pccp防腐自动化平台
技术领域
1.本技术涉及一种pccp管材保护层防腐涂料施工作业装置,尤其涉及一种pccp防腐自动化平台。
背景技术:
2.预应力钢筒混凝土管(pccp)是一种带有钢筒的混凝土管芯外侧缠绕环向预应力钢丝并制作水泥砂浆保护层而制成的管子。pccp管材埋入地下,外表面受到土壤中腐蚀因子,如盐碱土壤中的氯离子、水份等渗透进砂浆保护层造成钢丝生锈老化断裂,引起爆管。
3.因此在多数采用pccp管道引水工程中需进行砂浆保护层防腐作业(环氧煤沥青防腐漆),以此隔绝土壤中的有害物质和水份浸透保护层而对钢丝产生腐蚀破坏。
4.目前大多操作将管材放置在旋转平台上,通过人工打磨、喷漆,自动化程度低。
技术实现要素:
5.本技术的目的在于提出一种适应不同口径pccp管材防腐作业,智能化、自动化的pccp防腐自动化平台及防腐喷涂方法。
6.本技术的技术方案是这样实现的:pccp防腐自动化平台,其包括旋转平台、提升轨道、提升机、喷涂机、高压气体喷头、防腐喷涂枪头和升降卷扬机;提升轨道立于旋转平台一旁,提升机可上下滑动的安装在提升轨道上;高压气体喷头、防腐喷涂枪头均安装在提升机上;高压气体喷头通过软管连接有高压气源,防腐喷涂枪头通过软管连接至喷涂机;提升机与升降卷扬机相连。
7.下面是对本技术的技术方案的进一步优化或/和改进:
8.旋转平台上沿圆周周向均有三道滑槽,每个滑槽内安装有一个卡台,卡台顶部固定有空心轮胎。
9.提升轨道顶部设有温湿度控制器,温湿度控制器通过plc电连接有继电器,继电器的触点安装在旋转平台的驱动电源以及升降卷扬机电路中。
10.提升轨道的行程两端分别安装有限位开关,两个限位开关安装在升降卷扬机的正反转电路中。
11.防腐喷涂枪头距管材表面300m至400mm处,防腐喷涂枪头与待喷涂管材的轴线间夹角大于75
°
,防腐喷涂枪头与待喷涂管材的轴线间夹角小于115
°
。
12.由于实施上述技术方案,本技术通过使用同一个旋转平台通过改变卡台位置来适应不同口径pccp管材防腐作业,随着慢速转动旋转平台,喷涂机工作,防腐喷涂枪头对管材表面进行喷涂,通过升降卷扬机控制提升机的提升速度使之与旋转平台的转动速度匹配,令喷涂在管材上的喷涂带有三分之一以上宽度与邻层喷涂带叠加,一次喷涂成型;本技术解决人工涂刷方式造成的材料浪费和人工投入,提高劳动生产率,降低生产成本,提高产品质量。
附图说明
13.本技术的具体结构由以下的附图和实施例给出:
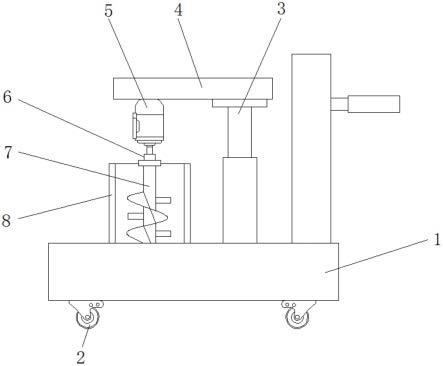
14.图1是本技术实施例的结构示意图。
15.图例:1.旋转平台,2.提升轨道,3.提升机,4.喷涂机,5.高压气体喷头,6.防腐喷涂枪头,7.卡台,8.空心轮胎,9.温湿度控制器。
具体实施方式
16.本技术不受下述实施例的限制,可根据本技术的技术方案与实际情况来确定具体的实施方式。
17.实施例,如图1所示,pccp防腐自动化平台包括旋转平台1、提升轨道2、提升机3、喷涂机4、高压气体喷头5、防腐喷涂枪头6和升降卷扬机;提升轨道2立于旋转平台1一旁,提升机3可上下滑动的安装在提升轨道2上;高压气体喷头5、防腐喷涂枪头6均安装在提升机3上;高压气体喷头5通过软管连接有高压气源,防腐喷涂枪头6通过软管连接至喷涂机4;提升机3与升降卷扬机相连。
