1.本发明涉及船舶领域,尤其涉及一种大型支撑框架及其制作方法,具体适用于支撑及安装伸缩式艏舵装置。
背景技术:
2.支撑框架是用于支撑艏舵装置的重要零件,是一种大型薄壁框架结构,其中,大型支撑框架的长度超过十米,其封闭框内设置有油缸和导轨的安装平面,在安装好导轨后,舵柄能在导轨上滑行,且支撑框架的外部需安装与舵柄相配合的转舵装置。因此,艏舵装置的支撑框架需要有足够的支撑强度,同时需要尽可能的节省装配空间,因此需要一种结构更合理的支撑框架,以便于舵柄及转舵装置的安装;并且,由于艏舵装置对安装精度的要求很高,导致支撑框架内外用于安装导轨及转舵装置的安装面对于加工精度的要求非常高,而现有的支撑框架的制作方法很容易造成支撑框架结构件发生焊接变形,需要在焊接后进行校正,而大型薄壁框架结构的部分安装面进行焊后校正十分困难,只能在焊前加工到位,并通过控制焊接变形来保证最终的精度要求。
技术实现要素:
3.本发明的目的是克服现有技术中存在的艏舵装置的支撑框架结构不合理,且其在制作过程中难以控制焊接变形的问题,提供了一种大型支撑框架及其制作方法。
4.为实现以上目的,本发明的技术解决方案是:一种大型支撑框架,所述支撑框架包括下支撑框架和拱形的上支撑框架,所述上支撑框架的底部与下支撑框架的顶部相连接,所述上支撑框架与下支撑框架之间为舵柄安装区;所述上支撑框架的顶部沿横向依次设置有多个上部支架,所述上部支架的一端的底部与上支撑框架的顶部相连接,所述上部支架的另一端向前延伸;所述上支撑框架和下支撑框架的外壁上均开设有减重孔。
5.所述下支撑框架包括前竖直支架、底板和后竖直支架,所述前竖直支架的底端与底板的前端相连接,底板的后端与后竖直支架的底端相连接;所述上支撑框架包括前斜支架、顶部平支架和后斜支架,所述前竖直支架的顶端与前斜支架的低端相连接,所述前斜支架的高端与顶部平支架的前端相连接,所述顶部平支架的后端与后斜支架的高端相连接,所述后斜支架的低端与后竖直支架的顶端相连接;所述底板、前竖直支架、后竖直支架、前斜支架、顶部平支架和后斜支架上开均设有减重孔。
6.所述上部支架的一端的底部同时与顶部平支架的上表面、前斜支架的上表面相贴合,上部支架的另一端向前延伸;所述上部支架远顶部平支架的一端的下表面为刹车系统安装面,所述刹车系统安装面的下方为刹车系统安装区。
7.多个所述上部支架上的刹车系统安装面位于同一平面上。
8.所述上支撑框架的中部设置有上轨道安装面,所述下支撑框架的中部设置有下轨道安装面,所述上轨道安装面与下轨道安装面相对设置;所述顶部平支架的上表面所在的平面、上轨道安装面所在的平面、下轨道安装面所在的平面、刹车系统安装面所在的平面相互平行。
9.一种大型支撑框架的制作方法,该制造方法基于上述大型支撑框架,所述制造方法包括如下步骤:步骤一、固定上部支架:将多个上部支架放置于装配平台上,并使多个上部支架沿横向依次排列,调整上部支架使多个刹车系统安装面位于同一平面上,再通过辅助安装支架将多个上部支架连接为一体;步骤二、安装上部支架:将通过辅助安装支架连接为一体的多个上部支架放置于上支撑框架的顶部,并将上支撑框架与多个上部支架焊接为一体;步骤三、上、下支撑框架合拢:将上支撑框架的底部与下支撑框架的顶部进行对接;步骤四、上、下支撑框架焊装:对上支撑框架和下支撑框架的对接处进行焊接,上支撑框架和下支撑框架被焊接为一体,得到所述大型支撑框架。
