片的形式构成的弹簧元件482优选与壳体120整体式地成型。在翘板式操作元件480的面向喷嘴154的端部上例如整体式地成型有用于使用者的操作面484并且在操作元件480的背离所述操作面的端部上例如整体式地成型有径向向内取向的具有楔形横截面几何形状的切割夹紧件486。
90.在操作元件480的未操纵状态中,切割夹紧件486优选由于弹簧元件482的扭转弹簧作用而在转动箭头490的方向上被弹动地加载并且在表面咬入到熔化料筒130中。因此,熔化料筒130可靠地被轴向位置固定。通过在使用者侧按压操作元件480的操作面484,熔化料筒130优选被切割夹紧件486释放并且由于压力弹簧470的力作用轴向地朝喷嘴154的方向进一步进给或输送。
91.图15示出了图13的具有根据另一实施方式的进给装置500的多用途熔化器具450,所述进给装置同样能够代替图1的进给装置190应用。与图14的实施方式不同,进给装置500具有两个按照双侧杠杆的类型实施的操作元件506、508,所述操作元件可倾翻并且彼此对置地在抓握区段126的区域中支承在壳体120上。在供应区段122的内部空间124中优选地以可轴向进给的方式接收有可朝喷嘴154的方向(如以箭头472标明)借助于在此未示出的压力弹簧轴向预紧的熔化料筒130。在操作元件506、508的为了更好的绘图概览而未标出的端部上优选分别成型有楔形的切割夹紧件510、512。第一操作元件506如图示借助于第一弹簧元件514并且第二操作元件508借助于第二弹簧元件516径向向外预紧,从而切割夹紧件510、512在操作元件506、508的分别未操纵的状态中在表面略微压入或咬入到熔化料筒中。因此,熔化料筒130以不损坏其朝向喷嘴154的方向的轴向预紧的方式被轴向地位置固定。
92.通过使用者沿箭头518的方向径向向内指向地按压两个杠杆式操作元件506、508,切割夹紧件510、512和熔化料筒130脱离接合,使得熔化料筒130能够自主地朝多用途熔化器具450的喷嘴154的方向进给。在使用者侧释放两个操作元件506、508之后,两个切割夹紧件510、512再次在表面略微嵌入熔化料筒130中,使得该熔化料筒再次在当前的轴向位置中位置固定,并且没有其他材料或其他原料被熔化并且能够排出。
93.图16示出了图13的具有替代的进给装置550的多用途熔化器具450,所述进给装置能够取代图1的进给装置190应用。可轴向移动的熔化料筒130再次沿喷嘴154的方向或箭头472的方向轴向地被预紧。进给装置550的在此按键式的操作元件552优选利用曲杆554实现,该曲杆在支承部位556中以预给定的程度可倾翻地接收在多用途熔化器具450的壳体120上。曲杆554的为了更好的绘图概览而未标出的端部具有带有近似楔形几何形状的切割夹紧件558。在曲杆554的背离于此指向的端部上优选成型有u形的且与曲杆554整体式地实施的弹簧元件562,所述弹簧元件抵着壳体120支撑。借助于弹簧元件562,由使用者未操纵的曲杆554优选地径向向内关于纵向中轴线140弹动地预紧,从而切割夹紧件558略微在表面压入或切入到熔化料筒130中并且该熔化料筒被轴向地位置固定。
94.如果操作元件552被使用者径向向内地克服u形弹簧元件562的力作用按压,则切割夹紧件558释放熔化料筒130,从而该熔化料筒由于压力弹簧的力作用可以朝喷嘴154的方向轴向进给。通过在使用者侧释放操作元件552,切割夹紧件558由于弹簧元件562的力作
用又在表面压入到熔化料筒130中,从而其轴向进给可靠地停止并且没有其他材料借助于喷嘴154被熔化或塑化。
95.图17示出了图13的具有另一替代的进给装置600的多用途熔化器具450,所述进给装置能够替代图1的进给装置190应用,其中,熔化料筒130沿喷嘴154或箭头472的方向轴向预紧。进给装置600的框架状的操作元件602优选具有上接片604、与其平行间隔开地延伸的下接片606以及两个平行间隔开地延伸的侧接片608、610,它们优选在周侧近似直角地彼此衔接并且由此围成仅示例性地四角形的开口612,熔化料筒130被引导穿过所述开口。
96.操作元件602优选借助于示例性地按照柱形的压力弹簧的类型实施的弹簧元件618关于多用途熔化器具450的纵向中轴线140径向向外地被加载。弹簧元件618优选支撑在多用途熔化器具450的下接片606和壳体120之间。上接片604优选形成用于使用者的操纵面614。在所述下接片606上整体式地成型有朝向熔化料筒130的方向指向的切割夹紧件620,该切割夹紧件按照齿部622或槽纹的方式来实施。
