1.本发明属于夹层玻璃技术领域,具体涉及一种镀膜玻璃样片的制备方法及中空夹层玻璃样片。
背景技术:
2.随着客户对幕墙节能性能的关注程度越来越高,更多的客户选择使用节能镀膜玻璃做幕墙,在产品推广时须先提供规格较小的样片来方便客户看样、选样,便携性样片的生产越来越多。
3.行业内一种做法是使用大玻璃压边托住样片玻璃辅助传动的方式生产,具体实施是:现传统大面积镀膜传动辊间距为300mm,一根传动辊上的两个辊轮间距为100mm,因夹层小样片规格太小(一般尺寸为300*300mm)无法直接在镀膜设备上传送,需要黏贴大片玻璃辅助传动,参见图6,将准备样片玻璃和大片玻璃,样片玻璃包括第一玻璃基板7、粘结于第一玻璃基板7上的两个第二玻璃基板8,两个第二玻璃基板8分别与第一玻璃基板7两端的距离为零,第一玻璃基板7截面为长方形,长边为b,短边为a,第二玻璃基板8截面为正方形,边长为a,两个第二玻璃基板8之间保持间隙,如b大于2a,再在样片相对两侧黏贴辅助玻璃防止传送中样片玻璃脱离轨道,黏贴辅助玻璃需要10分钟左右,然后将其放在镀膜腔室的传送辊道上(第二玻璃基板8放在传送辊道上,第一玻璃基板7朝上),镀膜后取下大片玻璃,然后将未粘结第二玻璃基板8的第一玻璃基板7切除,切割得到的第二玻璃基板8再进行磨边处理得到两个样片玻璃,这种方式制备效率极低(每次制备得到的样片玻璃数量为2,量少),所需时间长;且只有两个第二玻璃基板8接触传送辊道,传动稳定不好,则制备的夹层玻璃颜色稳定性差;另外一个做法是大片玻璃镀膜后使用水切割或者激光切割成小样片,然后再对小样片磨边的得到样片,所需激光切割设备费用很高(激光设备需要100万),成本极高。
4.以上两种方案效率均较低,成品率不高,造成极大的成本浪费,因此,夹层小样片高效率生产一直以来是玻璃镀膜制造行业的一个难点。
技术实现要素:
5.本发明的目的是提供一种镀膜玻璃样片的制备方法及中空夹层玻璃样片,以解决现有夹层玻璃制备效率低、成品率低、成本高的问题。
6.为达到上述目的,本发明采用的一种技术方案是:
7.一种镀膜玻璃样片的制备方法,其包括如下步骤:
8.s1、准备基板玻璃与多个样片玻璃,并对基板玻璃与多个样片玻璃进行预处理;
9.s2、通过物理钢化法对预处理后的基板玻璃与样片玻璃分别进行热处理;
10.s3、对热处理后的基板玻璃与样片玻璃进行夹层处理:将多个样片玻璃粘结在基板玻璃一表面,再进行预压和终压得到夹层玻璃,预压时基板玻璃另一表面位于传送辊道上,摆放多个样片玻璃时:相邻两个样片玻璃之间保持间隙,靠近基板玻璃边沿的样片玻璃
与基板玻璃各边的距离均大于等于第一设定值l1;
11.s4、对夹层玻璃进行镀膜,镀膜时样片玻璃朝下贴合镀膜室内传送辊道;
12.s5、对镀膜后的夹层玻璃进行分割得到多个样片镀膜玻璃。
13.优选地,步骤s3中,所述多个样片玻璃放置在基板玻璃上时:沿玻璃传送方向的前后分布的相邻两个样片玻璃之间的距离大于0小于等于第二设定值l2,沿与玻璃传送方向垂直的方向分布的相邻两个样片玻璃之间的距离大于第三设定值l3,第三设定值l3大于或等于第二设定值l2。
14.优选地,每一个样片玻璃沿玻璃传送方向的长度为a,每一个样片玻璃沿与玻璃传送方向垂直的方向的长度为b,两个传送辊道之间的间距为l4,a大于或等于l4,第三设定值l3大于b,第二设定值l2小于等于a。
15.优选地,步骤s3中,多个样片玻璃沿玻璃传送方向的前后分布多列,相邻两列的样片玻璃数量相差一个。
16.优选地,所述样片玻璃横截面呈正方形或长方形。
17.优选地,第一设定值l为50mm。
18.优选地,步骤s3中,多个样片玻璃沿玻璃传送方向的前后分布多列,相邻两列的样片玻璃在与玻璃传送方向垂直的方向上错开设置。
19.优选地,步骤s3中,采用辊压炉对基板玻璃与样片玻璃进行预压,玻璃的出炉温度控制在55-75℃,然后通过高压釜进行终压,高压釜保温温度范围为120-140℃,保压压力范围为11.5-12.5bar,保温时间范围为60-90min。
