1.本实用新型属于船舶建造技术领域,具体涉及一种船舶分段建造阶段拼版焊接变形保护装置。
背景技术:
2.在船舶建造过程中船体构件的加工可分为船体构件的边缘加工和成型加工,边缘加工主要是指经过套料的船体钢材的切割分离以及焊接坡口的加工,边缘加工的方法主要有机械切割法(剪切、冲孔、刨边、铣边)、化学切割方法(气割)和物力切割法(等离子切割和激光切割等)。
3.焊接坡口的加工,部分焊接方式要求零件板边进行坡口加工,有的切割机可以直接切割出焊接坡口,对于无法切割坡口的切割机割出的零件,一般的焊接坡口加工法通常为机械刨边(铣边)法和火焰切割法两种。目前一般船厂的焊接坡口以火焰切割法使用率较多,其主要原因为效率高的特点,但在焊接坡口加工阶段发现,若焊接坡口加工质量未满足精度要求,那将影响后道工序,严重的将进行换板处理,影响分段建造周期。目前,一般的k型、y型、x型焊接坡口均会设定留根,而现场的施工人员对于此类焊接坡口在加工前需将其留根处进行划线后在进行加工,若划线精度不良,将直接造成坡口加工产生精度超差现象,大拼板阶段需进行过多的翻身碳刨,影响拼板主尺寸以及后续分段精度。
4.拼板是船体建造过程中的一个重要工艺阶段,对于大、中型拼板船舶,按现代造船方法,一般船舶平面分段的钢材量约占全船钢材量的50%以上,而大型的箱船则要达到70%左右。
5.目前,拼板的板材先通过数切机套料,其次在进行坡口加工,再根据拼板图将板材放置到位后开始拼接,板材与板材拼接时焊缝的两端均需安装引弧板,其主要是根据拼板焊接工艺来进行施工(常规型焊接方式均采用fcb法),待板材焊接后焊缝端部处将会产生不等量的焊接变形,而产生的焊接变形严重影响拼板本体直线度精度以及后续分段本体精度,同时还将产生不必要的工时消耗,浪费人力、物力。
技术实现要素:
6.针对现有技术中存在的问题,本实用新型提供一种船舶分段建造阶段拼板焊接变形保护装置,本实用新型能够用于船舶分段建造阶段减少拼板所产生的焊接变形,有效保证拼板端部的直线度,减少后续的火工矫正工时,提高拼板精度。
7.为实现上述目的,本实用新型采用以下技术方案:
8.本实用新型提高一种船舶分段建造阶段拼板焊接变形保护装置,包括结构主体,所述结构主体整体呈矩形板状结构,所述结构主体一横边的两端设置有u型挂钩,所述u型挂钩的开口朝向所述结构主体的一侧,位于两个所述u型挂钩之间的结构主体上设置有第一贯穿孔与第二贯穿孔,所述第一贯穿孔、所述第二贯穿孔内攻有内螺纹,所述第一贯穿孔、所述第二贯穿孔内对应设置有紧固螺栓。
9.作为优选的技术方案,所述结构主体上对称开设有两个减轻孔。
10.作为优选的技术方案,所述结构主体与所述u型挂钩为一体成型式结构。
11.作为优选的技术方案,所述第一贯穿孔与其靠近的u型挂钩之间的距离等于所述第二贯穿孔与其靠近的u型挂钩之间的距离。
12.作为优选的技术方案,所述结构主体与u型挂钩相对的一侧于两端设置有圆弧形拐角。
13.作为优选的技术方案,所述结构主体、所述u型挂钩采用硬质钢材料制作而成。
14.与现有技术相比,本实用新型具有以下技术效果:
15.(1)本实用新型用于船舶分段建造阶段减少拼板焊接变形量,减少无效劳动,对提高拼板质量和缩短分段建造周期起到积极作用。
16.(2)本实用新型的保护装置结构简单、使用操作方便,大大降低了焊接引起的人力、物力、火工矫正的施工工时,降低了企业的施工成本。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
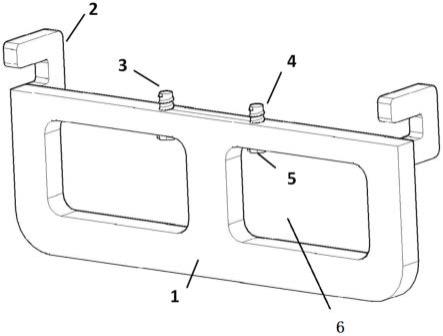
18.图1为本实用新型焊接变形保护装置的结构示意图。
19.图2为本实用新型焊接变形保护装置的使用状态图。