18.旋转平台1可采用pccp管喷浆机的基础底座。提升轨道2与提升机3为现有公知公用技术。喷涂机4可采用双组份高压无气喷涂设备。防腐喷涂枪头6为可伸缩式喷涂枪头,其喷涂宽度可达380-450mm。选用升降卷扬机的速度为10-50cm/min。
19.工作时,管材随着慢速转动旋转平台1,先通过高压气体喷头5对管材表面的灰尘、水泥浆等杂物清理干净;再启动喷涂机4,利用防腐喷涂枪头6对管材表面进行喷涂,通过升降卷扬机控制提升机3的提升速度使之与旋转平台1的转动速度匹配,令喷涂在管材上的喷涂带有三分之一以上宽度与邻层喷涂带叠加,一次喷涂成型。
20.本技术解决人工涂刷方式造成的材料浪费和人工投入,提高劳动生产率,降低生产成本,提高产品质量。
21.如图1所示,旋转平台1上沿圆周周向均有三道滑槽,每个滑槽内安装有一个卡台7,卡台7顶部固定有空心轮胎8。
22.旋转平台1上三道滑槽呈120
°
夹角分布,三个卡台7同步运作,其可采用的三爪卡盘结构原理制作。使用时,空心轮胎8紧抵在管材内壁,固定牢固,转动时摩擦力大。
23.如图1所示,提升轨道2顶部设有温湿度控制器9,温湿度控制器9通过plc电连接有继电器,继电器的触点安装在旋转平台1的驱动电源以及升降卷扬机电路中。
24.温湿度控制器9为现有公知公用技术,其能自动检测空气温湿度。当标准相对湿度<85%,温度5-35℃,方可进行防腐作业。当超标时,可以通过plc控制继电器,从而继电器的触点改变状态,旋转平台1的驱动电源和升降卷扬机断开。
25.如图1所示,提升轨道2的行程两端分别安装有限位开关,两个限位开关安装在升降卷扬机的正反转电路中。这样便于实现防腐喷涂枪头6自动上下移位,到达限位开关装置,自动改变运动方向。
26.通过温湿度控制器9、plc、限位开关等电子设备的加入,可提高喷涂过程中的智能化,避免不易天气作业,形成无用功;可提高喷涂过程的自动化,喷涂效率高,喷涂后产品外观平整。
27.本技术的使用方法:第一步,将防腐涂料倒入喷涂机4中充分搅拌,等待喷涂;第二
步,将管材吊运放置在旋转平台1固定,慢速转动旋转平台1;第三步,接通高压气源,利用高压气体喷头5将管材表面的灰尘、水泥浆等杂物清理干净;第四步,开启喷涂机4,防腐喷涂枪头6伸至管材表面进行喷涂,通过升降卷扬机控制提升机3的提升速度使之与旋转平台1的转动速度匹配,令喷涂在管材上的喷涂带有三分之一以上宽度与邻层喷涂带叠加;第五步,喷涂结束,待防腐涂料实干后利用漆膜厚度仪测量其厚度。
28.采用本防腐喷涂方法对pccp管材喷涂防腐涂料,使用人工数量减少1/2以上,人工费用降低;原每根管材人工耗时40min/人,现每根管材人工耗时5min/人,效率提高8倍以上,喷涂效率大幅度提高;喷涂后产品外观平整、光滑、无流挂,厚度均匀,减少材料损耗,避免多余的修复工作。
29.如图1所示,第四步中,防腐喷涂枪头6伸长至距管材表面300m至400mm处,防腐喷涂枪头6与待喷涂管材的轴线间夹角大于75
°
,防腐喷涂枪头6与待喷涂管材的轴线间夹角小于115
°
。
30.如图1所示,第二步中,将管材吊运放置在旋转平台1上,根据管材口径调整三个卡台7位置,并通过三个空心轮胎8紧靠在管材内部。
31.如图1所示,旋转平台1的转速不大于17r/min。
32.在本文中,“上”、“下”、“前”、“后”、“左”、“右”等仅用于表示相关部分之间的相对位置关系,而非限定这些相关部分的绝对位置。
33.以上技术特征构成了本技术的实施例,其具有较强的适应性和实施效果,可根据实际需要增减非必要技术特征,来满足不同情况的需要。
