1.本发明涉及冲压模具领域,特别涉及一种电子外壳的冲压模具。
背景技术:
2.现有的电子产品外壳,如笔记本后盖、手机后盖等外观件,因铝合金是一轻金属材质,则时下电子产品外壳非常流行铝合金外壳,而铝合金外壳大多数采用铝板,通过冲压模具冲压而成,然而现有冲压模具只能冲压出其只具有一背板和处于背板一面与背板垂直的侧围的外壳,若对于外壳的四周具有内扣结构时,即侧围的自由端端部具有向外壳中心方向并与背板相对平行设置的内环体,此内环体即为内扣,而该内环体的设置使现有的冲压模具不易冲压成型。
3.有鉴于此,本发明人对上述问题进行深入研究,遂由本案产生。
技术实现要素:
4.本发明的目的在于提供一种易于冲压成型出内扣,并使内扣的r角得到较小角的缩口带回挤的五金冲压模具。
5.为了达成上述目的,本发明的解决方案是这样的:
6.一种缩口带回挤的五金冲压模具,包括上模具和下模具,上模具的底面具有成型腔室,下模具的顶面具有伸入成型腔室内用于工件套装于外的套紧块和处于套紧块外并用于回挤成型的回挤冲头,回挤冲头的顶面内侧具有回挤头;上述上模具的下底面设有上模板和处于上模板外侧的外滑块,外滑块的底面低于上模板的底面,外滑块位于上模板以下的部分围成有一环形腔室,上述外滑块以能向上模板方向平移与上模板相贴紧配合的方式滑动安装在上模具下底面上,且上述下模具的顶面对位于外滑块外侧处设有随上模具的下移而推动外滑块向内平移的平移推动机构,且上述上模具对位于平移推动结构的外侧设有随外滑块的内移而对外滑块产生向外回复复位的弹性复位机构;
7.所述套紧块与回挤冲头之间具有间距,所述套紧块由若干个能向回挤冲头方向平移的内滑块组成,各内滑块围成一中空腔室,上述下模具位于中空腔室处对应于各内滑块处一一对应设有随上模具的合模而推动内滑块向外平移并产生弹性回复力的内滑块推动复位机构;且上述内滑块的上端部外侧壁上向外凸设有用于成型倒扣的倒扣成型凸块。
8.上述上模具具有由上而下依次叠合设置并锁固在一起的上模座和上垫板,上述上模板为一方形板体,上述上模板处于上垫板的底面中心区域处与上垫板锁固在一起,上述上模板的下底面为与工件的背板曲面相匹配的弧面,上述外滑块由七块块体紧密相靠围成,七块体中四块块体为角块体、余下三块块体为直块体,以朝向上模板的一面为内、背向上模板的一面为外,上模板的四角外均设有一上述角块体,角块体为一方形块体,角块体以向上模板的角部方向斜向平移滑动的方式安装在上垫板上,直块体以向上模板的侧边方向横向平移的方式滑动平放安装在上垫板上,直块体为沿上模板侧边的长度方向延伸的长方形块体,上模板的四侧边中其中三侧边外均设有一个直块体,每一直块体的两端端部外均
相靠紧设置有一上述角块体,直块体的内侧面为能与上模板的外侧面相贴配合的平直面,角块体的内侧面具有两切削平面和一向外凹的凹弧面,凹弧面与上模板的角度相对位设置,切削平面与直块体长度方向端部的端面相贴紧配合,上述角块体和直块体上下方向上的厚度大于上模板的厚度,各角块体与各直块体位于上模板以下的部位围成有一环形空间,此环形空间与上模板的下底面构成所述的成型腔室,每一直块体的外侧和每一角块体的外侧均一一对应设置有一平移推动机构和一弹性复位机构。
9.上述弹性复位机构具有外等高套、外固定块和弹簧,外固定块锁固在上垫板的底面上并处于块体外侧,上述外等高套横卧设置,上述外等高套的第一端端部伸入块体的外侧内,上述外等高套的第二端穿过上述外固定块,上述弹簧套装于上述外等高套的第二端外,并张紧于外固定块与外等高套的第二端端部之间,块体与外固定块之间具有供平移推动机构伸入的伸入间距。
10.上述上垫板位于上述块体处锁固有沿块体的平移方向延伸的导向滑块,上述块体的底面向上凹设有沿导向滑块的长度方向延伸供导向滑块的上部滑入于内的导向滑槽。