10.所述辅助安装支架包括长形横板和两个平行设置的竖直板,所述竖直板的顶端与长形横板的底面垂直连接,所述长形横板的顶面为平面;两个所述竖直板之间设置有筋板,所述筋板沿长形横板的长度方向间隔设置,筋板的两侧分别与两个长形横板的内侧面垂直连接,筋板的顶端与长形横板的底面垂直连接;所述步骤一、固定上部支架中,通过辅助安装支架将多个上部支架连接为一体包括如下步骤:a1、将长形横板放置于刹车系统安装面上,并使长形横板的上表面同时与所有上部支架上的刹车系统安装面相贴合;a2、通过螺栓将所有上部支架固定连接于长形横板上。
11.所述步骤二、安装上部支架中,将通过辅助安装支架连接为一体的多个上部支架放置于上支撑框架的顶部,并将上支撑框架与多个上部支架焊接为一体包括如下步骤:b1、将上支撑框架放置于装配平台上,并使顶部平支架的上表面保持水平;b2、将通过辅助安装支架连接为一体的多个上部支架放置于上支撑框架上,并使上部支架的底部与上支撑框架的上表面相贴合;b3、将多个上部支架点焊固定于上支撑框架上;b4、在辅助安装支架与装配平台之间架设外支撑架,通过外支撑架对辅助安装支架进行支撑;b5、将上部支架与顶部平支架、前斜支架焊接为一体。
12.所述步骤三、上、下支撑架合拢中,将上支撑框架的底部与下支撑框架的顶部进行
对接包括如下步骤:c1、将下支撑框架放置于装配平台上,并在下支撑框架内部放置内支撑架,并通过螺栓和定位销将内支撑架与下支撑框架固定连接;c2、将上支撑框架、辅助安装支架和多个上部支架所连接而成的整体放置于内支撑架的顶部,并调整上支撑框架的位置,使前斜支架的低端与前竖直支架的顶端相对接、后斜支架的低端与后竖直支架的顶端相对接,随后,通过螺栓与定位销将上支撑框架与内支撑架的顶部固定连接。
13.所述内支撑架的底面与下轨道安装面相匹配,内支撑架的顶面与上轨道安装面相匹配。
14.与现有技术相比,本发明的有益效果为:1、本发明一种大型支撑框架中支撑架的端部向前延伸,上支撑框架与上支撑框架之间所夹成的区域用于安装刹车系统,刹车系统可安装于上支撑框架底部的刹车系统安装面上,在可靠的固定刹车系统的同时,空间占用较小,且刹车系统通过前斜支架上开设的减重孔可以与大型支撑框架内部的舵柄装置进行传动配合,使整个艏舵装置的结构紧凑、布置合理。因此,本设计中,在可靠的固定刹车系统的同时,使整个艏舵装置的结构紧凑布置合理。
15.2、本发明一种大型支撑框架的制作方法中,先通过辅助安装支架将多个上部支架进行固定,随后将多个上部支架及辅助安装支架所组成的整体一起安装于上支撑框架的顶部,再进行焊接,因此,在焊装前后被固定于辅助安装支架上的多个上部支架之间的相对位置不发生改变;焊装前后,多个上部支架的刹车系统安装面能始终处于同一个平面上,焊接后多个上部支架上的刹车系统安装面能保持较好的整体平面度,避免焊后再加工,进而便于刹车系统设备的准确安装。因此,焊接上部支架时,预先使用辅助安装支架将多个上部支架连接为一体,焊接后多个上部支架上的刹车系统安装面能保持较好的平面度,避免焊后再加工。
16.3、本发明一种大型支撑框架的制作方法中,将多个上部支架及辅助安装支架所组成的整体一起放置于上支撑框架的顶部后,点焊上部支架,并使用外支撑架对辅助安装支架进行支撑,对上部支架进行支撑、固定后再焊接上部支架与上支撑框架,能避免辅助安装支架的自重造成的上部支架在焊接过程中变形,进而保证刹车系统安装面的精度;同时,外支撑架对整个上支撑框架也起到一定的支撑的作用,使上支撑框架能更加稳固的放置。因此,本设计中,在焊接上部支架的过程中,先点焊上部支架,并使用外支撑架对辅助安装支架进行支撑,再整体焊接上部支架与上支撑框架,避免上部支架在焊接过程中发生移动或变形,保证刹车系统安装面的精度。