20.优选地,步骤s5中,分割后,具有镀膜层的基板玻璃对应单个样片玻璃的四边长度分别小于该样片玻璃的四边长度。
21.一种中空夹层玻璃样片,其包括根据所述的镀膜玻璃样片的制备方法制备得到的镀膜玻璃样片,所述镀膜玻璃样片具有镀膜层的一侧上粘结有玻璃,所述镀膜玻璃样片与所述玻璃之间具有中空空间。
22.由于上述技术方案运用,本发明与现有技术相比具有下列优点:本发明提供的制备方法,可保证玻璃在镀膜设备的传动辊上稳定传送,并获得稳定的镀膜玻璃样片颜色,大幅提高镀膜玻璃样片的生产质量和生产效率,且成本较低。
附图说明
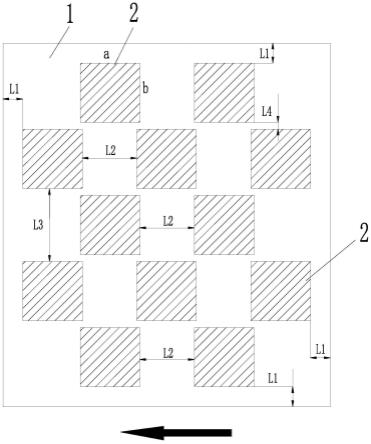
23.附图1为实施例1的多个样片玻璃在基板玻璃上的分布结构示意图;
24.附图2为实施例1的多个样片玻璃在基板玻璃上的分布立体图;
25.附图3为实施例2的多个样片玻璃在基板玻璃上的分布结构示意图;
26.附图4为实施例2的多个样片玻璃在基板玻璃上的分布立体图;
27.附图5为本发明提供的中空玻璃样片的侧视示意图;
28.附图6为现有制备镀膜玻璃样片时样片玻璃与辅助玻璃的俯视示意图。
29.以上附图中:
30.1-基板玻璃,2-样片玻璃,3-镀膜层,4-胶层,5-中空密封胶,6-辅助玻璃,7-第一玻璃基板上,8-第二玻璃基板。
具体实施方式
31.下面结合附图所示的实施例对本发明作进一步描述。
32.一种镀膜玻璃样片的制备方法,其包括如下步骤:
33.s1、准备基板玻璃1与多个样片玻璃2,并对基板玻璃1与多个样片玻璃2进行预处理,预处理具体过程为:根据工程所需的原片种类、厚度、尺寸、形状进行切片加工得到所需尺寸的样片玻璃2与基板玻璃1,基板玻璃1面积大于样片玻璃2面积,再对样片玻璃2的边部进行磨边处理,可以通过上机倒棱或手工打磨;
34.s2、通过物理钢化法对预处理后的基板玻璃1与样片玻璃2分别进行热处理,热处理的过程如下:炉温控制在685-710℃,对基板玻璃1与样片玻璃2均匀加热并控制在610-630℃,然后在预设的时间阈值范围内快速均匀冷却;
35.s3、对热处理后的基板玻璃1与样片玻璃2进行夹层处理:将多个样片玻璃2粘结在基板玻璃1一表面(基板玻璃1具有相对的两表面,在基板玻璃1一表面涂覆胶层4后将多个样片玻璃2放置在基板玻璃1上),再进行预压和终压得到夹层玻璃,预压时基板玻璃1另一表面位于传送辊道上,样片玻璃2远离传送辊道,摆放多个样片玻璃2时需要满足几个条件,传送辊道的延伸方向与玻璃传送方向垂直:
36.1)靠近基板玻璃1边沿的样片玻璃2(即位于最外圈的样片玻璃2)与基板玻璃1各边的距离均大于等于50mm,位于最外圈的样片玻璃2各边分别与基板玻璃1各边的距离大于等于第一设定值l1,以减轻边缘效应对产品颜色的影响,第一设定值l1为50mm,距离以大于等于100mm为最优;
37.2)相邻两个样片玻璃2之间保持间隙,便于后面工序切割单个样片玻璃2。
38.进一步地,多个样片玻璃2放置在基板玻璃1上时:沿玻璃传送方向的前后分布的相邻两个样片玻璃2之间的距离大于0小于等于第二设定值l2,沿与玻璃传送方向垂直的方向分布的相邻两个样片玻璃2之间的距离大于第三设定值l3,第三设定值l3大于第二设定值l2。
39.更进一步地,每一个样片玻璃2沿玻璃传送方向的长度为a,每一个样片玻璃2沿与玻璃传送方向垂直的方向的长度为b,两个传送辊道之间的间距为l4,a大于或等于l4,第三设定值l3大于b,第二设定值l2小于等于a,将样片玻璃2放置在传送辊道上时,样片玻璃2的相对两边与该两个传送辊道相抵,因在步骤s4中镀膜工序中,需要样片玻璃2贴合传送辊道表面放置,可保证玻璃在镀膜腔室内传送稳定,以获得稳定的产品颜色,如样片玻璃2为边长300mm的正方体形,相邻两个传送辊道之间的间距为300mm,将样片玻璃2放置在传送辊道上时,样片玻璃2的相对两边可与该两个传送辊道相抵。