11.上述下模具具有由下而上依次设置的下托板、下垫脚、下模座、下垫板、下夹板和下脱板,下夹板、下垫板与下模座锁固在一起,下脱板与下夹板之间具有间距,下模座内固定竖立有向上延伸穿过下垫板和下夹板至下脱板内的支撑弹簧,上述回挤冲头由若干块拼接方块围成,各拼接方块紧靠设置,拼接方块竖立设置,且拼接方块穿过下脱板与下夹板固定连接,拼接方块的顶面内侧向上延伸有工件侧围相匹配用于回挤成型的延伸部,各延伸部构成所述的冲头结构。
12.上述内滑块具有七块,七块内滑块中其中四块内滑块为与角块体相对设置的角滑块,三块内滑块为沿直块体的长度方向延伸的直滑块,上述内滑块推动复位机构具有推动内滑块向外滑动的推动机构和随内滑块的外移而产生回复力的回复力产生机构,上述回复力产生机构安装在上脱板上,推动机构安装在下垫板上。
13.上述回复力产生机构包括内固定块、内等高套和内弹簧,内固定块锁固在下脱板的顶面上,并处于内滑块的内侧,内滑块与内固定块之间具有插入间距,上述内等高套沿内滑块的滑动方向横卧设置,上述内等高套的第一端端部固定在内滑块的内侧面内,上述内等高套的第二端穿过内固定块,上述内弹簧套装于内等高套的第二端外,并张紧于内固定块与内等高套的第二端端部之间。
14.上述推动机构为内插刀,上述内插刀为竖立设置的条形方块体,条形方块体的下端部固定在下垫板的顶面上,条形方块体穿过下夹板至下脱板内,条形方块体的上端端面与下脱板的顶面相齐平,且条形方块体的上端端面向上凸设有处于插入间距内的插入块,插入块的顶面具有依次连续设置的上平面、上斜面、下竖直面和下斜面,下斜面和上斜面均为由外至内向上倾斜的斜面,下斜面的下端端部延伸至条形方块体的顶面处,下斜面的上端端部与下竖直面的下端部连接,上斜面的下端端部与下竖直面的上端部连接,上斜面的上端端部与上平面的外侧边连接,上述内滑块的内侧面具有由上而下依次设置的下导向斜面、下竖直面、上导向斜面和上竖直面,下导向斜面和上导向斜面的倾斜方向相同并相互平行设置,上导向斜面处于下竖直面的内侧,下导向斜面处于下竖直面的外侧,下导向斜面与下斜面相贴配合,上斜面与上导向斜面相贴配合,上竖直面处于上平面上方。
15.上述下脱板的顶面锁固有处于内滑块下方的导向滑轨,上述内滑块的下底面凹设
有供导向滑轨滑入于内滑动的滑凹槽。
16.上述平移推动机构具有外插刀,上述外插刀为竖立设置的方块体,方块体的下端部固定在下垫板的顶面上,方块体向上穿过下夹板和下脱板,方块体的上端端部朝向伸入间距,方块体的上端端面外侧具有由内至外向下倾斜的外切削斜面,方块体的上端端部内侧面具有连续设置的由外至内向下倾斜的上内斜面、处于上内斜面下方内侧的连接竖直面及处于连接竖直面下方并呈由外至内向下倾斜的下内斜面,上内斜面与下内斜面相互平行设置,块体的底面外侧具有连续设置的由内至外斜向上倾斜的下倾斜面、处于下倾斜面上方外侧的竖直面和处于竖直面上方外侧由内至外斜向上倾斜的上倾斜面,上倾斜面与下倾斜面相互平行设置,且下倾斜面的倾斜角度与上内斜面的倾斜角度相匹配,上内斜面与外切削斜面之间的最小间距小于伸入间距的宽度,且外切削斜面与下内斜面之间的最大间距大于伸入间距的宽度。
17.采用上述技术方案后,本发明的一种缩口带回挤的五金冲压模具,应用时,将工件套装于套紧块外,上模具下压,套紧件和回挤冲头伸入成型腔室内,而随着上模具的下移,下模具的平移推动机构推动外滑块向内平移,外滑块的内移与上模板靠住将工件外侧壁即工件的侧围进行夹紧操作,同时,上模具与下模具的合模使各内滑块向外平移,内滑块与回挤头相靠住,此时内滑块与工件的侧围内侧进行夹紧操作,并利用回挤冲头,使工件位于侧围处具有上部、底部、内部及外部的挤压力,此时回挤冲头配合倒扣成型凸块将倒扣材料挤到倒扣成型r角,内扣挤压成型,而挤压时受到四个方向的力使倒扣的r角能形成较小角,从而满足产品后期余量cnc加工。