17.4、本发明一种大型支撑框架的制作方法中,在上、下支撑框架合拢的过程中,使用内支撑架作为辅助工具,由于内支撑架的上端与上轨道安装面相匹配,内支撑架的下端与下轨道安装面相匹配,在支撑框架的底部与下支撑框架的顶部进行对接的过程中,先把下支撑框架放置在装配平台上,在下支撑框架的内部放置内支撑架,并使内支撑架的下端与下轨道安装面相配合,通过螺栓和定位销将下支撑框架与内支撑架的底部进行固定连接;随后将上支撑框架放置于内支撑架的顶部,使上支撑框架的底面与内支撑架的上端相配合,再调整上支撑框架的位置,使前斜支架的低端与前竖直支架的顶端相对接、后斜支架的
低端与后竖直支架的顶端相对接;而后,通过螺栓和定位销将上支撑框架与内支撑架的顶部进行固定连接,此时上支撑框架、内支撑架、下支撑框架连接成一个整体,在后续对上、下支撑框架的对接处进行整体焊接时,上轨道安装面与下轨道安装面的相对位置不发生变化,保证了上轨道安装面与下轨道安装面的精度。因此,本设计中,上、下支撑框架进行合拢焊接时,通过使用内支撑架将上支撑框架和下支撑框架固定为一体,再焊接上支撑框架和下支撑框架的对接处,能确保焊接前后上轨道安装面与下轨道安装面的相对位置不发生改变,保证上轨道安装面和下轨道安装面的精度符合要求。
附图说明
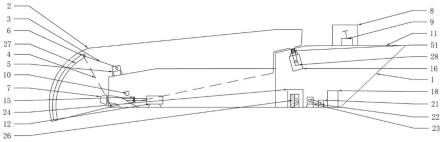
18.图1是大型支撑框架的结构示意图。
19.图2是大型支撑框架的侧视图图3是上支撑框架的结构示意图。
20.图4是下支撑框架的结构示意图。
21.图5是上部支架的侧视图。
22.图6是上支撑框架的侧视图。
23.图7是上部支架安装在上支撑框架上的示意图。
24.图8是上部支架沿横向依次排列的示意图。
25.图9是上部支架底部朝上放置于装配平台上的示意图。
26.图10是多个上部支架连接于辅助安装支架上的示意图。
27.图11是辅助安装支架的俯视图。
28.图12是辅助安装支架的侧视图。
29.图13是外支撑架支撑辅助安装支架的示意图。
30.图14是上、下支撑架进行对接的示意图。
31.图中:上支撑框架1、前斜支架11、顶部平支架12、后斜支架13、下支撑框架2、前竖直支架21、底板22、后竖直支架23、舵柄安装区3、上轨道安装面31、下轨道安装面32、上部支架4、刹车系统安装面41、刹车系统安装区5、辅助安装支架6、长形横板61、竖直板62、筋板63、外支撑架7、内支撑架8、减重孔9、装配平台10。
具体实施方式
32.以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
33.参见图1至图14,一种大型支撑框架,所述支撑框架包括下支撑框架2和拱形的上支撑框架1,所述上支撑框架1的底部与下支撑框架2的顶部相连接,所述上支撑框架1与下支撑框架2之间为舵柄安装区3;如图1所示,所述上支撑框架1的顶部沿横向(即上支撑框架1的长度方向)依次设置有多个上部支架4,所述上部支架4的一端的底部与上支撑框架1的顶部相连接,所述上部支架4的另一端向前延伸,如图2所示,上部支架4与上支撑框架1的外壁之间形成一个夹角,该夹角区域用来安装刹车系统;所述上支撑框架1和下支撑框架2的外壁上均开设有减重孔9。
34.如图8、图10示,各上部支架4的宽度不相同,各上部支架4的宽度可根据实际的安
装需求设置。
35.所述刹车系统安装区5用于安装艏舵装置的刹车系统及传动结构,由于上支撑框架1和下支撑框架2的外壁上均开设有减重孔9,传动结构可以穿过减重孔9与安装于舵柄安装区3处的舵柄装置进行配合作业。
