儿童汽车座椅
1.相关申请
2.本实用新型要求2019年3月12日提交的第62/817038号的美国临时专利申请(标题为“carbon frame”)的优先权,其全部内容通过引用并入本文。
技术领域
3.在本实用新型的一些实施例中,本实用新型涉及一种儿童汽车座椅,特别是但不限于,涉及一种用于儿童汽车座椅的曲线框架,所述曲线框架是通过由一个或多个梁柱连接的单片多层碳纤维侧壁所制成。
背景技术:
4.儿童汽车座椅通常是通过覆盖有软垫盖的模制塑料框架所制成。由于车内空间有限,因此理想的汽车座椅越小越好。另一方面,最好有一个泡沫垫以为坐在汽车座椅上的孩子提供舒适感。
5.模制塑料制成的汽车座椅框架的一个优点是框架的生产成本相对较低。然而,由于暴露在车辆环境中发生的快速的温度变化,汽车座椅中的塑料会随着时间的进行而退化(degrade)。因此,所有具有塑料框架的汽车座椅都有有效期限,通常为五年。
6.碳纤维是一种重量轻、强度极高的已知材料。碳纤维广泛应用于各种用途,如飞机结构、高端自行车车架、钓鱼杆、自动化机器零件和跑鞋鞋垫。儿童汽车座椅框架也可由碳纤维制成,如国际专利公开号wo 2017/216649 中所揭露的,其内容通过引用并入本文如同在此全部阐述。碳纤维不会随着时间的进行而退化,因此与塑料相比,碳纤维用于汽车座椅框架具有明显的优势。另外,它很轻且强度很高。这两个特性在日常使用和碰撞场景中都具有很大的优势。
7.碳纤维通常以碳纤维增强聚合物加入制造产品中。在传统的碳纤维增强聚合物制造中,单向或多向(例如,
±
90度、
±
45度)的编织碳纤维片材彼此层叠。每一片材都有两个方向(经纱和纬纱)编织的纤维,并且不遵循唯一的几何结构。片材可相互成角度位移,通常为45度或90度角。粘结聚合物(例如聚合物树脂)在不同层之间被引入。碳纤维层也可以用树脂进行预浸渍(pre-impregnate或pre-preg)。例如,用真空或高压釜将聚合物树脂浸渍在整个碳纤维层中,并进行固化,得到成品碳纤维增强聚合物。这种制造方法通常会导致高损耗,因为对于碳纤维力的矢量的控制受到碳纤维片材的几何形状的限制,并且碳纤维片材中不符合所需形状的部分会被移除并丢弃。
8.最近开发的一种碳纤维制造方法称为裁缝式纤维布置(tailored fiberplacement,tfp)。在裁缝式纤维布置中,碳纤维线(thread)用缝合头缝合在基材上。缝合头配有粗纱线轴、管线和针,并且可360度任意旋转。根据最终产品的要求,纤维可以以不同角度多层缝合。此外,缝合头仅以固定间隔将碳纤维缝合到基材上,而不是连续缝合。当碳纤维被固化或被压入模具时,仅在几个关键点固定线(thread)可使碳纤维变形为复杂的3d形状。用于裁缝式纤维布置的纤维可以是纯碳纤维,或者是由碳纤维与聚合物混合而成的纱
线(yarn)。因此,裁缝式纤维布置允许以快速和一致的方式从2d预制件创建复杂的3d形状,且几乎不浪费碳纤维。裁缝式纤维布置原理可应用于所有种类的纤维,包括玻璃纤维、天然纤维等。
技术实现要素:
9.碳纤维的高成本对将碳纤维应用于汽车座椅骨架提出了挑战。尤其在这种情况下更是如此。因为只有当纤维晶粒(grain)与力的方向对齐时,碳纤维才会表现出最大强度。儿童汽车座椅必须能够吸收多个方向的碰撞,包括前碰撞、后碰撞和侧面碰撞。因此,对于汽车座椅框架,需要朝向不同的方向的多层碳纤维。由此产生的费用使得通过传统制造的碳纤维所制成的汽车座椅框架极其昂贵。此外,期望尽量减少制造过程中的浪费。