40.若样片玻璃2横截面呈正方形,其边长为300mm,沿玻璃传送方向的前后分布的相邻两个样片玻璃2之间的距离小于等于300mm;沿与玻璃传送方向垂直的方向分布的相邻两个样片玻璃2之间的距离大于300mm,此时,第三设定值l3等于第二设定值l2,均为300mm,可确保镀膜时样片玻璃2朝下整体玻璃平稳传动。
41.另外,多个样片玻璃2放置在传送辊道上时,为便于将样片玻璃2的排列顺序表达清楚,多个样片玻璃2沿玻璃传送方向的前后分布多列,每一列呈一直线,该直线与玻璃传送方向垂直,相邻两列的样片玻璃2在与玻璃传送方向垂直的方向上错开设置,一方面,镀膜传动时每一列均有样片玻璃2向下贴合传送辊道,这样样片玻璃2距离传送辊道的高度始
终一致,不会出现无样片玻璃2接触传送辊道,防止出现高度不一致有跳动,传动更稳定,另一方面便于后面工序分割,错开设置是指:一列的一个样片玻璃2位于与与该列相邻的另一列的相邻两个样片玻璃2之间的一侧,即一列的一个样片玻璃2没有与另一列的任一个样片玻璃2正相对,一列的一个样片玻璃2对应的是另一列的相邻两个样片玻璃2之间的空隙。比如第一列有2个样片玻璃2,第二列有3个样片玻璃2,第二列的3个样片玻璃2前方均是空白,没有一个样片玻璃2的前方正对第一列的样片玻璃2,即第二列的3个样片玻璃2的中间样片玻璃2位于第一列有2个样片玻璃2之间。
42.多个样片玻璃2沿玻璃传送方向的前后分布多列,相邻两列的样片玻璃2数量不相等,比如相邻两列的样片玻璃2数量相差一个,便于错开设置。
43.进一步地,一个单元与与之相邻的单元包括的样片数量相差一个,如一个单元包括2个样片玻璃2,与之相邻的单元包括3个样片数量,或者一个单元包括3个样片玻璃2,与之相邻的单元包括4个样片数量。
44.进一步地,为形成多个样片玻璃2在基板玻璃1上形成对称分布,保证其在镀膜设备的传动辊上稳定传送,多个样片玻璃2沿玻璃传送方向的前后分布多列划分为多个第一单元和多个第二单元,第一单元与第二单元间隔设置,间隔设置指第一单元为一列,接下来是第二单元为另一列,然后是第一单元为新一列,依次排列,第一单元与第二单元相邻,两个第二单元之间是第一单元,第一单元、第二单元中的一个包括两个样片玻璃2,另一个包括三个样片玻璃2,比如,第一单元包括两个样片玻璃2,第二单元中包括三个样片玻璃2,或者第一单元包括三个样片玻璃2,第二单元中包括两个样片玻璃2。
45.其中,胶层4为透明pvb胶或sgp胶;
46.s4、对夹层玻璃进行镀膜,使小片玻璃朝下贴合镀膜室内辊道,镀膜时,膜层镀设在基板玻璃1另一表面,即与贴合了样片玻璃2的一表面相对;
47.s5、对镀膜后的夹层玻璃进行分割得到多个样片镀膜玻璃,分割后,基板玻璃1(镀膜一侧玻璃)对应单个样片玻璃2的四边长度分别小于该样片玻璃2的四边长度,比如分割时镀膜一侧玻璃各边长度分别比玻璃的四边长度相差0-2mm(不包括0,包括2mm),比如,样片玻璃2为边长300mm的正方体形,那切割后基板玻璃1对应单个样片玻璃2的四边长度大于等于298mm小于300mm。这样切割的好处是:制作中空样片时,镀膜一侧基板玻璃1一侧上方涂覆中空密封胶5并放置一个新的玻璃基板(或一个夹层玻璃)形成中空玻璃,中空密封胶5可下延覆盖镀膜一侧基板玻璃1的边部则该边部无需磨边,成品的最终磨边视觉效果取决于夹层时样片玻璃2磨边质量(该样片玻璃2磨边时为单片,磨边质量好),因此样片成品磨边质量高,同时,无需对样片玻璃2磨边,减少后续磨边直接合中空,大幅提高生产效率,参见图5。
48.切割时用使用普通的玻璃刀切割即可,成本为10块钱一只,不需要价格昂贵的激光设备(普通激光设备售价100万),可大大节约成本。
49.实施例1