97.在图17的进给装置600的操作元件602的未操纵状态中,切割夹紧件620在表面略微咬入到熔化料筒130中或者略微切入到熔化料筒中,从而熔化料筒轴向地被位置固定。通过在使用者侧按压操作元件602,切割夹紧件620释放熔化料筒130,从而该熔化料筒能够由于背侧的压力弹簧618的力作用而在喷嘴154的方向上进一步进给。在通过使用者重新释放操作元件602的情况下,弹簧元件618挤压操作元件602并且因此又径向向内朝向熔化料筒130的方向挤压由下接片606构成的切割夹紧件620。在此,切割夹紧件620重新略微在表面压入到进给的熔化料筒130中,熔化料筒因此可靠地被轴向固定。
98.图18示出了便携式多用途熔化器具650的另一实施方式,该便携式多用途熔化器具650构造得与图1的多用途熔化器具110类似,然而与此不同地设有进给装置670的另一实施方式,所述进给装置可以代替图1的进给装置190应用。在供应区段122的区域中,为使用者设置优选根据所谓的“夹紧进给原理”作用的进给装置670,其具有滑块式的操作元件672。具有用于使用者的如图示凹形的或倒圆式的操纵面674的操作元件672优选在下侧具有径向向内或朝向熔化料筒130的方向取向的切割夹紧件678,所述切割夹紧件利用下侧的齿部680或切槽的结构来实现。在径向上稍微弹动地实施的操作元件672优选平行于纵向中轴线140借助于引导件682可移动地在壳体120中被接收和引导。
99.通过在使用者侧朝喷嘴154的方向轴向地进给操作元件672,其中,操作力f略微倾斜地作用在操作元件672上,该操作元件沿轴向被进给并且同时略微径向向内地被挤压。由此使切割夹紧件678的齿部680在表面咬入到熔化料筒130中,从而该熔化料筒可以借助于朝喷嘴154的方向运动的操作元件672朝喷嘴154的方向进给一小段,用于在前侧熔化。熔化料筒130在此可以通过笔状的壳体120的端部区段128的背侧开口690导入到供应区段122的内部空间124中。
100.可以设置未示出的拉力弹簧,以便在通过使用者进给后使滑块式的操作元件672重新自主地拉回到图18中所示的初始位置。操作元件672优选由于其在未被操纵的状态下的固有弹性而关于纵向中轴线140径向向外弹动,从而切割夹紧件678的齿部680和熔化料筒130在操作元件672滑回时脱离接合,其中,熔化料筒130保留在所达到的轴向位置中。在多用途熔化器具650的通常的工作位置中,纵向中轴线140以大于30
°
的角度相对于水平线倾斜,从而使得熔化料筒130的自重有助于维持一次性达到的轴向位置并且维持其与喷嘴
154的前侧接触。与图13至图17的进给装置的实施方式不同,优选不设置用于轴向地进给熔化料筒的压力弹簧。
101.图19示出具有替代的进给装置700的图18的多用途熔化器具650,所述进给装置能够代替图1的进给装置190应用,所述多用途熔化器具具有操作元件702,所述操作元件根据所谓的“泵原理”工作。操作元件702的肘杆704优选包括第一边和第二边706、708,它们在铰接点710处连接,其中,用于使用者的半柱形的操纵体712优选布置在铰接点710中。优选地,切割夹紧件718或夹紧块铰接在第一边706的未标出的端部上。夹紧件718在壳体120内可在纵向引导件722(例如长形孔等)中轴向地移动。第二边708的未标出的端部优选地在转动点724处可摆动地铰接到壳体120上。切割夹紧件718优选具有关于纵向中轴线140径向向内指向的或者说下侧的楔形的或锯齿状的突出部726,所述突出部具有切割棱边728和前表面730以及助滑斜面732。在此,助滑斜面732优选如此倾斜,使得它仅以相对较小的机械阻力反抗切割夹紧件718朝端部区段128的方向沿着熔化料筒130的轴向运动或者熔化料筒130相对于切割夹紧件718沿进给方向734的运动。楔形的突出部726的前表面730优选地基本上垂直于纵向中轴线140并且指向喷嘴154的方向。此外,切割夹紧件718优选借助于弹簧元件736朝向壳体120的端部区段128的方向被加载。
