1.本发明涉及汽轮机测量技术领域,尤其涉及一种汽轮机转子与机组基准洼窝找中心的工装及方法。
背景技术:
2.汽轮机组主要应用于石化、炼油、冶金、化工、制药及区域热电联供、城市垃圾电站等能源综合利用领域,是各类大型工业装置中的关键动力设备。在汽轮机组的安装与检修过程中,汽轮机转子与机组组件找中心是最为关键的工作之一。以汽轮机转子与机组轴承座、汽缸等洼窝的找中值为基准,完成对机组其他部件如汽封、隔板、持环、油挡等的找中,使汽轮机转子与机组各部件间保持同心,避免机组产生汽隙不均、动静摩擦等影响机组安全和效率的因素,同时也减少施工中对油挡、汽封、隔板、持环等部件的调整与修刮工作量,保证转子与油挡、汽封之间有适当的间隙,减少运行中的汽流紊乱,使汽轮机有较高的热效率及良好的运行指标。
3.机组找中的基准洼窝主要为轴承座洼窝、汽缸前后汽封洼窝或汽缸前后测量环,施工中转子中心与基准洼窝中心作为调整机组通流间隙的基准,必须找正到同心,两者的中心要求最大差值为0.05mm。汽轮机转子与汽缸及轴承座找中心测量方法一般有拉钢丝、假轴、转子配合内径千分尺测量法;用带调节杆的特制套箍加塞尺测量法、也有部分采用钢带配合百分表测量法,前两种测量法存在挠度、计算、测量误差及位置狭小等影响因素,得到的数据并不精确,钢带配合百分表测量法则须拆转子上的螺钉部件,安装不方便,易对转子造成损伤且只能测量机组的部分数据。
技术实现要素:
4.本发明要解决的技术问题和提出的技术任务是对现有技术方案进行完善与改进,提供一种汽轮机转子与机组基准洼窝找中心的工装及方法,以提升机组找中测量精度和测量的经济性、方便性为目的。为此,本发明采取以下技术方案。
5.一种汽轮机转子与机组基准洼窝找中心工装,包括抱箍、杠杆百分表和表位调整板,所述的抱箍由2个半箍通过连接螺栓连接组成,所述的杠杆百分表通过表夹与表位调整板连接,所述表位调整板通过连接螺栓与抱箍外侧面设置的连接板连接,表夹可放松和夹紧杠杆百分表,所述的连接板包括直连接板和斜连接板,直连接板和斜连接板分别设于2个半箍的等分位置,且均与半箍外周连接处的切平面垂直,所述的直连接板在抱箍的轴向与抱箍平,所述的斜连接板与抱箍的端平面存有倾角。
6.本工装可方便地安装在汽轮机转子上,通过表位测量的方便性需要,可以选择把表夹连接在直连接板或斜连接板上,通过缓慢盘动转子,利用转子的转动,分别测出转子与汽缸、轴承座的上下左右的相对数据,避免了挠度、计算及测量等误差,在汽轮机转子转动找中过程中,读表空间大,读数稳定,测得的数据直观准确,同时工装也可以在机组找中及调整时进行直观监测,过程中的数据变化一目了然,提高了施工效率和精度,本工装结构简
单,安装简易,拆卸方便,适用面广,工装使用过程中对设备本身不会造成损伤。
7.作为优选技术手段:所述的表位调整板上沿长度方向按直线排列有多个表夹连接孔,表夹上设有轴销,轴销穿过表夹连接孔,表夹可按轴销转动和紧固。可根据测量需要,把表夹安装在不同的表夹连接孔上,使测量更加准确、方便。
8.一种汽轮机转子与机组各洼窝找中心工装的方法,包括以下步骤:
9.1)选择转子找中心的测量基准;
10.2)确认转子找中心的工装安装位置;
11.3)转子找中心工装的试安装;
12.4)检查工装安装是否满足找中测量要求,若否,返回步骤3);
13.5)转子找中心工装的正式安装;
14.6)确认转子找中心工装符合要求并测量中心值,若否,返回步骤5);
15.7)根据杠杆百分表数值调整转子与汽缸中心;
16.8)调整工作完成后,对转子找中心数据进行复核,转子找中心数据符合要求且二次复核无明显变化,转子找中心工作完毕,如果数据出现超差,则返回步骤7);
17.9)转子找中心完毕,工装拆除,工装拆除时,先拆下杠杆百分表,松开抱箍的连接螺栓,即可方便地将工装拆下来。
