技术特征:
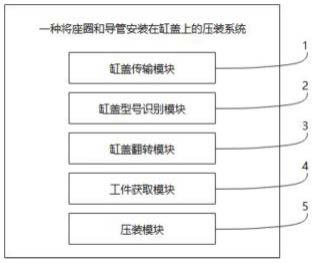
1.一种将座圈和导管安装在缸盖上的压装系统,其特征在于,包括:缸盖传输模块,用于传输缸盖;缸盖型号识别模块,用于识别缸盖型号;缸盖翻转模块,用于根据所述缸盖型号将缸盖翻转至对应角度;工件获取模块,用于根据缸盖型号获取座圈和导管;压装模块,用于将所述座圈和导管压装至所述缸盖。2.根据权利要求1所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,所述缸盖传输模块包括:缸盖输送机动滚道子模块,用于输送缸盖。3.根据权利要求1所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,所述工件获取模块包括:导管上料抓取子模块,用于根据缸盖型号选取对应导管自动上料;座圈上料抓取子模块,用于根据缸盖型号选取对应座圈自动上料。4.根据权利要求1所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,所述缸盖型号识别模块包括:二维码扫描子模块,用于对缸盖进行扫描,得到缸盖二维码信息;型号确定子模块,用于根据所述缸盖二维码信息确定当前缸盖的缸盖型号。5.根据权利要求1所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,所述缸盖翻转模块包括:缸盖定位夹紧子模块,用于将缸盖固定至压装工位;翻转角度确定子模块,用于基于预先存储在数据库中的型号-角度对应信息集,根据所述缸盖型号确定当前缸盖的翻转角度;机器手翻转子模块,用于根据所述翻转角度对当前缸盖进行对应翻转;喷洒子模块,用于在当前缸盖翻转至对应角度时对缸盖的导管孔和座圈孔喷洒润滑油雾。6.根据权利要求1所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,所述压装模块包括:座圈压装子模块,用于将缸盖的进气座圈和排气座圈进行压装;导管压装子模块,用于将缸盖的进气导管和排气导管进行压装。7.根据权利要求6所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,还包括:缸盖座圈压装深度检测子模块,用于检测缸盖的进气座圈和排气座圈的压装深度是否合格,并根据检测结果发出对应信号。8.根据权利要求1所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,还包括多压装线压装状态监测模块,所述多压装线压装状态监测模块执行包括如下操作:获取压装线单次压装的理想时间成本和预设第一时间内压装线单次压装的平均时间成本作为实际时间成本,计算所述理想时间成本与所述实际时间成本的比值得到时间成本比;获取预设第一时间内压装线压装的产品的良品率;
计算所述良品率和所述时间成本比的比值得到压装状态指标;获取每条压装线在预设第二时间段内的压装状态指标组成的压装状态序列,和,获取对应的压装线在预设第二时间段内的产品良品率序列;其中,所述预设第二时间段包括多个所述预设第一时间;分别计算得到每两条压装线对应的压装状态序列之间的ppmcc和每两条压装线对应的产品良品率序列之间的良品率差异;根据所述ppmcc和所述良品率差异,计算得到每两条压装线的压装状态指标之间的压装状态相关性;其中,所述良品率差异与所述压装状态相关性呈负相关关系;基于预设分类原则,根据所述压装状态相关性将所有压装线分为多个类型;获取每个类型内的每条压装线在预设第二时间段内的所有时间成本比的平均时间成本比,和所有压装状态指标的平均压装状态指标;将每个类型内所有压装线的平均时间成本比进行归一化处理,作为每个平均时间成本对应的压装线的平均压装状态指标的权重值;根据每个类型内所有压装线的平均压装状态指标和对应的权重值进行加权求和计算,得到每个类型的全域压装状态指标;选取最佳的全域压装状态指标对应的类型作为最佳类型,计算得到所述最佳类型中包含的所有压装线的平均工作档位作为标准工作档位;其中,所述工作档位决定压装线的工作强度;将每条压装线当前的所述压装状态指标与所述最佳的全域压装状态指标进行对比,以及将每条压装线当前的工作档位与所述标准工作档位进行对比,监测当前压装线的压装状态。9.