10.因此,本实用新型的目的是提供一种由碳纤维所制成的具有成本效益、坚固、高效制造的儿童汽车座椅底座。
11.根据第一方面,一种儿童汽车座椅包括曲线框架。所述框架包括右侧和左侧单片多层碳纤维侧壁,每个侧壁具有通过中心区域连接的头部维持区域和底部区域。至少一个梁柱将右侧和左侧单片多层碳纤维侧壁中的一个连接到另一个。头部维持区域和底部区域的每一个的表面积的至少20%为中空空间。有利地,侧壁结构和中空空间的存在减少了形成儿童汽车座椅所需的碳纤维量,而不损害汽车座椅的结构完整性。多层碳纤维侧壁的每一个为汽车座椅提供了足够的强度。
12.在根据第一方面的另一实施方式中,每个侧壁包括至少一个具有弯曲表面的肋,且所述弯曲表面的至少一部分具有凹面压痕。当凹面压痕被成形在其位置上做为侧壁的一部分时,它促进了所述肋的结构完整性。可选地,至少一个v形塑料加强件附接到凹面压痕。v形加强件提供进一步的结构支撑。
13.在根据第一方面的另一实施方式中,所述底部区域的所述中空空间包括两个或多个孔,其中所述孔基本上与所述底部区域的水平轴对齐,且每个孔由上肋、下肋和方向基本上垂直于所述水平轴的至少一个支柱所界定。有利地,所述支柱提供额外的支撑,从而能够在不损害侧壁强度的情况下增加中空空间的总量。
14.在根据第一方面的另一实施方式中,每个支柱的宽度与高度的比率在 10%到200%之间。支柱的尺寸可根据儿童汽车座椅所要求的尺寸和强度来形成。
15.在根据第一方面的另一实施方式中,对于每个侧壁,所述底部区域的所述中空空间具有至少三个底部区域孔,且所述头部维持区域的所述中空空间包括至少三个头部维持孔。三个孔的存在确保放置相应数量的支撑支柱,为侧壁提供结构支撑。
16.在根据第一方面的另一实施方式中,所述至少一个梁柱包括连接所述头部维持区域上方的所述侧壁的上梁柱和连接所述底部区域下方的所述侧壁的下梁柱。此配置在儿童汽车座椅的边缘提供了两个安全连接点,所述安全连接点位于不干扰儿童汽车座椅功能的位置。
17.根据第二方面,一种儿童汽车座椅包括曲线框架。所述框架包括右侧和左侧单片多层碳纤维侧壁,每个侧壁具有通过中心区域连接的头部维持区域和底部区域。至少一根梁柱将右侧和左侧单片多层碳纤维侧壁中的一个连接到另一个。左侧壁和右侧壁的每一个包括至少一个底部区域中空空间和至少一个头部维持区域中空空间。右侧壁和左侧壁均通
过放置碳纤维和聚合物形成具有多个层(每个层具有预定方向)的碳纤维预制件,并加热或固化碳纤维预制件,以使聚合物形成结合多个碳纤维层的基质(matrix)。有利地,将碳纤维放置在具有预定方向的多个层上确保了汽车座椅框架的制造几乎不浪费碳纤维,因为碳纤维仅以预定方向放置。此外,中空空间的存在减少了形成左右侧壁所需的碳纤维数量,而不会影响框架的结构完整性。每个碳纤维层可定向在特定方向上,以最大化碳纤维增强聚合物抵抗所述方向上施加的力的强度。
18.在根据第二方面的另一实施方式中,所述头部维持区域和所述底部区域的每一个的表面积的至少20%为中空空间。中空空间的存在减少了形成儿童汽车座椅所需的碳纤维数量,从而减少了整个汽车座椅对碳纤维的需求,并降低了制造成本。同时,每个侧壁都有足够的碳纤维,以确保框架的强度。
19.在根据第二方面的另一实施方式中,每个侧壁包括至少一个具有曲面的肋,且所述曲面的至少一部分具有凹面压痕。凹面压痕可在加热或固化过程中形成,且当凹面压痕被成形在其位置上做为侧壁的一部分时,它促进了所述肋的结构完整性。可选地,至少一个v形塑料加强件附接到凹面压痕。除了通过聚合物基质的键结所实现的结构支撑外,v形加强件提供进一步的结构支撑。