18.工装找中方法简单,拆装方便,可以为施工人员提供准确、可靠的施工依据,能有效提高了工作效率与施工质量。
19.作为优选技术手段:步骤1)中,待轴承座找正找平完毕后,转子先以前后轴承座油挡洼窝为基准,进行转子与油挡找中心;然后再以转子中心为基准找汽缸中心,找汽缸中心时,以汽缸前后汽封洼窝或汽缸测量环为基准,按制造厂家要求数据进行找中。有效实现测量基准的选择。
20.作为优选技术手段:步骤2)中,工装的安装位置选择在作为起吊转子时吊索安放处的转子前、后油封侧部位,此位置能进行转子与前轴承座油挡、转子与汽缸前汽封洼窝、转子与后轴承座油挡、转子与汽缸后汽封洼窝等基准洼窝的测量,将杠杆百分表指针指向待测部位,通过转子的旋转,分别测得所测部位的左右及上下部位的数值。有效确认工装安装位置。
21.作为优选技术手段:步骤3)包括以下步骤:
22.301)将二件工装的抱箍安装在机组的前后油封侧部位;
23.302)抱箍调整后将连接螺栓初步紧固;
24.303)根据机组测量部位的位置和空间,选择直连接板或斜连接板与表位调整板连接;
25.304)杠杆百分表通过表夹安装在表位调整板上,调整表夹和杠杆百分表的指针,使之符合测量要求。实现工装的试安装。
26.作为优选技术手段:步骤4)中,将工装的各连接螺栓初步紧固,慢慢盘动转子,使工装上的杠杆百分表指针在洼窝或测量环上慢慢滑动,滑动时杠杆百分表能正常显示读数,否则,应查清原因或重新调整杠杆百分表,使之符合测量要求,盘动转子时,百分表指针不应有突跳或卡涩现象,若上下缸有错位时则存在突跳,此突跳应记录并在下一工序中进行调整。实现对工装安装是否满足找中测量要求的检查确认。
27.作为优选技术手段:步骤5)中,工装安装满足找中测量要求后,将各连接螺栓紧固,表夹锁紧,杠杆百分表可靠固定,转子找中心工装安装完毕。实现对工装的正式安装。
28.作为优选技术手段:步骤6)具体包括以下步骤:
29.601)工装正式安装后,慢慢盘动转子,记录杠杆百分表读数,盘动转子两周,各部位数据二次复核无明显变化,工装安装符合测量要求;
30.602)找中心测量按汽轮机安装的进度分为半缸测量与全缸测量:半缸测量时,测量轴承座下半油挡洼窝、汽缸下半汽封洼窝或测量环时,工装安装在转子油封部位,测量点为轴承座油挡洼窝、汽缸下半汽封洼窝或测量环,杠杆百分表指针指向轴承座油挡洼窝、汽缸下半汽封洼窝或测量环,慢慢将转子来回转动半周,分别测得轴承座油挡洼窝、汽缸下半汽封洼窝或测量环的左右及下部的数值;全缸测量时,待上下缸拼合后,工装安装在转子油封部位,针对测量点为汽缸汽封洼窝或汽缸测量环,杠杆百分表指针指向汽封洼窝或汽缸测量环,利用转子的旋转,分别测得并记录汽封洼窝或汽缸测量环的上下、汽缸左右上下半位置共6个数值,实现测量中心值。
31.作为优选技术手段:步骤7)中,根据测得的百分表数值对汽轮机轴承座或汽缸进行调整,调整完毕后再进行找中心复测,直至最后测得的数据符合要求;上下汽缸组合后根据左上与左下、右上与右下的数值,可判断机组合缸后上、下缸是否存在错位,组合后汽缸是否存在变形;对于采用测量环技术的机组在进行猫爪切换时,工装上的百分表可提供直观的数据变化,供切换调整时参考。根据杠杆百分表数值调整转子与汽缸中心。
32.有益效果:本工装可方便地安装在汽轮机转子上,缓慢盘动转子,利用转子的转动,分别测出转子与汽缸、轴承座的上下左右的相对数据,避免了常规测量法存在的挠度、计算及测量等误差,测得的数据直观准确,同时工装也可以在机组找中调整时进行直观监测,调整过程中的数据变化一目了然,提高了施工效率和精度,本工装结构简单,安装简易,拆卸方便,适用面广,工装使用过程中对设备本身不会造成损伤,在汽轮机转子转动找中过程中,读表空间大,读数稳定,测得的数据精确,可以为施工人员提供准确、可靠的施工依据,大大提高了工作效率与施工质量。