36.如图4所示,所述下支撑框架2包括底板22、前竖直支架21和后竖直支架23,所述前竖直支架21的底端与底板22的前端相连接,底板22的后端与后竖直支架23的底端相连接;如图3所示,所述上支撑框架1包括前斜支架11、顶部平支架12和后斜支架13,所述前竖直支架21的顶端与前斜支架11的低端相连接,所述前斜支架11的高端与顶部平支架12的前端相连接,所述顶部平支架12的后端与后斜支架13的高端相连接,所述后斜支架13的低端与后竖直支架23的顶端相连接,所述舵柄安装区3即为前斜支架11、顶部平支架12、后斜支架13、括底板22、前竖直支架21、后竖直支架23共同围成的区域,舵柄安装区3可用于安装油缸及导轨,其中舵柄需要在导轨中顺畅滑行,因此,在装配的过程中,舵柄安装区3内的上轨道安装面31与下轨道安装面32两个导轨安装面需要有非常高的装配精度。
37.所述底板22、前竖直支架21、后竖直支架23、前斜支架11、顶部平支架12和后斜支架13所围成的区域为舵柄安装区3。
38.所述底板22、前竖直支架21、后竖直支架23、前斜支架11、顶部平支架12和后斜支架13上开均设有多个减重孔9,以实现轻量化。
39.如图2所示,所述上部支架4的一端的底部同时与顶部平支架12的上表面、前斜支架11的上表面相贴合,上部支架4的另一端向前延伸;上部支架4的底部与上支撑框架1的顶部的接触面较大,因此,上部支架4的强度大且不易变形,有利于刹车系统的安装和运行。
40.如图5所示,所述上部支架4远顶部平支架12的一端的下表面为刹车系统安装面41,所述刹车系统安装面41与前斜支架11的上表面之间的区域用于安装刹车系统;多个所述上部支架4上的刹车系统安装面41位于同一平面上。
41.如图2所示,所述上支撑框架1的中部设置有上轨道安装面31,所述下支撑框架2的中部设置有下轨道安装面32,所述上轨道安装面31与下轨道安装面32相对设置;所述顶部平支架12的上表面所在的平面、上轨道安装面31所在的平面、下轨道安装面32所在的平面、刹车系统安装面41所在的平面相互平行。
42.一种权利要求大型支撑框架的制作方法,所述制造方法基于上述大型支撑框架,所述制造方法包括如下步骤:步骤一、固定上部支架:将多个上部支架4放置于装配平台10上,并使多个上部支架4沿横向依次排列,调整上部支架4使多个刹车系统安装面41位于同一平面上,再通过辅助安装支架6将多个上部支架4连接为一体;调整上部支架4时,使用经纬仪辅助调整多个刹车系统安装面41的整体平面度。
43.所述辅助安装支架6包括长形横板61和两个平行设置的竖直板62,所述竖直板62的顶端与长形横板61的底面垂直连接,所述长形横板61的顶面为一个平面,以保证安装后多个刹车系统安装面41所在的平面为于同一平面;两个所述竖直板62之间设置有筋板63,所述筋板63沿长形横板61的长度方向间隔设置,筋板63的两侧分别与两个长形横板61的内侧面垂直连接,筋板63的顶端与长形横板
61的底面垂直连接;通过辅助安装支架6将多个上部支架4连接为一体包括如下步骤:a1、如图9、图10所示,将长形横板61顶面朝下的放置于刹车系统安装面41上,使长形横板61的上表面同时与所有上部支架4上的刹车系统安装面41相贴合;a2、通过螺栓将多个上部支架4固定连接于长形横板61上。
44.将上部支架4与长形横板61进行连接固定时,需尽可能的保持所有上部支架4的相对位置不变。
45.如图8、10、11所示,所述长形横板61和上部支架4上均对应的设置有连接孔,便于上部支架4与长形横板61之间通过螺栓固定。