20.在根据第二方面的另一实施方式中,底部区域的中空空间包括两个或多个孔,所述孔基本上与所述底部区域的水平轴对齐,且每个孔由上肋、下肋和方向基本上垂直于所述水平轴的至少一个支柱所界定。有利地,支柱提供额外的支撑,从而能够在不损害侧壁强度的情况下增加中空空间的总量。可选地,每个支柱的宽度与高度的比率在10%和200%之间。支柱的尺寸可根据儿童汽车座椅所要求的尺寸和强度来形成。
21.在根据第二方面的另一实施方式中,对于每个侧壁,底部区域的中空空间具有至少三个底部区域孔,且头部维持区域的中空空间包括至少三个头部维持孔。三个孔的存在确保放置相应数量的支撑支柱,为侧壁提供结构支撑。
22.在根据第二方面的另一实施方式中,所述多个碳纤维层中的至少一个形成封闭几何形状,所述封闭几何形状包括所述头部维持区域、所述中心区域和所述底部区域。所述封闭几何形状通过防止侧向冲击侧壁所产生的力,为整个侧壁提供结构完整性。
23.在根据第二方面的另一实施方式中,碳纤维和聚合物在放置步骤中以混合纱线(commingled yarn)的形式存在。聚合物和碳纤维的混合提供了更有效的纤维和聚合物的放置,而不是单独应用纤维和聚合物。
24.在根据第二方面的另一实施方式中,右侧壁和左侧壁的每一个还包括与所述碳纤维和聚合物一起加热或固化的多个金属嵌件。金属嵌件为侧壁提供进一步的结构强度。
25.在根据第二方面的另一实施方式中,右侧壁和左侧壁的每一个还包括在加热或固化过程中模压在所述碳纤维预制件上的塑料层。所述塑料层为侧壁提供进一步的结构强度。
26.根据第三方面,一种制造儿童汽车座椅的方法包括形成右侧和左侧单片多层碳纤维侧壁。所述右侧壁和所述左侧壁的每一个包括至少一个底部区域中空空间和至少一个头部维持区域中空空间。所述方法还包括用至少一根梁柱连接所述右侧壁和所述左侧壁。形成步骤包括放置碳纤维和聚合物以形成具有多个层(每个层具有预定方向)的碳纤维预制件,且加热或固化碳纤维预制件,以使聚合物形成结合所述多个碳纤维层的基质。有利地,
将碳纤维放置在具有预定方向的多个层上确保了汽车座椅框架的制造几乎不浪费碳纤维,因为碳纤维仅以预定方向放置。此外,中空空间的存在减少了形成左右侧壁所需的碳纤维数量,而不会影响框架的结构完整性。每个碳纤维层可定向在特定方向上,以最大化碳纤维增强聚合物抵抗所述方向上施加的力的强度。
27.在根据第三方面的另一实施方式中,所述头部维持区域和所述底部区域的每一个的表面积的至少20%为中空空间。中空空间的存在减少了形成儿童汽车座椅所需的碳纤维数量,从而减少了整个汽车座椅对碳纤维的需求,并降低了制造成本。同时,每个侧壁都有足够的碳纤维,以确保框架的强度。
28.在根据第三方面的另一实施方式中,所述方法还包括在每个侧壁中形成至少一个具有曲面的肋,其中所述曲面的至少一部分具有凹面压痕。当凹面压痕被成形在其位置上做为侧壁的一部分时,它促进了所述肋的结构完整性。可选地,所述方法包括将至少一个v形塑料加强件附接到所述凹面压痕。除了通过聚合物基质的键结所实现的结构支撑外,v形加强件提供进一步的结构支撑。
29.在根据第三方面的另一实施方式中,底部区域的中空空间包括两个或多个孔,所述孔基本上与所述底部区域的水平轴对齐,且每个孔由上肋、下肋和方向基本上垂直于所述水平轴的至少一个支柱所界定。有利地,支柱提供额外的支撑,从而能够在不损害侧壁强度的情况下增加中空空间的总量。可选地,每个支柱的宽度与高度的比率在10%和200%之间。支柱的尺寸可根据儿童汽车座椅所要求的尺寸和强度来形成。