附图说明
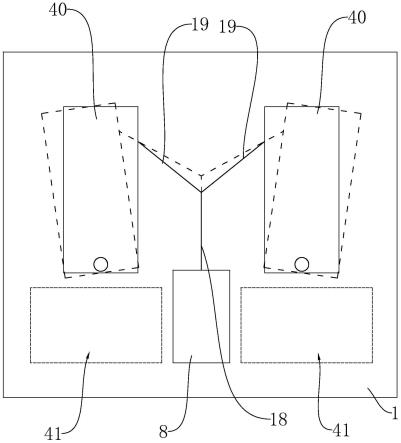
18.图1为本发明的合模立图;
19.图2为本发明的合模结构示意图;
20.图3为上模具的立体图;
21.图4为下模具的立体图;
22.图5为下模具省略一内滑块的立体图;
23.图6为下模具的剖示图。
具体实施方式
24.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
25.本发明的一种缩口带回挤的五金冲压模具,如图1-6所示,包括上模具1和下模具2,上模具1的底面具有成型腔室,上模具1的底面具有成型腔室,下模具2的顶面具有伸入成型腔室内用于工件套装于外的套紧块和处于套紧块外并用于回挤成型的回挤冲头3,回挤冲头3的顶面内侧具有回挤头31,回挤头31为具有一定宽度的闭环形圈体。
26.所述上模具1的下底面设有上模板4和处于上模板4外侧的外滑块5,外滑块5的底面低于上模板4的底面,外滑块5位于上模板4以下的部分围成有一环形腔室,那外滑块5上下方向的高度大于上模板4上下方向的高度,外滑块5以能向上模板方向平移与上模板相贴紧配合的方式滑动安装在上模具1下底面上,且下模具2的顶面对位于外滑块外侧处设有随
上模具的下移而推动外滑块向内平移的平移推动机构,且上模具对位于平移推动结构的外侧设有随外滑块的内移而对外滑块产生向外回复复位的弹性复位机构。
27.优佳的是,所述上模具1具有由上而下依次叠合设置并锁固在一起的上模座11和上垫板12,上模座11、上垫板12与上模板4均为一方形板体,上模板4处于上垫板12的下底面中心区域处并与上垫板12锁固在一起,上模板4的下底面为与工件的背板曲面相匹配的弧面,外滑块5由七块块体紧密相靠围成,七块体中四块块体为角块体51、余下三块块体为直块体52,以朝向上模板4的一面为内、背向上模板4的一面为外,上模板的四角外均设有一角块体51,角块体51为一方形块体,角块体51以向上模板的角部方向斜向平移滑动的方式安装在上垫板12上,优佳的是,上垫板12位于上模板4的四个角处分别锁固有沿上模板对角线方向延伸的导向滑块,角块体51的下底面向上凹设有沿上模板对角线方向延伸贯穿的导向滑槽,利用导向滑块与导向滑槽的配合可实现角块体51的滑动安装。
28.所述直块体52以向上模板的侧边方向横向平移的方式滑动平放安装在上垫板上,优佳的是,上垫板12位于上模板4的三个侧边外分别锁固有沿上模板侧边方向延伸的导向滑块,直块体52的下底面向上凹设有沿上模板侧边方向延伸贯穿的导向滑槽,利用导向滑块与导向滑槽的配合可实现角块体51的滑动安装。
29.直块体52为沿上模板4侧边的长度方向延伸的长方形块体,上模板4的四侧边中其中三侧边外均设有一个直块体52,每一直块体的两端端部外均相靠紧设置有一角块体51,直块体52的内侧面为能与上模板的外侧面相贴配合的平直面,角块体51的内侧面具有两切削平面和一向外凹的凹弧面,凹弧面与上模板4的角度相对位设置,切削平面与直块体长度方向端部的端面相贴紧配合,利用此切削平面才能使角块体与直块体相贴紧配合,角块体51和直块体52上下方向上的厚度大于上模板的厚度,各角块体与各直块体位于上模板以下的部位围成有一环形空间,此环形空间与上模板的下底面构成所述的成型腔室,每一直块体52的外侧和每一角块体51的外侧均一一对应设置有一平移推动机构和一弹性复位机构。
30.所述弹性复位机构具有外等高套61、外固定块62和弹簧63,外固定块62锁固在上垫板12的下底面上并处于块体外侧,外等高套61横卧设置,外等高套61的第一端端部(即内端端部)伸入块体的外侧内,外等高套61的第二端(即外端)穿过外固定块62,弹簧63套装于外等高套61的第二端外,并张紧于外固定块62与外等高套61的第二端端部之间,即外等高套61的第二端端部具有闭环形凸环,弹簧张紧于闭环形凸环与外固定块的外侧面之间,块体与外固定块62之间具有供平移推动机构伸入的伸入间距。