46.如图11所示,所述长形横板61上开设有与上部支架4底部的筋板相配合的缺口64,避免辅助安装支架6与上部支架4相互干涉。
47.步骤二、安装上部支架:将通过辅助安装支架6连接为一体的多个上部支架4放置于上支撑框架1的顶部,并将上支撑框架1与多个上部支架4焊接为一体;将通过辅助安装支架6连接为一体的多个上部支架4放置于上支撑框架1的顶部,并将上支撑框架1与多个上部支架4焊接为一体包括如下步骤:b1、将上支撑框架1放置于装配平台10上,并使顶部平支架12的上表面保持水平;如图13所示,由于上支撑框架1的前后并不一定是对称的,因此,为避免上支撑框架1倾斜,在装配平台10上架设一个具有一定高度的装配支架20,并将上支撑框架1放置于装配支架20上;随后,调整上支撑框架1的位置,以使顶部平支架12的上表面保持水平。
48.b2、将通过辅助安装支架6连接为一体的多个上部支架4放置于上支撑框架1上,并使上部支架4的底部与上支撑框架1的上表面相贴合;如图13所示,上部支架4的一端的底部同时与顶部平支架12的上表面、前斜支架11的上表面相贴合,上部支架4的另一端向前延伸;b3、将多个上部支架4点焊固定于上支撑框架1上;b4、在辅助安装支架6与装配平台10之间架设外支撑架7,通过外支撑架7对辅助安装支架6进行支撑;如图13所示,架设外支撑架7,使外支撑架7的下端与装配平台10相接;同时,由于前斜支架11上设置有减重孔9,外支撑架7的上端穿过前斜支架11上的减重孔9后与长形横板61的底面相接,对整个辅助安装支架6进行支撑,避免辅助安装支架6的自重导致上部支架4弯曲变形。
49.b5、将上部支架4与顶部平支架12、前斜支架11焊接为一体,上部支架4安装完成。
50.上部支架4安装完成后,拆除辅助安装支架6与外支撑架7。
51.步骤三、上、下支撑架合拢:将上支撑框架1的底部与下支撑框架2的顶部进行对接,使上支撑框架1与下支撑框架2合拢;将上支撑框架1的底部与下支撑框架2的顶部进行对接包括如下步骤:c1、将下支撑框架2放置于装配平台10上,并在下支撑框架2内部放置内支撑架8,使内支撑架8的底面与下轨道安装面32相贴合,并通过螺栓和定位销将内支撑架8与下支撑
框架2固定连接;c2、如图14所示,将上支撑框架1、辅助安装支架6和多个上部支架4所连接而成的整体放置于内支撑架8的顶部,使内支撑架8的顶面与上轨道安装面31相贴合,并调整上支撑框架1的位置,使前斜支架11的低端与前竖直支架21的顶端相对接、后斜支架13的低端与后竖直支架23的顶端相对接,随后,通过螺栓与定位销将上支撑框架1与内支撑架8固定连接;如图3、4所示,上支撑框架1、下支撑框架2上均设置有多处连接孔,便于定位销定位,同时,易于通过螺栓连接内支撑架8与上支撑框架1、下支撑框架2。
52.通过定位销及螺栓将上支撑框架1与内支撑架8固定连接后,上支撑框架1和下支撑框架2通过内支撑架8固定连接,上支撑框架1和下支撑框架2的对接处不会出现错位,减小焊接变形。
53.所述内支撑架8的底面与下轨道安装面32相匹配,内支撑架8的顶面与上轨道安装面31相匹配,在焊接上、下支撑框架的过程中,内支撑架8的两端固定住两个轨道安装面,保证焊接完成后上轨道安装面31和下轨道安装面32这两个安装平面的相对位置不发生改变,减小焊接变形。
54.所述内支撑架8是由多个独立的支撑单体组成的一组支撑组件,多个独立的支撑单体在舵柄安装区3中沿横向依次设置;步骤四、上、下支撑架焊装:对上支撑框架1和下支撑框架2的对接处进行焊接,上支撑框架1和下支撑框架2被焊接为一体,得到所述大型支撑框架。