30.在根据第三方面的另一实施方式中,所述方法还包括将所述多个碳纤维层中的至少一层绣成封闭几何形状,所述封闭几何形状包括所述头部维持区域、所述中心区域和所述底部区域。所述封闭几何形状通过防止侧向冲击侧壁所产生的力,为整个侧壁提供结构完整性。
31.在根据第三方面的另一实施方式中,碳纤维和聚合物在放置步骤中以混合纱线的形式存在。聚合物和碳纤维的混合提供了更有效的纤维和聚合物的放置,而不是单独应用纤维和聚合物。
32.在根据第三方面的另一实施方式中,加热或固化步骤进一步包括将多个金属嵌件与所述碳和聚合物一起加热或固化。所述多个金属嵌件为侧壁提供进一步的结构强度。
33.在根据第三方面的另一实施方式中,所述方法还包括在加热或固化过程中将塑料层模压在所述碳纤维预制件上。所述塑料层为侧壁提供进一步的结构强度。
34.本领域技术人员在检查以下附图和详细描述后,将会或将明显看到本实用新型的其他系统、方法、特征和优点。所有此类的附加系统、方法、特征和优点旨在包括在本说明书中,并在本公开的范围内受以下的权利要求所保护。
附图说明
35.本实用新型的一些实施例仅以示例的方式伴随参考附图于本文中描述。于此详细地具体参考附图,其强调所示的细节是作为示例并用于本实用新型实施例的说明性讨论。在这方面,利用附图进行的描述使本领域技术人员清楚地知道如何实施本实用新型的实施例。
36.在附图中:
37.图1是根据本实用新型实施例的儿童汽车座椅框架的左透视图;
38.图2是图1的儿童汽车座椅框架的右透视图;
39.图3a是根据本实用新型实施例的图1的儿童汽车座椅框架的右侧壁的示意图;
40.图3b是根据本实用新型实施例的图3a的右侧壁的右透视图;
41.图4是根据本实用新型实施例的刺绣机械缝合碳纤维以形成碳纤维预制件的图示;
42.图5a是根据本实用新型实施例的缝合至基板的二维碳纤维预制件的图示;
43.图5b是图5a的图示的特写图;
44.图6描绘了根据本实用新型实施例的覆盖在所形成的碳纤维预制件的各个碳纤维层的方向;
45.图7描绘了根据本实用新型实施例的儿童汽车座椅框架的侧壁的二维碳纤维预制件;
46.图8a-8c描绘了根据本实用新型实施例用于碳纤维层的替代图案;
47.图9a是现有技术的碳纤维增强聚合物中的90度弯曲图案的图示;
48.图9b是根据本实用新型实施例的碳纤维增强聚合物中的曲线弯曲图案的图示,其具有模制成w形横截面的凹面;
49.图10a是根据本实用新型实施例的用于在碳纤维增强聚合物中生成w 形横截面的模具的图示;
50.图10b是根据本实用新型实施例的形成w形横截面的图11a的模具的图示;
51.图11a是碳纤维增强聚合物中的u形曲线的图示;
52.图11b是根据本实用新型实施例的碳纤维增强聚合物中不同u形曲线的图示;
53.图11c是根据本实用新型实施例的碳纤维增强聚合物中用于u形曲线的塑料加强件的图示;以及
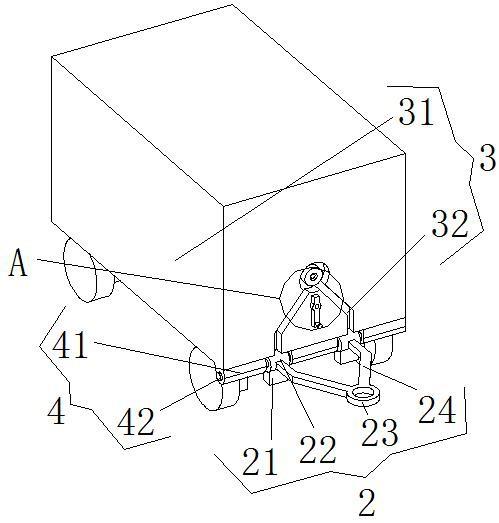
54.图12是根据本实用新型实施例的汽车座椅框架的第二实施例的左透视图。
具体实施方式
55.在本实用新型的一些实施例中,本实用新型涉及一种儿童汽车座椅,特别地但不限于,涉及一种用于儿童汽车座椅的曲线框架,所述儿童汽车座椅通过一个或多个梁柱连接的单片多层碳纤维侧壁所制成。