根据权利要求1所述的一种将座圈和导管安装在缸盖上的压装系统,其特征在于,还包括连续工作压装线健康状态监测模块,所述连续工作压装线健康状态监测模块执行包括如下操作:获取当前压装线的连续工作时长和与其对应的工作档位,作为输入数据;将所述输入数据输入至预先训练好的连续工作压装线健康度评价模型中,得到所述当前压装线的实际健康度;将所述实际健康度与预设标准健康度阈值进行对比,监测当前压装线的健康状态;其中,所述连续工作压装线健康度评价模型的训练步骤包括:步骤1、获取训练数据,所述训练数据包括若干压装线在不同工作档位和不同连续工作时长下的平均单次压装时间成本以及平均良品率;步骤2、计算所述平均良品率以及平均单次压装时间成本的比值,得到若干压装线在不同工作档位和不同连续工作时长下的实际健康度;步骤3、将所述实际健康度与预设标准实际健康度进行对比,根据对比结果将所述训练数据划分为三个数据集,分别为优秀数据集、正常数据集和劣等数据集;其中,所述优秀数据集中包括的训练数据对应的对比结果为所述实际健康度大于预设标准实际健康度,所述正常数据集中包括的训练数据对应的对比结果为所述实际健康度等于预设标准实际健康度,所述劣等数据集中包括的训练数据对应的对比结果为所述实际健康度小于预设标准实际健康度;
步骤4、分别对所述优秀数据集、正常数据集和劣等数据集进行划分,将其随机拆分为优秀数据训练集、优秀数据测试集、正常数据训练集、正常数据测试集、劣等数据训练集和劣等数据测试集;步骤5、构建优秀数据模型,将所述工作档位作为主要输入层建立长短期记忆网络模型,以及将变化的所述连续工作时长作为额外输入变量,建立第一深层网络,将实际健康度作为最终的输出变量;构建正常数据模型,将所述工作档位作为主要输入层建立长短期记忆网络模型,以及将变化的所述连续工作时长和对应的实际健康度的变化率作为额外输入变量,建立第二深层网络,将实际健康度作为最终的输出变量;构建劣等数据模型,将所述工作档位作为主要输入层建立长短期记忆网络模型,以及将变化的所述连续工作时长和对应的实际健康度的变化率作为额外输入变量,建立第三深层网络,将实际健康度作为最终的输出变量;步骤6、将所述优秀数据训练集作为所述优秀数据模型的训练集,将所述正常数据训练集作为正常数据模型的训练集,将所述劣等数据训练集作为劣等数据模型的训练集,分别对所述优秀数据模型、正常数据模型和劣等数据模型进行训练,直至每个模型对应的测试集的预测值满足预设条件后停止训练,融合完成训练的所述优秀数据模型、正常数据模型和劣等数据模型,得到连续工作压装线健康度评价模型。10.一种将座圈和导管安装在缸盖上的压装方法,其特征在于,包括:步骤1、缸盖通过缸盖传输模块上料;步骤2、通过缸盖型号识别模块定位缸盖,并获取缸盖上的二维码信息确定缸盖型号;步骤3、通过缸盖翻转模块将缸盖固定并送入压装工位,同时根据所述缸盖型号确定缸盖的进气翻转角度并进行对应翻转;步骤4、当缸盖完成翻转后,通过缸盖翻转模块对缸盖的进气导管孔和进气座圈孔喷洒润滑油雾;步骤5、通过工件获取模块,根据所述缸盖型号抓取与该缸盖型号匹配的进气座圈与进气导管;步骤6、通过压装模块,将所述进气座圈与进气导管对缸盖的进气导管孔和进气座圈孔进行压装,完成压装后发出第一信号;步骤7、缸盖翻转模块接收到第一信号后,根据所述缸盖型号确定缸盖的排气翻转角度并进行对应翻转;步骤8、当缸盖完成翻转后,通过缸盖翻转模块对缸盖的排气导管孔和排气座圈孔喷洒润滑油雾;步骤9、工件获取模块接收到第一信号后,根据所述缸盖型号抓取与该缸盖型号匹配的排气座圈与排气导管;步骤10、通过压装模块,将所述排气座圈与排气导管对缸盖的排气导管孔和排气座圈孔进行压装,压装完成。
技术总结
本发明提供了一种将座圈和导管安装在缸盖上的压装系统及方法,系统包括缸盖传输模块,用于传输缸盖;缸盖型号识别模块,用于识别缸盖型号;缸盖翻转模块,用于根据缸盖型号将缸盖翻转至对应角度;工件获取模块,用于根据缸盖型号获取座圈和导管;压装模块,用于将座圈和导管压装至缸盖,用于自动识别不同的缸盖类型,从而根据识别的缸盖类型进行对应的压装作业。作业。作业。
技术研发人员:梁兴志 陈威
受保护的技术使用者:广州蓝方自动化设备有限公司
技术研发日:2022.04.26
技术公布日:2022/7/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。