附图说明
33.图1是本发明结构示意图。
34.图2是本发明流程示意图。
35.图3是本发明安装位置示意图。
36.图中:1、抱箍;2、杠杆百分表;3、表位调整板;4、连接螺栓;5、表夹;6、直连接板;7、斜连接板;8、轴销;9、汽轮机转子;301、表夹连接孔。
具体实施方式
37.以下结合说明书附图对本发明的技术方案做进一步的详细说明。
38.如图1所示,一种汽轮机转子与机组基准洼窝找中心工装,包括抱箍1、杠杆百分表2和表位调整板3,抱箍1由2个半箍通过连接螺栓4连接组成,杠杆百分表2通过表夹5与表位调整板3连接,表位调整板3通过连接螺栓4与抱箍1外侧面设置的连接板连接,表夹5可放松和夹紧杠杆百分表2,连接板包括直连接板6和斜连接板7,直连接板6和斜连接板7分别设于
2个半箍的等分位置,且均与半箍外周连接处的切平面垂直,直连接板6在抱箍1的轴向与抱箍1平,斜连接板7与抱箍1的端平面存有倾角。
39.为了使测量更加方便,表位调整板3上沿长度方向按直线排列有多个表夹连接孔301,表夹5上设有轴销8,轴销8穿过表夹连接孔301,表夹5可按轴销8转动和紧固。可根据测量需要,把表夹5安装在不同的表夹连接孔301上,使测量更加方便。
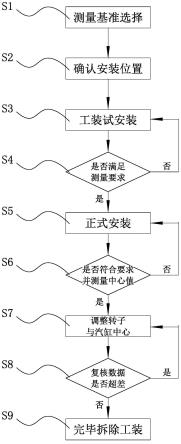
40.如图2所示,一种汽轮机转子与机组基准洼窝找中心工装的方法,包括以下步骤:
41.s1:选择转子找中心的测量基准;
42.s2:确认转子找中心的工装安装位置,把抱箍1安装在汽轮机转子9上,如图3所示;
43.s3:转子找中心工装的试安装;
44.s4:检查工装安装是否满足找中测量要求,若否,返回步骤s3;
45.s5:转子找中心工装的正式安装;
46.s6:确认转子找中心工装符合要求并测量中心值,若否,返回步骤s5;
47.s7:根据杠杆百分表2数值调整转子与汽缸中心;
48.s8:调整工作完成后,对转子找中心数据进行复核,转子找中心数据符合要求且二次复核无明显变化,转子找中心工作完毕,如果数据出现超差,则返回步骤s7;
49.s9:转子找中心完毕,工装拆除,工装拆除时,先拆下杠杆百分表2,松开抱箍1的连接螺栓4,即可方便地将工装拆下来。
50.工装找中方法简单,拆装方便,可以为施工人员提供准确、可靠的施工依据,能有效提高了工作效率与施工质量。
51.为了实现测量基准的选择,步骤s1中,待轴承座找正找平完毕后,转子先以前后轴承座油挡洼窝为基准,进行转子找中心;然后再以转子中心为基准找汽缸中心,找汽缸中心时,以汽缸前后汽封洼窝或汽缸测量环为基准,按制造厂家要求数据进行找中。有效实现测量基准的选择。
52.为了实现较精确的测量,步骤s2中,工装的安装位置选择在作为起吊转子时吊索安放处的转子前、后油封侧部位,此位置能进行转子与前轴承座油挡、转子与汽缸前汽封洼窝、转子与后轴承座油挡、转子与汽缸后汽封洼窝等基准洼窝的测量,将杠杆百分表2指针指向待测部位,通过转子的旋转,分别测得所测部位的左右及上下部位的数值。确认工装安装位置,实现较精确的测量。
53.为了实现工装的试安装,步骤s3包括以下步骤:
54.s301:将二件工装的抱箍1安装在机组的前后油封侧部位;
55.s302:抱箍1调整后将连接螺栓4初步紧固;
56.s303:根据机组测量部位的位置和空间,选择直连接板6或斜连接板7与表位调整板3连接;
57.s304:杠杆百分表2通过表夹5安装在表位调整板3上,调整表夹5和杠杆百分表2的指针,使之符合测量要求。实现工装的试安装。
58.为了实现对测量要求的检查,步骤s4中,将工装的各连接螺栓4初步紧固,慢慢盘动转子,使工装上的杠杆百分表2指针在洼窝或测量环上慢慢滑动,滑动时杠杆百分表2能正常显示读数,否则,应查清原因或重新调整杠杆百分表2,使之符合测量要求,盘动转子时,百分表指针不应有突跳或卡涩现象,若上下缸有错位时则存在突跳,此突跳应记录并在