56.在详细解释本实用新型的至少一个实施例之前,应当理解,本实用新型的应用不一定限于以下描述和/或附图和/或示例中所示的组件和/或方法的构造和布置细节。本实用新型能够以各种方式实施或实现其他实施例。
57.参考图1和图2,儿童汽车座椅框架10包括右侧壁12和左侧壁14。右侧壁12和左侧壁14均由纤维增强聚合物制成。所述纤维可以是已知的或以后可能已知的适于包含在纤维增强聚合物中的任何纤维,例如,碳纤维、玻璃纤维、天然纤维、大麻纤维(hemp fibers)、玄武岩纤维(basalt fiber)、芳纶纤维(aramid fibers)或其任何组合。在一优选实施例中,纤维为碳纤维。在本实用新型的其余部分中,碳纤维的示例仅用于示例性目的,不应理解为限制或排除其他合适的纤维。
58.左侧壁14在图3a和3b中分别示出。右侧壁12和左侧壁14是彼此的镜像,类似于人
的右手和左手,因此左侧壁14的描述可以容易地转换为右侧壁12的描述。在本实用新型中,术语“右”和“左”是从坐在儿童汽车座椅上的理论乘坐员的角度来看的。如本领域技术人员所认识到的,从汽车座椅的观看者的角度来看,“右”和“左”方向是颠倒的。
59.右侧壁12和右侧壁14由至少一根横梁柱所连接。在图1的实施例中,下梁柱26和上梁柱28连接左侧壁12和右侧壁14。下梁柱26位于底部区域下方,上梁柱28位于头部维持区域上方。有利地,梁柱26、28提供牢固的连接,同时不占用可能会干扰儿童座椅的功能的儿童车座椅框架10的中间空间。下梁柱26和上梁柱28不需要由碳纤维所制成,可以由任何合适的材料来制成,例如增强塑料、模压塑料、钢或铝。
60.每个侧壁12、14包括底部区域16、头部维持区域18和连接它们的中心区域20。图3a勾画了这些区域之间的近似边界。
61.每个侧壁12、14的周长由肋11、头部维持区域18的周向肋13、底部区域16的上肋15和底部区域16的下肋17所界定。尽管肋11、13、15、17 在这里被指为独立组件,但它们实际上都是单一整体结构的一部分,并将于本文进一步讨论。如本实用新型所用的,术语“周长”是指可沿着肋11、13、 15、17围绕着侧壁12、14描绘的连续线。
62.每个侧壁14还包括在周长周边的组件。例如,从底部区域16延伸的稳定延伸件22,其为在车辆座椅上的汽车座椅底座10的稳定提供了支撑。稳定延伸件22还为下横梁柱26提供了连接点。头部维持区域延伸件24主要包括了上横梁柱28的连接点。稳定延伸件22和头部维持区域延伸件24都可以与侧壁12、14的其他部分整体地生产。
63.每个底部区域16包括至少一个中空空间32。类似地,头部维持区域18 包括至少一个中空空间34。在所示的实施例中,每个侧壁12、14的表面积的约30%为中空空间。具体而言,底部区域16的表面积的至少20%和头部维持区域18的表面积的至少20%为中空空间。这样数量的中空空间的存在是有利的,因为所需的碳纤维数量被减少了,并且相应地降低了侧壁12、14 的生产成本。在替代实施例中,侧壁12、14的表面积的10%到90%之间为中空空间。超过90%中空的侧壁不太可能足够坚固以承受冲击。相对地,小于10%中空的侧壁含碳量过多,不符合成本效益。
64.在图1和2的实施例中,中心区域20没有中空空间。在替代实施例中,中心区域20可具有形成于其中的中空空间。例如,图4、5a、8b和8c中所示出的碳纤维图案,其将用于形成具有中心区域20的中空空间的侧壁。