102.通过按压操作元件702的肘杆704的操纵体712,切割夹紧件718克服弹簧元件736的力作用首先略微径向向内运动并且随后朝喷嘴154的方向移动。在此,楔形突出部726以切割棱边728和所属的前表面730在表面咬入到熔化料筒130中并且使该熔化料筒轴向地朝着喷嘴154的方向进给。由于垂直的前表面730,切割夹紧件718的楔形突出部726将熔化料筒130朝喷嘴154的方向可靠地进给。
103.如果使用者再次释放操作元件702的操纵体712,那么切割夹紧件718由于弹簧元件736的力作用而朝壳体120的端部区段128的方向回移,其中,楔形突出部726通过助滑斜面732从熔化料筒130中被抬出,从而将该熔化料筒保留在所占据的轴向进给位置中。在进给装置700的该另一实施方式的情况下,通常也不需要借助于压力弹簧等等来在背侧加载熔化料筒130。
104.图20示出了图18的多用途熔化器具650,其具有进给装置750的另一实施方式,该进给装置可以代替图1的进给装置190应用。多用途熔化器具650具有端部区段128,该端部区段与图18、19不同地设有可松开的、后侧的封闭元件754。作为与图18、19的另一区别,熔化料筒130借助于背侧的压力弹簧756朝着喷嘴154的方向轴向预紧,其中,压力弹簧756支撑在熔化料筒130和封闭元件754之间。
105.进给装置750根据所谓的“制动原理”工作并且此外优选包括能够借助于操作元件752由使用者操纵的制动装置760。制动装置760优选具有罐状的制动元件762,该制动元件能横向移动地接收在壳体120中,并且该制动元件利用实现为柱形的压力弹簧的弹簧元件764径向向内抵着熔化料筒130预紧。由此,熔化料筒130径向向外地抵着内部空间124的内壁770被加载,由此熔化料筒130克服背侧的压力弹簧756的力作用轴向位置固定。熔化料筒130的由此引起的关于纵向中轴线140的倾斜在此夸张地示出。
106.通过在使用者侧操纵操作元件752(这例如通过操作元件752围绕摆动轴线772的倾翻、通过轴向的移动等来实现),罐状的制动元件762的径向向内指向的预弹力被取消,或者制动元件762略微从内壁770上抬起并且制动装置760被松开。熔化料筒130与内壁770之
间的摩擦锁合取消,从而熔化料筒130由于压力弹簧756的力作用能够进给至喷嘴154中用于熔化。通过重新在使用者侧激活制动装置760再次停止熔化料筒130的轴向进给。
107.图21示出具有进给装置800的另一实施方式的图18的多用途熔化器具650,所述进给装置能够替代图1的进给装置190应用。用于多用途熔化器具650的进给装置800优选基于所谓的“喷射原理”。进给装置800的操作元件802据此实施为优选一体的冲头804,其包括仅示例性地为柱形的活塞806和用于使用者的端侧的蘑菇状操纵按钮808。活塞806优选可通过背侧的开口810轴向地导入到壳体120的内部空间124中,直到达到图21的活塞806的轴向位置并且其活塞端面812至少局部地与熔化料筒130对接地贴靠。
108.通过将活塞806进一步推入壳体120的内部空间124中,使用者可以使熔化料筒130穿过柱形的内部空间124朝向喷嘴154的方向进给,用于根据需要连续地在前侧熔化熔化料筒130的材料。为了确保必要的密封作用和无冲击的、轻微的轴向可移动性,在多用途熔化器具650的壳体120的内部空间124的内壁814与活塞802之间至多存在轻微的压配合。
109.图22示出了便携式多用途熔化器具850的另一实施方式,其构造得与图1的多用途熔化器具110类似,具有进给装置870的另一实施方式,该进给装置能够代替图1的进给装置190应用。在供应区段122的区域中,优选地设置有根据所谓的“阀原理”作用的具有操作元件872的进给装置870,所述进给装置能够实现熔化料筒130的自动进给。操作元件872优选地具有用于使用者的略微凸出的箔状操纵面874。此外,优选地,用于导入熔化料筒130的背侧开口880设置在壳体120的端部128中。如图示,在喷嘴154的区域中标记出局部a,并且在供应区段122的区域中标记出局部b。
110.图23示出图22的局部a,其中,进给装置870在多用途熔化器具850的壳体120的抓握区段126的区域中尤其如图示包括阀单元884作为可感应加热的喷嘴154的结构部件。阀单元884的阀壳体886优选轴向地布置在具有细管890的聚焦喷嘴区段888与近似空心柱形的加热室894之间,所述细管具有排出开口892,所述加热室用于熔化或塑化熔化料筒130的材料。