技术领域
1.本技术涉及一种pccp管材保护层防腐涂料施工作业装置,尤其涉及一种pccp防腐自动化平台。
背景技术:
2.预应力钢筒混凝土管(pccp)是一种带有钢筒的混凝土管芯外侧缠绕环向预应力钢丝并制作水泥砂浆保护层而制成的管子。pccp管材埋入地下,外表面受到土壤中腐蚀因子,如盐碱土壤中的氯离子、水份等渗透进砂浆保护层造成钢丝生锈老化断裂,引起爆管。
3.因此在多数采用pccp管道引水工程中需进行砂浆保护层防腐作业(环氧煤沥青防腐漆),以此隔绝土壤中的有害物质和水份浸透保护层而对钢丝产生腐蚀破坏。
4.目前大多操作将管材放置在旋转平台上,通过人工打磨、喷漆,自动化程度低。
技术实现要素:
5.本技术的目的在于提出一种适应不同口径pccp管材防腐作业,智能化、自动化的pccp防腐自动化平台及防腐喷涂方法。
6.本技术的技术方案是这样实现的:pccp防腐自动化平台,其包括旋转平台、提升轨道、提升机、喷涂机、高压气体喷头、防腐喷涂枪头和升降卷扬机;提升轨道立于旋转平台一旁,提升机可上下滑动的安装在提升轨道上;高压气体喷头、防腐喷涂枪头均安装在提升机上;高压气体喷头通过软管连接有高压气源,防腐喷涂枪头通过软管连接至喷涂机;提升机与升降卷扬机相连。
7.下面是对本技术的技术方案的进一步优化或/和改进:
8.旋转平台上沿圆周周向均有三道滑槽,每个滑槽内安装有一个卡台,卡台顶部固定有空心轮胎。
9.提升轨道顶部设有温湿度控制器,温湿度控制器通过plc电连接有继电器,继电器的触点安装在旋转平台的驱动电源以及升降卷扬机电路中。
10.提升轨道的行程两端分别安装有限位开关,两个限位开关安装在升降卷扬机的正反转电路中。
11.防腐喷涂枪头距管材表面300m至400mm处,防腐喷涂枪头与待喷涂管材的轴线间夹角大于75
°
,防腐喷涂枪头与待喷涂管材的轴线间夹角小于115
°
。
12.由于实施上述技术方案,本技术通过使用同一个旋转平台通过改变卡台位置来适应不同口径pccp管材防腐作业,随着慢速转动旋转平台,喷涂机工作,防腐喷涂枪头对管材表面进行喷涂,通过升降卷扬机控制提升机的提升速度使之与旋转平台的转动速度匹配,令喷涂在管材上的喷涂带有三分之一以上宽度与邻层喷涂带叠加,一次喷涂成型;本技术解决人工涂刷方式造成的材料浪费和人工投入,提高劳动生产率,降低生产成本,提高产品质量。
附图说明
13.本技术的具体结构由以下的附图和实施例给出:
14.图1是本技术实施例的结构示意图。
15.图例:1.旋转平台,2.提升轨道,3.提升机,4.喷涂机,5.高压气体喷头,6.防腐喷涂枪头,7.卡台,8.空心轮胎,9.温湿度控制器。
具体实施方式
16.本技术不受下述实施例的限制,可根据本技术的技术方案与实际情况来确定具体的实施方式。
17.实施例,如图1所示,pccp防腐自动化平台包括旋转平台1、提升轨道2、提升机3、喷涂机4、高压气体喷头5、防腐喷涂枪头6和升降卷扬机;提升轨道2立于旋转平台1一旁,提升机3可上下滑动的安装在提升轨道2上;高压气体喷头5、防腐喷涂枪头6均安装在提升机3上;高压气体喷头5通过软管连接有高压气源,防腐喷涂枪头6通过软管连接至喷涂机4;提升机3与升降卷扬机相连。
18.旋转平台1可采用pccp管喷浆机的基础底座。提升轨道2与提升机3为现有公知公用技术。喷涂机4可采用双组份高压无气喷涂设备。防腐喷涂枪头6为可伸缩式喷涂枪头,其喷涂宽度可达380-450mm。选用升降卷扬机的速度为10-50cm/min。