65.在所示的实施例中,每个底部区域16具有三个孔32,且每个头部维持区域18具有三个孔34。如图3a所示,每个底部区域16中的孔32基本上与底部区域16的水平轴a对齐。每个底部区域16由上肋15、下肋17和基本上垂直于水平轴的至少一个支柱21所界定。与具有一个大孔且没有支柱的结构相比,支柱21为侧壁12、14提供额外的结构支撑。根据汽车座椅底座的强度要求,支柱21的宽度与高度的比率可能会有所不同;例如,所述比率可以介于10%到200%之间的任何范围。
66.现在参考图4-8c,现在讨论每个侧壁12、14的制造过程。框架10的设计是基于在优化碳纤维方向的同时还尽量减少碳的使用。在一些实施例中,这是通过放置碳纤维和聚合物来形成具有多个层(每一层具有预定方向)的碳纤维预制件来实现的。每层的纤维都按照优化的应力分布所需的准确方向进行放置。更具体地说,所述方法是使用刺绣技术(embroidery techniques),其允许控制每根纤维的方向,从而实现最大的优化。因此,儿童
汽车座椅使用较少数量的碳纤维来制造,使得制造成本较低,同时不影响汽车座椅底座的结构完整性。作为另一个优点,所述方法可以最小化结构宽度,为儿童留出更多空间,同时最小化座椅的总宽度。
67.图4描绘了使用裁缝式纤维布置将碳纤维沉积到基板上的机器40。虽然不是制造本实用新型的侧壁12、14的唯一方法,但裁缝式纤维布置的优势在于其允许以预定图案有效沉积碳纤维。这使得生产几乎没有浪费。在一优选实施例中,使用碳纤维和聚合物纺制成混合纱线(commingled yarn),并将混合纱线绣(embroider)在具有裁缝式纤维布置的基材上。使用混合纱线的优点在于,在放置碳纤维层之后放置聚合物,没有额外的步骤。这样的聚合物的后续放置步骤在技术上可能具有挑战性,因为碳纤维本身不是以平面片材的形式进行沉积的。然而,也可使用沉积聚合物的其他方法,例如,使用刷子或机器涂覆树脂,或将聚合物注射到仅由纤维所制成的碳纤维预制件上。聚合物可以是任何合适的聚合物,例如聚丙烯、聚酰胺、聚乳酸、尼龙或其任何组合。
68.如图5a和图5b所示,碳纤维(可以是混合纱线)以曲线图案42绣在基材44上。由此在基材44上以二维形式形成结果图案42。图案42可对应于侧壁12、14的一部分或整体。可选地,图案42可以由单链碳纤维(singlestrand of carbon fiber)或混合纱线形成,其在图案42的周长周边以连续的环路形成。使用连续应用的纤维形成图案的优点是,当纤维遵循侧壁12、14 的几何形状时,它使侧壁的结构具有更大的强度,特别是在曲线(圆弧)区域,传统的编织片材可能会断裂。
69.基材44可例如是尼龙布或其他合适的材料。然而,可以使用任何类型的基材。
70.图6示出了碳纤维或混合纱线可放置的两层图案46a、46b。如图7所示,层图案46a、46b彼此重叠以产生预制件48。所示的层图案46a、46b仅仅是示例性的,不同数量的层模式,或者以不同模式定向的层图案也可进行采用。图案46a、46b的每一个包括以不同方向进行定向的碳纤维。这种碳纤维在多个方向上的放置是有利的,因为它使产生的侧壁能够承受来自多个角度的冲击。图案46a、46b可使用不需要薄弱连接点或浪费材料的单根长纤维来制成。纤维以预定方向放置,并可根据每个侧壁12、14上的应力线进行放置。纤维方向可根据分析和设计来决定。例如,碳纤维层46a、46b的厚度最大可为2 毫米。
71.此外,层46b以封闭几何形状形成,其包围头部维持区域16、中心区域 20和底部区域18。这一层对于确保整个侧壁12、14的结构完整性来说非常重要,亦即,确保区域16、18、20保持相互连接,即使存在对侧壁12、14 的横向冲击所产生的力。