55.在对上支撑框架1和下支撑框架2的对接处进行焊接的过程中,在对接处使用码板对上支撑框架1和下支撑框架2进行固定,以保证焊接质量。
56.得到大型支撑框架后,拆除内支撑架8。
57.本发明的原理说明如下:支撑框架是一种伸缩式艏舵装置的关键零件,支撑框架内部上、下两个面上需要分别安装两组导轨,由于导轨需要上、下、左、右方向对平齐,因此对上轨道安装面31与下轨道安装面32这两个安装面的精度要求非常高;同时,由于艏舵装置的刹车系统和传动装置安装于刹车系统安装面41上,因此对于刹车系统安装面41的整体平面度要求也非常高。
58.在焊接安装上部支架的过程中,通过辅助安装支架6将多个上部支架4连接为一体,再将多个上部支架4与辅助安装支架6连接而成的整体一起放置在上支撑框架1上进行焊接,保证了焊接前后多个刹车系统安装面41的相对位置不发生改变,确保大型支撑框架中多个刹车系统安装面41的整体平面度。
59.并且,在焊接上、下支撑架的过程中,通过支撑架8将上支撑框架1和下支撑框架2连接为一体,并且,由于支撑架8的底面与下轨道安装面32相配合,内支撑架8的顶面与上轨道安装面31相配合,在焊接过程中上轨道安装面31与下轨道安装面32的相对位置不发生改变,确保上轨道安装面31与下轨道安装面32的精度符合要求,避免焊后再加工。
60.实施例1:一种大型支撑框架,所述支撑框架包括下支撑框架2和拱形的上支撑框架1,所述上支撑框架1的底部与下支撑框架2的顶部相连接,所述上支撑框架1与下支撑框架2之间为
舵柄安装区3;所述上支撑框架1的顶部沿横向依次设置有多个上部支架4,所述上部支架4的一端的底部与上支撑框架1的顶部相连接,所述上部支架4的另一端向前延伸;所述上支撑框架1和下支撑框架2的外壁上均开设有减重孔9。
61.所述下支撑框架2包括前竖直支架21、底板22和后竖直支架23,所述前竖直支架21的底端与底板22的前端相连接,底板22的后端与后竖直支架23的底端相连接;所述上支撑框架1包括前斜支架11、顶部平支架12和后斜支架13,所述前竖直支架21的顶端与前斜支架11的低端相连接,所述前斜支架11的高端与顶部平支架12的前端相连接,所述顶部平支架12的后端与后斜支架13的高端相连接,所述后斜支架13的低端与后竖直支架23的顶端相连接;所述底板22、前竖直支架21、后竖直支架23、前斜支架11、顶部平支架12和后斜支架13上开均设有减重孔9。
62.所述下支撑框架2包括前竖直支架21、底板22和后竖直支架23,所述前竖直支架21的底端与底板22的前端相连接,底板22的后端与后竖直支架23的底端相连接;所述上支撑框架1包括前斜支架11、顶部平支架12和后斜支架13,所述前竖直支架21的顶端与前斜支架11的低端相连接,所述前斜支架11的高端与顶部平支架12的前端相连接,所述顶部平支架12的后端与后斜支架13的高端相连接,所述后斜支架13的低端与后竖直支架23的顶端相连接;所述底板22、前竖直支架21、后竖直支架23、前斜支架11、顶部平支架12和后斜支架13上开均设有减重孔9。
63.所述上部支架4的一端的底部同时与顶部平支架12的上表面、前斜支架11的上表面相贴合,上部支架4的另一端向前延伸;所述上部支架4远顶部平支架12的一端的下表面为刹车系统安装面41,所述刹车系统安装面41的下方为刹车系统安装区5。
64.多个所述上部支架4上的刹车系统安装面41位于同一平面上。