19.工作时,管材随着慢速转动旋转平台1,先通过高压气体喷头5对管材表面的灰尘、水泥浆等杂物清理干净;再启动喷涂机4,利用防腐喷涂枪头6对管材表面进行喷涂,通过升降卷扬机控制提升机3的提升速度使之与旋转平台1的转动速度匹配,令喷涂在管材上的喷涂带有三分之一以上宽度与邻层喷涂带叠加,一次喷涂成型。
20.本技术解决人工涂刷方式造成的材料浪费和人工投入,提高劳动生产率,降低生产成本,提高产品质量。
21.如图1所示,旋转平台1上沿圆周周向均有三道滑槽,每个滑槽内安装有一个卡台7,卡台7顶部固定有空心轮胎8。
22.旋转平台1上三道滑槽呈120
°
夹角分布,三个卡台7同步运作,其可采用的三爪卡盘结构原理制作。使用时,空心轮胎8紧抵在管材内壁,固定牢固,转动时摩擦力大。
23.如图1所示,提升轨道2顶部设有温湿度控制器9,温湿度控制器9通过plc电连接有继电器,继电器的触点安装在旋转平台1的驱动电源以及升降卷扬机电路中。
24.温湿度控制器9为现有公知公用技术,其能自动检测空气温湿度。当标准相对湿度<85%,温度5-35℃,方可进行防腐作业。当超标时,可以通过plc控制继电器,从而继电器的触点改变状态,旋转平台1的驱动电源和升降卷扬机断开。
25.如图1所示,提升轨道2的行程两端分别安装有限位开关,两个限位开关安装在升降卷扬机的正反转电路中。这样便于实现防腐喷涂枪头6自动上下移位,到达限位开关装置,自动改变运动方向。
26.通过温湿度控制器9、plc、限位开关等电子设备的加入,可提高喷涂过程中的智能化,避免不易天气作业,形成无用功;可提高喷涂过程的自动化,喷涂效率高,喷涂后产品外观平整。
27.本技术的使用方法:第一步,将防腐涂料倒入喷涂机4中充分搅拌,等待喷涂;第二
步,将管材吊运放置在旋转平台1固定,慢速转动旋转平台1;第三步,接通高压气源,利用高压气体喷头5将管材表面的灰尘、水泥浆等杂物清理干净;第四步,开启喷涂机4,防腐喷涂枪头6伸至管材表面进行喷涂,通过升降卷扬机控制提升机3的提升速度使之与旋转平台1的转动速度匹配,令喷涂在管材上的喷涂带有三分之一以上宽度与邻层喷涂带叠加;第五步,喷涂结束,待防腐涂料实干后利用漆膜厚度仪测量其厚度。
28.采用本防腐喷涂方法对pccp管材喷涂防腐涂料,使用人工数量减少1/2以上,人工费用降低;原每根管材人工耗时40min/人,现每根管材人工耗时5min/人,效率提高8倍以上,喷涂效率大幅度提高;喷涂后产品外观平整、光滑、无流挂,厚度均匀,减少材料损耗,避免多余的修复工作。
29.如图1所示,第四步中,防腐喷涂枪头6伸长至距管材表面300m至400mm处,防腐喷涂枪头6与待喷涂管材的轴线间夹角大于75
°
,防腐喷涂枪头6与待喷涂管材的轴线间夹角小于115
°
。
30.如图1所示,第二步中,将管材吊运放置在旋转平台1上,根据管材口径调整三个卡台7位置,并通过三个空心轮胎8紧靠在管材内部。
31.如图1所示,旋转平台1的转速不大于17r/min。
32.在本文中,“上”、“下”、“前”、“后”、“左”、“右”等仅用于表示相关部分之间的相对位置关系,而非限定这些相关部分的绝对位置。
33.以上技术特征构成了本技术的实施例,其具有较强的适应性和实施效果,可根据实际需要增减非必要技术特征,来满足不同情况的需要。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。