72.图8a-8c描绘了可用于形成预制件48的替代图案50a-50c。如上所述,图案50b和50c包括在图案的中心区域的中空空间。这些图案示例的提供并不意味着限制,也可以使用其他图案。
73.预制件48形成后,以本领域技术人员已知的任何方式对其进行加热或固化。在加热或固化过程中,可使用模具将二维预制件成形为三维。模具可以是双面模具。模压为三维形状是有价值的,因为三维设计增加了框架的结构刚度。三维曲面形状比平面形状牢固得多,因此理想的是避免平面壁以增加惯性矩(moment of inertia)。加热或固化的结果,聚合物形成结合多个碳纤维层的基质(matrix),从而产生整片多层侧壁12、14。形成侧壁12、14的碳纤维肋的累积表面积可以例如是0.5平方米(sqm),且可选地小到0.05平方米。
74.可选地,在加热或固化期间可添加额外的强化材料。例如,多个金属嵌件可以和碳
和聚合物一起加热或固化。同样地,在加热或固化过程中,可将塑料层过度模压(over-mold)到预制件48上。除了由碳纤维和聚合物基质提供的支撑外,这些材料还可以提供额外的结构支撑。
75.现在参考图9a-11c,曲线肋11、13、15、17的某些特征将进一步详细讨论。如上所述,在固化过程中,将二维预制件成形为三维侧壁。在此过程中,在预制件的底面上形成(例如使用模具)凹面压痕。
76.在碳纤维增强聚合物中,如图9a所示的直角弯折或u形弯折52是不可取的。由于碳纤维仅对单一方向所施加的力的抵抗最强,将碳纤维旋转90 度会导致弯折点处的削弱点。碳纤维本身在弯折时最脆弱。由于这些考虑和生产限制,不可能像通常设计的那样(如图9a所示的示例),在肋的凹部两侧都有90度的壁。替代地,使用带有一个或两个凹面“冲头”(punch)或压痕的曲面肋来加强结构,或使用w形横截面54。例如图9b所示,具有w 形横截面54的肋,其具有约为30度的角度。此外,可以在固化阶段形成的肋的中部引入加强件。
77.图10a和10b描绘了在肋上形成凹面压痕的双部件模具56、58的操作。模具部件56形成有凹槽。碳纤维预制件48配置在模具部件56附近。这可能发生在模具部件58的外侧。然后将模具部件58放置到位并加热。加热模具被设计为“推动”碳预制件48进入预制的凹槽,从而产生w形的凹面。
78.图11a、11b和11c示出了曲面肋的示例,例如肋11、13、15和17。图11a中的肋的表面在剖面图中具有曲线形状60,以创建c形,如轴x-y 和a-b所标定。肋的高度(ab)例如不超过肋宽度(xy)的50%。图11b 中的肋的表面具有波形,定义了三个凹面部分(一个朝上,两个朝下),每个凹面部分由轴x-y所标定。
79.当聚合物基质向凹部的底面提供支撑时,可以通过添加塑料加强件来提供进一步的结构支撑。图11c描绘了三种可能的肋的底面。肋64具有简单的u形底面64。肋66具有有w形加强件的u形。肋68具有有v形加强件的u形。v形塑料加强件添加在碳肋表面的凹部区域,基本垂直于表面。加强件可以是中心角度在3度到75度之间的v形,且可以例如由与连接碳纤维的聚合物材料相同类型的塑料材料所制成。
80.图12描绘了根据本实用新型实施例的儿童汽车座椅底座的第二实施例 110。在大多数方面,汽车座椅底座110的构造和制造与汽车座椅底座10相似。儿童汽车座椅座110的主要区别在于侧壁112、114由单个横梁柱125 进行连接,横梁柱125附接到每个侧壁的中心区域120。此外,中空空间132、134形成为单一较大的空间,而不是被细分为多个孔。