111.此外,阀壳体886优选地具有输入通道898,用于熔化料筒130的在加热室894中熔化或塑化的材料的流入,并且阀壳体具有通入到喷嘴154的喷嘴区段888中的输出通道900,用于排出熔化料筒130的塑化的材料。优选地,横向于纵向中轴线140,基本上柱形的阀体906垂直于纵向中轴线140可移动地接收在阀壳体886的柱形孔910中,该阀体具有在周侧延伸的环形槽908。阀体906借助于优选地利用压力弹簧实现的弹簧元件912关于纵向中轴线140径向向外被加载。阀体906优选地形成径向向外指向的挺杆914,该挺杆由于弹簧元件912的力作用而径向向外被加载并且构成操作元件872的操纵面874。
112.在图23的状态下,阀单元884关闭,因为柱形阀体906中断了输入通道898与输出通道900之间的连接,使得熔化料筒130的塑化材料不能从加热室894排出到喷嘴区段888中。通过在使用者侧沿箭头916的方向按压操作元件872的操纵面874,阀体906克服弹簧元件912的力作用移动,直到输入通道898和输出通道900与环形槽908重合并且熔化料筒130的在加热室894内熔化的材料可以经由喷嘴区段888流入到具有排出开口892的细管890中。为了打开阀单元884优选借助挺杆914实现阀体906的径向推入,该挺杆在它那方面通过作为操作元件872的膜状弹性操纵面874来操纵。如果使用者再次释放操作元件872,则阀体906通过弹簧元件912的力作用自主地径向向外移动,直至阀单元884再次达到图23中所示的关
闭位态。
113.图24示出图22的局部b。在端部区段128的区域中,壳体120优选具有可由使用者例如沿旋转箭头920的方向围绕纵向中轴线140扭转的、近似空心柱形的外套筒922,该外套筒如图示同轴地包围内套筒924并且与该内套筒暂时抗扭转地连接。优选地,在内套筒924上成型有内螺纹930,该内螺纹在它那方面与进给滑块932共同作用,该进给滑块优选可以借助于优选根据柱形弹簧的类型实施的压力弹簧934轴向地朝着供应区段122或者在这里未示出的喷嘴的方向预紧。压力弹簧934优选支撑在进给滑块932与笔状的壳体120的端部区段128的内部空间124的内壁938的在图中仅标明的内置肩部936之间。优选至少区段地可接收在进给滑块932中的可轴向自由移动的张紧钳944优选具有至少两个径向向内指向的并且在对角线上布置的尖端946,所述尖端可以咬入熔化料筒130中。尤其是,内螺纹930、进给滑块932、压力弹簧934以及至少两个具有两个尖端946的张紧钳944是多用途熔化器具850的进给装置870的另外的结构部件。
114.通过在使用者侧扭转外套筒922(这例如仅能沿旋转箭头920的方向实现),进给滑块932优选借助于内螺纹930沿与熔化料筒130的进给方向950相反的方向轴向地在内部空间124内移动。进给滑块932的这种向后的移动运动优选克服压力弹簧934的力作用进行。一旦压力弹簧934完全张紧或者使用者又释放外套筒922,则又取消进给滑块932在内套筒924的内螺纹930中的接合。通过区段地接合到进给滑块932中的、可轴向自由移动的张紧钳944可将熔化料筒130夹紧。通过抵靠进给滑块932作用的压力弹簧934,进给滑块932沿进给方向950被加载。因此,张紧钳944至少区段地压入到进给滑块932中,由此,张紧钳944的为了更好的绘图概览而未示出的直径由于随后形成的与进给滑块932的形状锁合而减小,并且张紧钳944的径向向内指向的端部946在表面咬入到熔化料筒130中。
115.当通过阀单元884的打开使得熔化料筒130的足够多的熔化材料从喷嘴154的排出开口892中流出时,如此程度夹紧的熔化料筒130与由完全张紧的压力弹簧934加载的进给滑块932一起沿排出方向或进给方向950进给,使得通过进给装置870的轴向预紧的压力弹簧934的力作用使得熔化料筒130相应的轴向推动成为可能。结果是,由此仅仅通过在使用者侧操纵阀单元884的操作元件872并且通过借助于可扭转的外套筒922来使压力弹簧934事先完全张紧,进给装置870允许熔化料筒130全自动地、符合需求地进给(尤其参见附图23、附图标记154、872、884、892)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。