31.所述套紧块与回挤冲头3之间具有间距,所述套紧块由若干个能向回挤冲头方向平移的内滑块7组成,各内滑块7围成一中空腔室,下模具2位于中空腔室处对应于各内滑块处一一对应设有随上模具的合模而推动内滑块向外平移并产生弹性回复力的内滑块推动复位机构;且内滑块7的上端部外侧壁上向外凸设有用于成型倒扣的倒扣成型凸块70。
32.优佳的是,所述下模具2具有由下而上依次设置的下托板21、下垫脚22、下模座23、下垫板24、下夹板25和下脱板26,下托板下模座23经下垫脚22撑离下托板21上方,下模座、下垫脚与下托板锁固在一起,下夹板25、下垫板24与下模座23由上而下叠放锁固在一起,下脱板26与下夹板25之间具有间距,下模座23内固定竖立有向上延伸穿过下垫板24和下夹板25至下脱板26内的支撑弹簧27,下脱板26经支撑弹簧27与下夹板25相分离,两者之间具有5mm,回挤冲头3由若干块拼接方块围成,各拼接方块紧靠设置,拼接方块竖立设置,且拼接
方块穿过下脱板26与下夹板25固定连接,拼接方块的顶面内侧向上延伸有工件侧围相匹配用于回挤成型的延伸部,各延伸部构成所述的回冲头31。
33.所述内滑块7具有七块,七块内滑块7中其中四块内滑块为与角块体相对设置的角滑块71,三块内滑块为沿直块体的长度方向延伸的直滑块72,各内滑块沿内外方向滑动安装在下脱板26上,即下脱板26的顶面锁固有处于内滑块下方的导向滑轨261,内滑块7的下底面凹设有供导向滑轨滑入于内滑动的滑凹槽(图中未画出),利用导向滑轨与滑凹槽的配合可实现内滑块的滑动安装。所述内滑块推动复位机构具有推动内滑块向外滑动的推动机构和随内滑块的外移而产生回复力的回复力产生机构,回复力产生机构安装在上脱板上,推动机构安装在下垫板上。
34.优佳的是,所述回复力产生机构包括内固定块81、内等高套82和内弹簧83,内固定块81锁固在下脱板26的顶面上,并处于内滑块7的内侧,内滑块7与内固定块81之间具有插入间距,内等高套82沿内滑块的滑动方向横卧设置,内等高套81的第一端端部固定在内滑块7的内侧面内,内等高套82的第二端穿过内固定块81,内弹簧83套装于内等高套82的第二端外,并张紧于内固定块与内等高套的第二端端部之间,内等高套82的第二端端部具有闭环形凸环,内弹簧张紧于闭环形凸环与内固定块81之间。
35.所述推动机构为内插刀91,内插刀91为竖立设置的条形方块体,条形方块体的下端部固定在下垫板24的顶面上,条形方块体穿过下夹板25至下脱板26内,条形方块体的上端端面与下脱板的顶面相齐平,且条形方块体的上端端面向上凸设有处于插入间距内的插入块911,插入块911靠近内固定块81,插入块911的顶面具有依次连续设置的上平面、上斜面、下竖直面和下斜面,下斜面和上斜面均为由外至内向上倾斜的斜面,下斜面的下端端部延伸至条形方块体的顶面处,下斜面的上端端部与下竖直面的下端部连接,上斜面的下端端部与下竖直面的上端部连接,上斜面的上端端部与上平面的外侧边连接,上斜面、下竖直面和下斜面共处于上平面的外侧,利用上平面、上斜面、下竖直面和下斜面使插入块911内外方向上的厚度由上至下渐变设置;内滑块的内侧面(即朝向内固定块的一面)具有由上而下依次设置的下导向斜面、下竖直面、上导向斜面和上竖直面,下导向斜面和上导向斜面的倾斜方向相同并相互平行设置,上导向斜面处于下竖直面的内侧,下导向斜面处于下竖直面的外侧,即下滑块内外方向上的厚度由下至上渐变设置,下导向斜面与下斜面相贴配合,上斜面与上导向斜面相贴配合,上竖直面处于上平面上方。