81.所预期的是,在从本实用新型发展的专利的有效期间,将会研发出适用于本文所描述的功能的许多类型的聚合物和塑料,且术语聚合物和塑料的范围旨在包括所有这些演绎的新技术。
82.如本文所用的,术语“约”是指
±
10%。
83.术语“包含(comprises)”、“包含(comprising)”、“包括(includes)”、“包括(including)”、“具有(having)”和它们的动词变化意指“包括但不限于”。这个术语涵盖术语“由
…
组成”和“基本上由
…
组成”。
84.短语“基本上由
…
组成”意指组合物或方法可包括另外的成分和/或步骤,但条件是这些另外的成分和/或步骤不实质性地改变所要求保护的组合物或方法的基本特征和新颖特征。
85.除非上下文另外清楚地指示,否则如本文所用的的单数形式“一个/种 (a/an)”和“所述”包括复数个指示物。例如,术语“一种化合物”或“至少一种化合物”可以包括多种化合物,包括其混合物。
86.词语“示例性”在此用于意指“充当一个实例、例子或说明”。描述为“示例性”的任何实施例不一定被解释为是比其他实施例优选的或者有利的,和/ 或排除来自其他实施例的特征的并入。
87.词语“可选地”在此用于意指“被提供在一些实施例中而未被提供在其他实施例中”。本实用新型的任何具体实施例可以包括多个“可选的”特征,除非此类特征冲突。
88.贯穿本实用新型,本实用新型的不同实施例可以呈现为一个范围格式。应当理解,在范围格式内的描述仅为了方便和简明,并且不应当解释为是对本实用新型的范围的硬性限制。因此,一个范围的描述应当被认为是具有确切披露的所有可能的子范围以及所述范围内的单独数值。例如,一个范围如从1至6的描述应当被认为是具有确切披露的子范围,如从1至3、从1至4、从1至5、从2至4、从2至6、从3至6等,以及所述范围内的单独数字,例如1、2、3、4、5和6。无论范围的大小为多少,此均适用。
89.每当在本文指示数值范围时,意味着包括所指示范围内的任何引用数字 (分数或整数)。短语第一指示数字与第二指示数字“之间的变动范围/范围”以及第一指示数字“至”第二指示数字的“变动范围/范围”在此可互换使用,并且意指包括所述第一指示数字和第二指示数字以及在此之间的所有分数和整数。
90.应理解,出于清楚的目的描述于分开实施例的背景下的本实用新型的某些特征还可以按组合形式提供于单个实施例中。相反地,为简便起见,在单个实施例的背景下描述的本实用新型的不同特征也可以单独地或以任何适合的子组合或在适当情况下提供于本实用新型的任何其他描述实施例中。在不同实施例的背景下描述的某些特征不认为是那些实施例的必需特征,除非实施例在没有那些要素的情况下是无效的。
91.本说明书中所提及的所有公开、专利以及专利实用新型在此通过全文引用结合到本说明书中,达到如同每一个单独的公开、专利或专利实用新型被专门地并且单独地指示通过引用结合在此的相同的程度。此外,本实用新型中对任何参考文件的引用或识别不应理解为承认所述参考文件是作为本实用新型的现有技术可获得的。在使用章节标题的意义上,它们不应被解释为必要地限制。
92.此外,本实用新型的任何优先权文件全部通过引用并入本文。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。