20.其中,附图标记具体说明如下:结构主体1、u型挂钩2、第一贯穿孔3、第二贯穿孔4、紧固螺栓5、减轻孔6、板材200。
具体实施方式
21.在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.本实施例提供一种船舶分段建造阶段拼板焊接变形保护装置,其特征在于,包括结构主体1,所述结构主体1整体呈矩形板状结构,所述结构主体1一横边的两端设置有u型挂钩2,所述u型挂钩2的开口朝向所述结构主体1的一侧,位于两个所述u型挂钩2之间的结构主体1上设置有第一贯穿孔3与第二贯穿孔4,所述第一贯穿孔3、所述第二贯穿孔4内攻有内螺纹,所述第一贯穿孔3、所述第二贯穿孔4内对应设置有紧固螺栓5。
23.其中,所述结构主体1上对称开设有两个减轻孔6。
24.其中,所述结构主体1与所述u型挂钩2为一体成型式结构。
25.其中,所述第一贯穿孔3与其靠近的u型挂钩2之间的距离等于所述第二贯穿孔4与其靠近的u型挂钩2之间的距离。
26.其中,所述结构主体1与u型挂钩2相对的一侧于两端设置有圆弧形拐角。
27.其中,所述结构主体1、所述u型挂钩2采用硬质钢材料制作而成。
28.本实施例的使用过程如下:
29.s1,将u型挂钩2嵌入于板材200上。
30.s2,将该保护装置的第一贯穿孔3和第二贯穿孔4居中的位置对准拼板焊缝处。
31.s3,通过调节紧固螺栓5将该保护装置与板材200进行紧固。
32.尽管上述实施例已对本实用新型作出具体描述,但是对于本领域的普通技术人员来说,应该理解为可以在不脱离本实用新型的精神以及范围之内基于本实用新型公开的内容进行修改或改进,这些修改和改进都在本实用新型的精神以及范围之内。
技术特征:
1.一种船舶分段建造阶段拼板焊接变形保护装置,其特征在于,包括结构主体,所述结构主体整体呈矩形板状结构,所述结构主体一横边的两端设置有u型挂钩,所述u型挂钩的开口朝向所述结构主体的一侧,位于两个所述u型挂钩之间的结构主体上设置有第一贯穿孔与第二贯穿孔,所述第一贯穿孔、所述第二贯穿孔内攻有内螺纹,所述第一贯穿孔、所述第二贯穿孔内对应设置有紧固螺栓。2.如权利要求1所述的一种船舶分段建造阶段拼板焊接变形保护装置,其特征在于,所述结构主体上对称开设有两个减轻孔。3.如权利要求1所述的一种船舶分段建造阶段拼板焊接变形保护装置,其特征在于,所述结构主体与所述u型挂钩为一体成型式结构。4.如权利要求1所述的一种船舶分段建造阶段拼板焊接变形保护装置,其特征在于,所述第一贯穿孔与其靠近的u型挂钩之间的距离等于所述第二贯穿孔与其靠近的u型挂钩之间的距离。5.如权利要求1所述的一种船舶分段建造阶段拼板焊接变形保护装置,其特征在于,所述结构主体与u型挂钩相对的一侧于两端设置有圆弧形拐角。6.如权利要求1所述的一种船舶分段建造阶段拼板焊接变形保护装置,其特征在于,所述结构主体、所述u型挂钩采用硬质钢材料制作而成。
技术总结
本实用新型公开了一种船舶分段建造阶段拼板焊接变形保护装置,包括结构主体,所述结构主体整体呈矩形板状结构,所述结构主体一横边的两端设置有U型挂钩,所述U型挂钩的开口朝向所述结构主体的一侧,位于两个所述U型挂钩之间的结构主体上设置有第一贯穿孔与第二贯穿孔,所述第一贯穿孔、所述第二贯穿孔内攻有内螺纹,所述第一贯穿孔、所述第二贯穿孔内对应设置有紧固螺栓。本实用新型用于船舶分段建造阶段减少拼板焊接变形量,减少无效劳动,对提高拼板质量和缩短分段建造周期起到积极作用。用。用。
技术研发人员:陈诚 王晓霞 冯建 朱忠凯
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:2021.12.17
技术公布日:2022/8/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。