36.所述平移推动机构具有外插刀92,外插刀92为竖立设置的方块体,方块体的下端部固定在下垫板24的顶面上,外插刀92向上穿过下夹板25和下脱板26,外插刀92的上端端部朝向伸入间距,方块体的上端端面外侧具有由内至外向下倾斜的外切削斜面921,方块体的上端端部内侧具有连续设置的由外至内向下倾斜的上内斜面、处于上内斜面下方内侧的连接竖直面及处于连接竖直面下方并呈由外至内向下倾斜的下内斜面,即方块体的内侧面具有由上至下依次设置的上内斜面、连接竖直面、下内斜面及竖直面,上内斜面与下内斜面相互平行设置,块体(即外滑块)的底面外侧具有连续设置的由内至外斜向上倾斜的下倾斜面、处于下倾斜面上方外侧的竖直面和处于竖直面上方外侧由内至外斜向上倾斜的上倾斜面,上倾斜面与下倾斜面相互平行设置,且下倾斜面的倾斜角度与上内斜面的倾斜角度相匹配,即下倾斜面与上内斜面能相贴配合,上内斜面与外切削斜面之间的最小间距小于伸入间距的宽度,且外切削斜面与下内斜面之间的最大间距大于伸入间距的宽度。
37.本发明的一种缩口带回挤的五金冲压模具,应用时,将工件套装于套紧块外,即各内滑块所围成的环形结构外,上模具1下压,各内滑块7的上部和回挤冲头3的回挤头31伸入成型腔室内,而随着上模具1的下移,外插刀92的上部伸入外固定块与外滑块之间的间距内,因外插刀92的上端外径渐扩,这样利用各斜面的配合使外插刀92的向上伸入会推动外滑块5向内平移,而外滑块5与外等高套63固定连接,则外等高套63相应内移而使弹簧63压缩,而外滑块5的内移会向上模板4方向平移,使外滑块与上模板4夹紧工件,外滑块顶靠着工件;同时,上模具1的下移与下模具2的合模,而下脱板与下夹板之间具有间距,这样上模具下移时,上模具1会推动下脱板26下移,支撑弹簧27被压缩使各内滑块向外平移,下脱板26的下移使内插刀91伸出下脱板26的部位变长,受内插刀与内滑块的斜面配合使内插刀91的插入块911向上伸入内滑块与内固定块之间,而插入块911的厚度变厚使内滑块被插入块911推动而向外平移,内滑块7的外移使倒扣成型凸块70伸向工件的侧围处,并与侧围内侧壁上部相靠近,内滑块7与外滑块夹紧工件侧围,再有,上模具下移时会使回挤冲头31会工件侧围具有向上的挤压力,即工件的侧围具有上部、底部、内部及外部的挤压力,此时回挤冲头31配合倒扣成型凸块70将倒扣材料挤到倒扣成型r角,内扣挤压成型,而挤压时受到四个方向的力使倒扣的r角能形成较小角,从而满足产品后期余量cnc加工;分模时,上模具1的上移,支撑弹簧的复位使下脱板向上顶起,内插刀91与内滑块和内固定块分离,内滑块受内弹簧的弹性回复而复位以备下次使用,内滑块的内移使倒扣成型凸块70脱离出倒扣外,使回挤后的工件可轻易从套紧块上取走,外插刀与外滑块和外固定块分离,外滑块受弹簧的弹性回复而复位以备下次使用;与现有技术相比,本发明的五金冲压模具,在回挤时利用内滑块的滑块可使缩口形成并使形成的缩口的r角能挤压成较小的角,满足产品的余量cnc加工,再有,整个结构简易,易于加工、组装,另,内外滑块的滑块均采用斜面配合的方式使滑块的滑动较为平稳,从而使工件的成型质量较佳;整个结构的设置使上模具与下模具脱模的同时能使内滑块与外滑块同时复位以备下次使用,加工效率高。
38.本新型中,为了增强工件的放置,下脱板26在套紧件位于敞开侧处固定有定位块262,定位块262为沿上模板的侧边长度方向延伸的条形块,定位块与上模板外无直滑块的一侧相对位设置,定位块262的顶面两端端部处向上竖立有定位针(图中未画出),利用两定位针可对工件的放置起到定位作用,以保证挤压的稳定。
39.上述实施例和附图并非限定本发明的结构,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。