下一工序中进行调整。实现对工装安装是否满足找中测量要求的检查确认。
59.为了完成工装的安装,步骤s5中,工装安装满足找中测量要求后,将各连接螺栓4紧固,表夹5锁紧,杠杆百分表2可靠固定,转子找中心工装安装完毕。实现对工装的正式安装。
60.为了实现各测量点数值的测量,步骤s6具体包括以下步骤:
61.s601:工装正式安装后,慢慢盘动转子,记录杠杆百分表2读数,盘动转子两周,各部位数据二次复核无明显变化,工装安装符合测量要求;
62.s602:找中心测量按汽轮机安装的进度分为半缸测量与全缸测量:半缸测量时,测量轴承座下半油挡洼窝、汽缸下半汽封洼窝或测量环时,工装安装在转子油封部位,测量点为轴承座油挡洼窝、汽缸下半汽封洼窝或测量环,杠杆百分表2指针指向轴承座油挡洼窝、汽缸下半汽封洼窝或测量环,慢慢将转子来回转动半周,分别测得轴承座油挡洼窝、汽缸下半汽封洼窝或测量环的左右及下部的数值;全缸测量时,待上下缸拼合后,工装安装在转子油封部位,针对测量点为汽缸汽封洼窝或汽缸测量环,杠杆百分表2指针指向汽封洼窝或汽缸测量环,利用转子的旋转,分别测得并记录汽封洼窝或汽缸测量环的上下、汽缸左右上下半位置共6个数值。实现测量中心值。
63.为了实现对转子与汽缸中心的调整,步骤s7中,根据测得的百分表数值对汽轮机轴承座或汽缸进行调整,调整完毕后再进行找中心复测,直至最后测得的数据符合要求;上下汽缸组合后根据左上与左下、右上与右下的数值,可判断机组合缸后上、下缸是否存在错位,组合后汽缸是否存在变形;对于采用测量环技术的机组在进行猫爪切换时,工装上的百分表可提供直观的数据变化,供切换调整时参考。根据杠杆百分表2数值调整转子与汽缸中心。
64.本工装可方便地安装在汽轮机转子9上,通过缓慢盘动转子,利用转子的转动,分别测出转子与汽缸、轴承座的上下左右的相对数据,避免了挠度、计算及测量等误差,在汽轮机转子9转动找中过程中,读表空间大,读数稳定,测得的数据直观准确,同时工装也可以在机组找中调整时进行直观监测,调整过程中的数据变化一目了然,提高了施工效率和精度,本工装结构简单,安装简易,拆卸方便,适用面广,工装使用过程中对设备本身不会造成损伤。
65.本实例中,抱箍1的2个半箍由3
×
25mm的钢带制作而成,连接方向的直径比非连接向直径小20mm,在连接螺栓4紧固抱箍1时,2个半箍距离逐步收紧,钢带按转子圆弧变形,直至抱箍1紧固。
66.本实例中,直连接板6和斜连接板7由3
×
25mm的钢带制作而成,与半箍之间采用焊接连接。
67.本实例中,表位调整板3采用3mm厚的钢带制作,一端设有φ11螺孔,与直连接板6或斜连接板7连接,另一端按长度方向等间距设有3个φ6的表夹连接孔301,表位调整板3包括长短不一的2块板,可以根据测量需要选择使用。
68.本实例中,连接两个抱箍1的连接螺栓4采用m10
×
50,连接板与表位调整板3之间的连接螺栓4采用m10
×
20。
69.本实例中,制造厂家要求进行转子找中心的基准中心包括:转子与前轴承座外端洼窝中心、转子与前轴承座内端洼窝中心、转子与外缸体前端测量环中心、转子与外缸体前
端汽封洼窝中心、转子与后轴承座外端洼窝中心、转子与后轴承座内端洼窝中心、转子与外缸体后端测量环中心、转子与外缸体后端汽封洼窝中心。
70.以上图1-3所示的一种汽轮机转子与机组基准洼窝找中心的工装及方法是本发明的具体实施例,已经体现出本发明突出的实质性特点和显著进步,可根据实际的使用需要,在本发明的启示下,对其进行形状、结构等方面的等同修改,均在本方案的保护范围之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