50.参见图1和图2,样片玻璃2为正方体形,边长为300mm,多个样片玻璃2划分为5个单元,即形成5排5列,在横向上,第一排分布两个样片玻璃2,第二排分布三个样片玻璃2,第三排分布两个样片玻璃2,第四排分布三个样片玻璃2,第五排分布两个样片玻璃2,在纵向上,第一列分布两个样片玻璃2,第二列分布三个样片玻璃2,第三列分布两个样片玻璃2,第四
列分布三个样片玻璃2,第五列分布两个样片玻璃2,每一排的多个样片玻璃2沿一直线分布,每一列的多个样片玻璃2沿一直线分布,位于一列后方的另一列的一个玻璃位于其前方一列相邻两个玻璃之间;位于最外圈的样片玻璃2与基板玻璃1各边的距离为100mm,每一排中,相邻两个样片玻璃2之间的距离为275mm,相邻两排中,相邻两个样片玻璃2之间的距离大于0mm;每一列中,相邻两个样片玻璃2之间的距离为335mm。
51.实施例2
52.参见图3和图4,样片玻璃2为正方体形,边长为300mm,多个样片玻璃2划分为5个单元,即形成5排5列,在横向上,第一排分布三个样片玻璃2,第二排分布两个样片玻璃2,第三排分布三个样片玻璃2,第四排分布两个样片玻璃2,第三排分布三个样片玻璃2,在纵向上,第一列分布两个样片玻璃2,第二列分布三个样片玻璃2,第三列分布两个样片玻璃2,第四列分布三个样片玻璃2,第五列分布两个样片玻璃2,每一排的多个样片玻璃2沿一直线分布,每一列的多个样片玻璃2沿一直线分布,位于一列后方的另一列的一个玻璃位于其前方一列相邻两个玻璃之间;每一排中,相邻两个样片玻璃2之间的距离为275mm,相邻两排中,相邻两个样片玻璃2之间的距离大于0mm;每一列中,相邻两个样片玻璃2之间的距离为335mm。
53.对比例1
54.与实施例1不同之处在于:位于最外圈的样片玻璃与基板玻璃各边的距离为30mm。
55.对比例2
56.参见图6,与实施例1不同之处在于:准备样片玻璃和大片玻璃,样片玻璃包括第一玻璃基板7、粘结于第一玻璃基板7上的两个第二玻璃基板8,两个第二玻璃基板8分别与第一玻璃基板7两端的距离为零,第一玻璃基板7截面为长方形,长边为b,短边为a,第二玻璃基板8截面为正方形,边长为a,两个第二玻璃基板8之间保持间隙,如b大于2a,a为300mm,b为800mm,再在样片相对两侧黏贴大片玻璃防止传送中样片玻璃脱离轨道,黏贴大片玻璃需要10分钟左右,然后将其放在镀膜腔室的传送辊道上(第二玻璃基板8放在传送辊道上,第一玻璃基板7朝上)。
57.对实施例1与对比例1-2制备的样片镀膜玻璃进行颜色、外观检测,计算生产效率、成品率,的性能试验数据参见表1:
58.表1两种制备工艺制备的夹层玻璃的性能试验数据对比表
[0059][0060]
由表1可知,实施例1中,由于镀膜生产时可以同普通大片玻璃一样生产,不存在颠簸,设备传动稳定,产品膜厚均匀,颜色更容易控制在标准范围内,加工效率最高。对比例1中,因传动稳定性不佳,造成镀膜时状态不稳,产品颜色波动明显,易超出颜色控制标准,颜色控制难度较大,且因传动不稳定,容易导致样片崩角等缺陷。对比例2中,虽然加工效率较高,但位于最外圈的玻璃容易因边缘效应较重,影响产品整体颜色,造成产品与标准颜色存
在较大差异而报废。
[0061]
另外,本发明中样片玻璃横截面不限于正方形,还可为长方形、菱形或异形,基板玻璃横截面不限于正方形,还可为长方形、菱形或异形。
[0062]
本发明的又一实施例提供一种中空夹层玻璃样片,包括上述的镀膜玻璃样片的制备方法制备得到的镀膜玻璃样片,镀膜玻璃样片具有镀膜层的一侧上粘结有玻璃,玻璃可为玻璃基板或夹层玻璃,镀膜玻璃样片与玻璃之间具有中空空间形成中空玻璃,优选地,具有镀膜层的基板玻璃对应单个样片玻璃的四边长度c分别小于该样片玻璃的四边长度,参见图5,中空密封胶可下延覆盖镀膜一侧基板玻璃的边部则该边部无需磨边。
[0063]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