65.所述上支撑框架1的中部设置有上轨道安装面31,所述下支撑框架2的中部设置有下轨道安装面32,所述上轨道安装面31与下轨道安装面32相对设置;所述顶部平支架12的上表面所在的平面、上轨道安装面31所在的平面、下轨道安装面32所在的平面、刹车系统安装面41所在的平面相互平行。
66.一种大型支撑框架的制作方法,所述制作方法基于上述大型支撑框架,所述制作方包括如下步骤:步骤一、固定上部支架:将多个上部支架4放置于装配平台10上,并使多个上部支架4沿横向依次排列,调整上部支架4使多个刹车系统安装面41位于同一平面上,再通过辅助安装支架6将多个上部支架4连接为一体;步骤二、安装上部支架:将通过辅助安装支架6连接为一体的多个上部支架4放置于上支撑框架1的顶部,并将上支撑框架1与多个上部支架4焊接为一体;步骤三、上、下支撑框架合拢:
将上支撑框架1的底部与下支撑框架2的顶部进行对接;步骤四、上、下支撑框架焊装:对上支撑框架1和下支撑框架2的对接处进行焊接,上支撑框架1和下支撑框架2被焊接为一体,得到所述大型支撑框架。
67.实施例2:实施例2与实施例1基本相同,其不同之处在于:所述辅助安装支架6包括长形横板61和两个平行设置的竖直板62,所述竖直板62的顶端与长形横板61的底面垂直连接;两个所述竖直板62之间设置有筋板63,所述筋板63沿长形横板61的长度方向间隔设置,筋板63的两侧分别与两个长形横板61的内侧面垂直连接,筋板63的顶端与长形横板61的底面垂直连接;所述步骤一、固定上部支架中,通过辅助安装支架6将多个上部支架4连接为一体包括如下步骤:a1、将长形横板61顶面朝下的放置于刹车系统安装面41上,使长形横板61的上表面同时与所有上部支架4上的刹车系统安装面41相贴合;a2、通过螺栓将所有上部支架4固定连接于长形横板61上。
68.所述步骤二、安装上部支架中,将通过辅助安装支架6连接为一体的多个上部支架4放置于上支撑框架1的顶部,并将上支撑框架1与多个上部支架4焊接为一体包括如下步骤:b1、将上支撑框架1放置于装配平台10上,并使顶部平支架12的上表面保持水平;b2、将通过辅助安装支架6连接为一体的多个上部支架4放置于上支撑框架1上,并使上部支架4的底部同时与顶部平支架12的上表面、前斜支架11的上表面相贴合;b3、将上部支架4点焊固定于上支撑框架1上;b4、在辅助安装支架6与装配平台10之间架设外支撑架7,通过外支撑架7对辅助安装支架6进行支撑;b5、将上部支架4与顶部平支架12、前斜支架11焊接为一体。
69.实施例3:实施例3与实施例2基本相同,其不同之处在于:所述步骤三、上、下支撑架合拢中,将上支撑框架1的底部与下支撑框架2的顶部进行对接包括如下步骤:c1、将下支撑框架2放置于装配平台10上,并在下支撑框架2内部放置内支撑架8,并通过螺栓和定位销将内支撑架8与下支撑框架2固定连接;c2、将上支撑框架1、辅助安装支架6和多个上部支架4所连接而成的整体放置于内支撑架8的顶部,并调整上支撑框架1的位置,使前斜支架11的低端与前竖直支架21的顶端相对接、后斜支架13的低端与后竖直支架23的顶端相对接,随后,通过螺栓与定位销将上支撑框架1与内支撑架8的顶部固定连接。
70.所述内支撑架8的底面与下轨道安装面32相匹配,内支撑架8的顶面与上轨道安装面31相匹配。
71.以上所述仅为本发明的较佳实施方式,本发明的保护范围并不以上述实施方式为
限,但凡本领域普通技术人员根据本发明所揭示内容所作的等效修饰或变化,皆应纳入权利要求书中记载的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。